一种刹车片钢背的冲压落片辅助装置的制作方法
1.本实用新型属于冲压辅助设备技术领域,具体的讲涉及一种刹车片钢背的冲压落片辅助装置。
背景技术:
2.钢背是刹车片的组成之一,钢背的用途主要是用于固定摩擦材料,便于安装在刹车系统上。制造钢背的板材需要在冲床上进行一系列冲压加工工艺,比如剪板、落料、压边、冲孔、印字、冲钉、单精冲等等,单就板材落料而言,整块板材渐进式的伸入冲床的模压平台内,冲头压制一次,需要随即将落料钢背取出模压平台。
3.上述进料冲压和落料取出工作单纯依靠人工操作,工作重复程度大、劳动强度高,工作效率低,易产生劳动疲劳,存在较大的安全风险;现有的的专业机械手,缺乏对进料和落料两个环节的联动,且结构复杂,安装使用不方便,使用维护费用高。
技术实现要素:
4.本实用新型的目的就是提供一种实现冲压板材进料和承接落料钢背联动控制,显著提高钢背冲压工作效率的刹车片钢背冲压落片辅助装置。
5.为实现上述目的,本实用新型所采用的技术方案为:
6.一种刹车片钢背的冲压落片辅助装置,其特征在于:包括设置在冲床侧部的机架,设置在所述机架内的用于承接落料的摆臂组件和用于推进板材的滑板组件;其中,所述摆臂组件和滑板组件通过棘齿结构联动,摆臂组件的周期型摆动通过所述棘齿结构转化为所述滑板组件的单方向线性运动。
7.构成上述一种刹车片钢背冲压落片辅助装置的附加技术特征还包括:
8.——所述棘齿结构包括设置在所述摆臂组件转动点的棘齿轮和设置在所述滑板组件线性运动方向的棘齿条;
9.——所述摆臂组件包括与plc控制器连接的电机和摆动臂,所述电机的驱动轴贯穿所述棘齿轮和摆动臂的根部并同步摆动,所述摆臂的头部设置承接盘,所述承接盘的背面设置磁铁;
10.——所述滑板组件包括在滑槽内运动的l型滑动板,所述棘齿条设置在l型滑动板的侧边,所述l型滑动板的横边和/或侧边上设置固定冲压板材的卡槽或挡块;
11.——所述l型滑动板的侧边底部设置滑条或者横边底部设置滑块,所述滑条或滑块与设置在机架上的滑槽配合滑动且为可拆卸连接;
12.——所述滑板组件还包括设置在冲床内的升降顶块,所述升降顶块下部连接推拉电磁铁,所述升降顶块的最大顶起高度不低于冲床内型芯的高度。
13.本实用新型所提供的一种刹车片钢背冲压落片辅助装置同现有技术相比,具有以下优点:由于该冲压落片辅助装置包括设置在所述机架内的摆臂组件和滑板组件,摆臂组件和滑板组件通过棘齿结构联动,摆臂组件的周期型摆动通过棘齿结构转化为滑板组件的
单方向线性运动,即摆臂组件在反复承接落料钢背的同时,通过棘齿机构推动滑板组件线性运动,将冲压板材送入到冲床的模压平台内,该装置结构简单紧凑、使用方便,功能组件通过棘齿机构联动灵敏,衔接紧密,相较于手动进料和取料的方式,显著减少了工作量,降低了劳动强度,减少了劳动风险,提高了生产效率,降低了加工成本。
附图说明
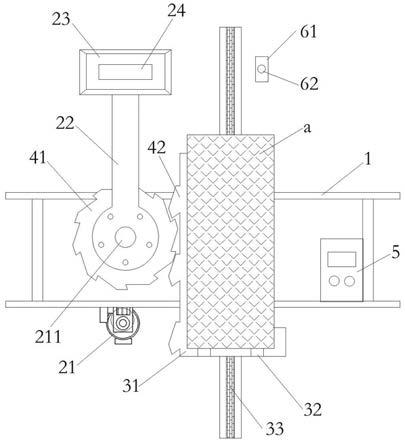
14.图1为本实用新型一种刹车片钢背冲压落片辅助装置的俯视结构示意图。
具体实施方式
15.下面结合附图对本实用新型所提供的一种刹车片钢背冲压落片辅助装置的结构和工作原理作进一步的详细说明。
16.参见图1,为本实用新型所提供的一种刹车片钢背冲压落片辅助装置的结构示意图。构成该冲压落片辅助装置的结构包括设置在冲床侧部的机架1,设置在机架1内的用于承接落料的摆臂组件和用于推进板材的滑板组件;其中,摆臂组件和滑板组件通过棘齿结构联动,摆臂组件的周期型摆动通过棘齿结构转化为滑板组件的单方向线性运动。
17.其工作原理为:将该装置的机架1安装在冲床的侧部,摆臂组件摆动面和滑板组件的线性运动面与冲床的模压平台高度一致,由于摆臂组件和滑板组件通过棘齿结构联动,摆臂组件向冲床内摆动一次,即通过棘齿结构将滑板组件向冲床内推进一次板材a,从而实现了冲压进料和落片取料的联动。
18.在构成上述冲压落片辅助装置的结构中,
19.——为了便于安装使用,上述棘齿结构包括设置在摆臂组件转动点的棘齿轮41和设置在滑板组件线性运动方向的棘齿条42,该棘齿结构连接关系简洁,动作衔接紧密,在满足使用功能的前提下,减少制造成本,提供设备的使用效益,需要说明的是,周期往复转动棘齿轮41可以使棘齿条42递进式前进,也可以使之后退,只要能保证板材a在冲床的压制模具位置移动即可;
20.——优选地,上述摆臂组件包括与plc控制器5连接的电机21和摆动臂22,plc控制器5可以通过继电器或电磁阀等元件控制电机21周期性往复转动,电机21驱动轴211贯穿棘齿轮41和摆动臂22的根部并同步摆动,摆动臂22的头部设置承接盘23,承接盘23的背面设置磁铁24,即可以承接压制在冲头上的钢背,也可以通过磁铁24吸取落在压制平台模腔内的钢背;
21.——优选地,上述滑板组件包括在滑槽内运动的l型滑动板31,棘齿条42设置在l型滑动板31的侧边,l型滑动板31的横边和/或侧边上设置固定冲压板材的卡槽或挡块32,将板材a安装在l型滑动板31内,并随之线性移动,实现板材a在冲床内压制钢背,棘齿结构确保摆动臂22的运动周期与l型滑动板31的递进周期节拍一致;
22.——进一步的,上述l型滑动板31的侧边底部设置滑条或者横边底部设置滑块,滑条或滑块与设置在机架1上的滑槽33配合滑动且为可拆卸连接,由于棘齿结构实现的是l型滑动板31单向线性运动,即l型滑动板31运动到末端,可以将其从滑槽33上取下,再次安装固定板材a,然后由头部与摆动臂组件的棘齿轮41配合联动安装在滑槽33上,使用一块l型滑动板31反复填装工作,也可以使用多块l型滑动板31连续工作;
23.——由于有的冲床的压制平台内模具型芯(主要是为冲压钢背表面通孔的顶杆)高度突出平台,不能通过单纯的水平拉动板材a进行渐进式给料,需要将板材a抬升超过型芯才行,因此,上述滑板组件还包括设置在冲床内的升降顶块61,升降顶块61下部连接推拉电磁铁62,升降顶块61的最大顶起高度不低于冲床内型芯的高度,在滑板组件运动前,启动推拉电磁铁62,将板材a抬高,利于板材a进料,推拉电磁铁62最好也由plc控制器5调节,使该装置的自动化程度更好。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1