一种预压挤压成型机的制作方法
1.本实用新型涉及碳素产品生产设备,具体地讲,是涉及一种预压挤压成型机。
背景技术:
2.在碳素产品生产过程中,将混捏好的糊料放入压力机内直接挤压成型。这种方式获得的产品密度低,内在结构疏松,且成型合格率偏低,尤其是小规格高品位的产品。一次性挤压成型的缺陷问题更为突出,亟需改进。
技术实现要素:
3.针对上述现有技术中的上述问题,本实用新型提供一种预压挤压成型机,通过在挤压成型前集成增设一道预压工序,提高产品的致密性,进而提高产品质量。
4.为了实现上述目的,本实用新型采用的技术方案如下:
5.一种预压挤压成型机,包括机架,设置于机架下部并延伸的输送台,设置于输送台前侧部分的预压机构,以及设置于输送台后侧部分的挤压机构,其中,装有糊料的模具放入输送台后先经预压机构进行预压,然后由挤压机构进行挤压成型。
6.具体地,所述预压机构包括与机架连接的预压立柱,套置于预压立柱上的预压升降导套,与预压升降导套固定连接的并与模具匹配的预压头,设置于预压立柱顶部的顶架,安置于顶架上用于驱动预压头的预压液压缸,以及设置于输送台下部并与预压头匹配的预压底撑。
7.具体地,所述预压底撑上还设有震动机构。
8.具体地,所述挤压机构包括与机架连接的挤压柱,通过挤压升降套与挤压柱套接的并与模具匹配的挤压头,设置于挤压柱上用于驱动挤压头的挤压液压缸,以及设置于输送台下部并与挤压头匹配的挤压底撑。
9.具体地,所述输送台分别在预压机构和挤压机构位置配置有隔断部,该隔断部前后与输送台平整对接。
10.与现有技术相比,本实用新型具有以下有益效果:
11.本实用新型巧妙设置了先后进行的预压和挤压工序,对产品糊料进行均匀的预压和挤压,有效地提高了产品结构的致密性,进而提升了产品强度,提高了产品质量。并且本实用新型设计巧妙,结构简单,使用方便,适于在碳素产品生产中应用。
附图说明
12.图1为本实用新型
‑
实施例的一侧结构示意图。
具体实施方式
13.下面结合附图和实施例对本实用新型作进一步说明,本实用新型的实施方式包括但不限于下列实施例。
14.实施例
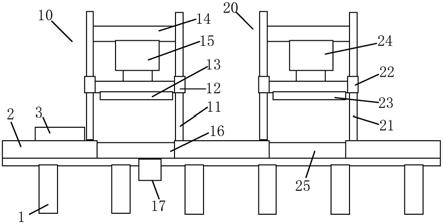
15.如图1所示,该预压挤压成型机,包括机架1,设置于机架下部并延伸的输送台2,设置于输送台前侧部分的预压机构10,以及设置于输送台后侧部分的挤压机构20,其中,装有糊料的模具3放入输送台后先经预压机构进行预压,然后由挤压机构进行挤压成型。
16.具体地,所述预压机构包括与机架连接的预压立柱11,套置于预压立柱上的预压升降导套12,与预压升降导套固定连接的并与模具匹配的预压头13,设置于预压立柱顶部的顶架14,安置于顶架上用于驱动预压头的预压液压缸15,以及设置于输送台下部并与预压头匹配的预压底撑16。
17.具体地,所述预压底撑上还设有震动机构17,用于辅助预压,以增加预压中糊料坯体的致密性。
18.具体地,所述挤压机构包括与机架连接的挤压柱21,通过挤压升降套22与挤压柱套接的并与模具匹配的挤压头23,设置于挤压柱上用于驱动挤压头的挤压液压缸24,以及设置于输送台下部并与挤压头匹配的挤压底撑25。
19.具体地,所述输送台分别在预压机构和挤压机构位置配置有隔断部,该隔断部前后与输送台平整对接。
20.本实用新型使用时,将糊料按模具装配添加好后,放入输送台进行辅助输送,当模具到达预压机构位置时,启动预压机构进行预压处理,一般的预压力配置为 150kg/cm2,并且预压中可辅以振动提高预压效果,预压完成后继续由输送台进行辅助输送至挤压机构进行挤压处理,挤压压力为160
‑
180kg/cm2,最终完成可得到结构致密、体密较大、强度较大的产品生坯,从而提高了产品质量。
21.上述实施例仅为本实用新型的优选实施例,并非对本实用新型保护范围的限制,但凡采用本实用新型的设计原理,以及在此基础上进行非创造性劳动而做出的变化,均应属于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1