工字梁中心点校对工装及其焊接台的制作方法
[0001]
本实用新型涉及一种工字梁中心点校对工装及其焊接台,属于工字梁生产技术领域。
背景技术:
[0002]
工字边梁是挂车的主要支撑部件,工字边梁主要包括一块腹板和两块翼板,在工字边梁生产的过程中需要把腹板14两端焊接在两块翼板13的中部,形成工字型边梁,如图2所示。
[0003]
由于腹板和翼板较长,一般在13米左右,在生产的过程中需要经过多次的吊装转移,这样在翼板和腹板吊装的过程中就造成了波浪变形,在进行焊接时需要利用工具进行对中,目前常用的焊接方式是把腹板平放在支撑台上,然后把翼板竖直放置,利用测量尺测量腹板顶部到翼板顶部的距离,然后利用按压方式进行敲击或压住焊接,但是这样非常耗费时间,且消耗大量人力,影响生产速度。
技术实现要素:
[0004]
本实用新型提供一种工字梁中心点校对工装及其焊接台,解决目前工字梁中心点校对焊接时非常耗费时间,且消耗大量人力,影响生产速度的问题。
[0005]
本实用新型涉及一种工字梁中心点校对工装,包括上压模块和下支撑模块,下支撑模块的顶部中间设有支撑凹槽,支撑凹槽的右侧壁为竖直平面一,支撑凹槽右侧的下支撑模块上设有下凹式支撑台面,上压模块的底部设有上凹式压槽,压槽的顶部宽度等于翼板的厚度,压槽的左侧壁为竖直平面二,压槽右侧底部设有上凹式下压台面,下压台面到压槽顶部的距离与支撑台面到支撑凹槽顶部的距离相等,支撑凹槽左侧壁和上压模块左侧壁为相互配合的楔形面。楔形面即是两个相互配合的斜面,支撑凹槽和上压模块的斜面均为左高右低式设置,当下压台面和支撑台面配合压紧在腹板上时,压槽顶面与翼板顶部接触,竖直平面一与竖直平面二贴近翼板两侧壁。把腹板定位压紧在翼板的中间位置。
[0006]
优选地,支撑凹槽的左右宽度由上到下逐渐减小。可以方便下落,且下落时竖直平面二能够逐渐的贴近翼板的外侧面,直至贴紧。
[0007]
优选地,压槽的右侧壁为一斜面,压槽的左右宽度由上到下逐渐增大。方便下压时翼板顶部能够顺畅的进入压槽。
[0008]
优选地,支撑凹槽右侧的下支撑模块的顶部设有调整垫块一,调整垫块一的底部设有定位凸起一,下支撑模板上设有与定位凸起一配合的定位凹槽一,调整垫块一通过螺栓固定在下支撑模块上,调整垫块一的顶部为支撑台面。
[0009]
优选地,压槽右侧的上压模块的底部设有调整垫块二,调整垫块二的定部设有定位凸起二,上压模板上设有与定位凸起二配合的定位凹槽二,调整垫块二通过螺栓固定在上压模块上,调整垫块二的底部为下压台面。
[0010]
优选地,支撑凹槽的底部通过螺钉固定有调整垫块三,调整垫块三的顶面为一平
面。调整垫块一、调整垫块二和调整垫块三可以把下压时常接触的部位加强,在保证使用寿命和强度的情况下降低成本。损坏后只需更坏部分即可。通过更换调整垫块一到三,可以适用与加工不同宽度翼板的工字梁。
[0011]
本实用新型还提供一种工字梁中心点校对焊接台,包括焊接平台,焊接平台的两侧沿其前后方向设有多个顶紧气缸,还包括上述所述的工字梁中心点校对工装,焊接平台沿前后方向固定多对下支撑模块,每对下支撑模块关于焊接平台的前后中心线对称设置,上压模块的顶部连接有下压油缸,下压油缸的顶部连接有龙门框架,龙门框架的两侧底部设有沿着前后方向行走的行走机构。
[0012]
优选地,行走机构包括平行设置在焊接平台两侧的滑轨,滑轨的上部设有滑块,滑块的顶部固定有支撑架,支撑架的顶部与龙门框架的两侧竖梁底部固定,滑块上转动安装有行走轮,行走轮与滑轨顶部接触,行走轮外侧设有防滑层,行走轮的一段固定有链轮一,链轮一通过链条连接有链轮二,链轮二固定连接有行走电机,行走电机固定在支撑架上。可以方便的控制上压模块移动至焊接平台上的多个下压模块上逐个配合,对中压焊接腹板与翼板的多个位置,准确完成中心点校对焊接。
[0013]
优选地,支撑架上固定有液压油箱,液压油箱连接有油泵,油泵连接有换向阀,换向阀连接下压油缸,龙门框架的竖梁的外侧固定有控制箱,控制箱换向阀安装在控制向内,换向阀连接有控制器,控制器连接油泵和行走电机,可以通过遥控器控制下压模块位置,焊接平台两侧沿前后方向设有多个手动压杆。
[0014]
优选地,龙门框架的横梁上套有滑套,滑套为u型,滑套的底部与下压油缸顶部固定,滑套的顶部转动安装有转轴,转轴的中部固定有滚轮,滚轮底部与龙门框架的横梁顶部接触,上压模块的顶部通过螺栓固定有连接法兰,连接法兰螺纹连接在下压油缸的底部。可以调节两个下压模块的间距,从而可以适用于鹅颈式工字梁。通过更换调整垫块一到三,可以适用与加工不同宽度翼板的工字梁。另外可以选择两侧下支撑模块上的调整垫块一到三高度不同,可以加工异形工件,如左侧翼板宽度为100毫米,右侧宽度为120-160毫米的工字梁。照样可以中心点校对工字梁。
[0015]
本实用新型,具有以下有益效果:
[0016]
通过中心点校对焊接模具可以快速准确的定位中心点校对工字梁的翼板和腹板,方便快捷后续焊接,本焊接台可以利用焊接平台上的均匀固定的下支撑模板和可以前后移动下压的下压模板,可以快速中心点校对中心点校对焊接工字梁,使得焊接速度更快,焊接精度更高。提高焊接效率。
附图说明
[0017]
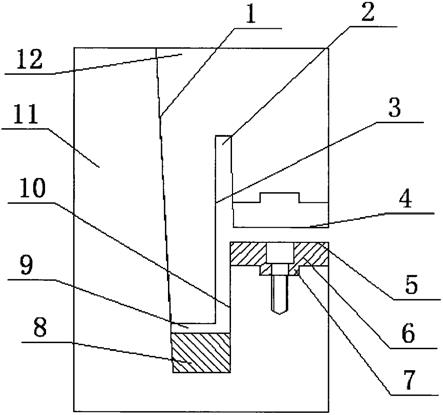
图1为本实用新型焊接工装的结构示意图;
[0018]
图2为工字梁的结构示意图;
[0019]
图3为本实用新型焊接台的主视结构示意图;
[0020]
图4为本实用新型焊接台的右视结构示意图;
[0021]
图5为滑套的连接结构示意图;
[0022]
图中:1、楔形面,2、压槽,3、竖直平面二,4、下压台面,5、支撑台面,6、调整垫块一,7、定位凸起一,8、调整垫块三,9、支撑凹槽,10、竖直平面一,11、下支撑模块, 12、上压模
块,13、翼板,14、腹板,15、滑轨,16、滑块,17、支撑架,18、竖梁,19、控制箱,20、横梁,21、滑套,22、下压油缸,23、连接法兰,24、顶紧气缸,25、焊接平台,26、手动压杆,27、链轮一,28、油箱,29、油泵,30、链轮二,31、行走电机,32、转轴,33、滚轮。
具体实施方式
[0023]
下面结合实施例对本实用新型作进一步的说明。
[0024]
实施例1,如图1所示,本实用新型为一种工字梁中心点校对工装,包括上压模块12和下支撑模块11,下支撑模块11的顶部中间设有支撑凹槽9,支撑凹槽9的右侧壁为竖直平面一10,支撑凹槽9右侧的下支撑模块11上设有下凹式支撑台面5,上压模块12的底部设有上凹式压槽2,压槽2的顶部宽度等于翼板13的厚度,压槽2的左侧壁为竖直平面二3,压槽2右侧底部设有上凹式下压台面4,下压台面4到压槽2顶部的距离与支撑台面5到支撑凹槽9顶部的距离相等,支撑凹槽9左侧壁和上压模块12左侧壁为相互配合的楔形面1。
[0025]
中心点校对时把腹板放在支撑台面上,把翼板放在支撑凹槽内,翼板一侧侧壁贴紧竖直平面一,然后把上压模块向下移动,两个楔形面配合,上压模块平缓下移,竖直平面一和竖直平面二配合把变形的翼板纠正,支撑台面和下压台面配合对变形的腹板纠正,当下压台面和支撑台面配合压紧在腹板上时,压槽顶面与翼板顶部接触,竖直平面一与竖直平面二贴近翼板两侧壁。把腹板定位压紧在翼板的中间位置,完成单侧翼板中心点校对对中定位压紧,然后即可焊接。对中压紧更加快速准确。
[0026]
支撑凹槽9的左右宽度由上到下逐渐增大。
[0027]
压槽2的右侧壁为一斜面,压槽2的左右宽度由上到下逐渐增大。
[0028]
支撑凹槽9右侧的下支撑模块11的顶部设有调整垫块一6,调整垫块一6的底部设有定位凸起一7,下支撑模板上设有与定位凸起一7配合的定位凹槽一,调整垫块一6通过螺栓固定在下支撑模块11上,调整垫块一6的顶部为支撑台面5。
[0029]
压槽2右侧的上压模块12的底部设有调整垫块二,调整垫块二的定部设有定位凸起二,上压模板上设有与定位凸起二配合的定位凹槽二,调整垫块二通过螺栓固定在上压模块12 上,调整垫块二的底部为下压台面4。
[0030]
支撑凹槽9的底部通过螺钉固定有调整垫块三8,调整垫块三8的顶面为一平面。
[0031]
实施例2,如图3至图5所示,一种工字梁中心点校对焊接台,包括焊接平台25,焊接平台25的两侧沿其前后方向设有多个顶紧气缸24,还包括上述实施例1所述的工字梁中心点校对工装,焊接平台25沿前后方向固定多对下支撑模块11,每对下支撑模块11关于焊接平台25的前后中心线对称设置,上压模块12的顶部连接有下压油缸22,下压油缸22的顶部连接有龙门框架,龙门框架的两侧底部设有沿着前后方向行走的行走机构。
[0032]
工作时,可以利用行走机构把龙门框架移动到焊接平台的后端,然后利用厂房内行车和起吊钩腹板吊起放在两侧的下支撑模块的支撑台面上,然后利用行车和起吊钩把腹板吊起,竖直放在支撑凹槽内,启动顶紧气缸,顶紧气缸从外侧顶紧同侧的翼板,使其贴紧在竖直平面一上,然后移动行走机构,带动上压模板移动到后端的下支撑模板的上方,然后下压油缸启动,驱使上模压板向下移动,两个楔形面配合,上压模块平缓下移,竖直平面一和竖直平面二配合把变形的翼板纠正,支撑台面和下压台面配合对变形的腹板纠正,当下压台面和支撑台面配合压紧在腹板上时,压槽顶面与翼板顶部接触,竖直平面一与竖直平
面二贴近翼板两侧壁。把腹板定位压紧在翼板的中间位置,完成单侧翼板中心点校对对中定位压紧,然后即可焊接。对中压紧更加快速准确,当此位置焊接完成后,可以在利用行走机构把上压模块移动到下一个下支撑模块的位置进行对中压紧焊接,上压模块逐次从后向前与下支撑模块配合完成对正压紧焊接。
[0033]
行走机构包括平行设置在焊接平台25两侧的滑轨15,滑轨15的上部设有滑块16,滑块 16的顶部固定有支撑架17,支撑架17的顶部与龙门框架的两侧竖梁18底部固定,滑块16 上转动安装有行走轮,行走轮与滑轨15顶部接触,行走轮的一段固定有链轮一27,链轮一 27通过链条连接有链轮二30,链轮二30固定连接有行走电机31,行走电机31固定在支撑架17上。
[0034]
支撑架17上固定有液压油箱28,液压油箱28连接有油泵29,油泵29连接有换向阀,换向阀连接下压油缸22,龙门框架的竖梁18的外侧固定有控制箱19,控制箱19换向阀安装在控制向内,换向阀连接有控制器,控制器连接油泵29和行走电机31,焊接平台25两侧沿前后方向设有多个手动压杆26。
[0035]
龙门框架的横梁20上套有滑套21,滑套21为u型,滑套21的底部与下压油缸22顶部固定,滑套21的顶部转动安装有转轴32,转轴32的中部固定有滚轮33,滚轮33底部与龙门框架的横梁20顶部接触,上压模块12的顶部通过螺栓固定有连接法兰23,连接法兰23 螺纹连接在下压油缸22的底部。
[0036]
另外可以选择两侧下支撑模块上的调整垫块一到三高度不同,可以加工异形工件,如左侧翼板上下宽度为100毫米,右侧翼板上下宽度为120-160毫米的工字梁。可以选择两侧的调整垫块厚度不同,照样可以中心点校对工字梁,这是目前的工装所不能实现的。
[0037]
综上所述,本实用新型通过中心点校对焊接模具可以快速准确的定位中心点校对工字梁的翼板和腹板,方便快捷后续焊接,本焊接台可以利用焊接平台上的均匀固定的下支撑模板和可以前后移动下压的下压模板,可以快速中心点校对中心点校对焊接工字梁,使得焊接速度更快,焊接精度更高。提高焊接效率。
[0038]
在本实用新型的描述中,术语“内”、“外”、“纵向”、“横向”、“上”、“下”、“顶”、“底”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型而不是要求本实用新型必须以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1