用于加工钻孔螺栓的定位夹紧工装的制作方法
1.本实用新型属于机械加工技术领域,涉及一种用于加工钻孔螺栓的定位夹紧工装。
背景技术:
2.在螺栓钻孔加工过程中,首先将加工件固定,再确定需要钻孔的中心点位置,用钻头在中心点位置处钻孔,同时加工螺栓,现有钻孔一般采用和螺栓六角头相对应的六方定位(定心不准),钻孔时产品不加紧,但钻孔过程操作者必须手拿着产品,每钻一个孔采用两边对接,工装上没有钻套,钻孔时钻头摆动大。现有定位工装如附图1所示,其中图1a为主视图;图1b为俯视图;图1c为侧视图。
3.虽然现有钻孔不采用加紧,直接加工钻孔。但是会存在以下诸多问题:(1)定心不准;(2)两次钻孔存在有孔不通产品,加工产生的废品较多;(3)钻孔时钻头摆动大,钻头消耗快,钻头容易发生断裂,造成材料浪费;(4)钻孔时铁屑乱飞,存在安全隐患;(5)钻头存在冷却不充分,钻头寿命相对低。
技术实现要素:
4.针对现有钻孔螺栓加工过程中存在的技术问题,本实用新型提供一种用于加工钻孔螺栓的定位夹紧工装,能实现自动定心,一次钻孔,成品率高;增加钻套,钻头摆动小不易断裂;钻头冷却充分,寿命增加,此外,钻孔过程安全。
5.为了实现上述目的,本实用新型采用的技术方案是:
6.用于加工钻孔螺栓的定位夹紧工装包括夹具本体以及分别设置在夹具本体两侧的定位夹紧单元和滑动单元;所述滑动单元穿过夹具本体与定位夹紧单元相连,所述滑动单元带动定位夹紧单元在夹具本体上相对滑动。
7.进一步的,所述定位夹紧单元包括两个v形体;两个v形体的v形面端相对设置;所述两个v形体分别与滑动单元相连,所述滑动单元带动两个v形体在夹具本体上相对滑动。
8.进一步的,所述滑动单元包括滑动螺母和双头螺杆;所述双头螺杆两端分别与夹具本体连接;所述滑动螺母为两个且分别套装在双头螺杆上;所述两个滑动螺母穿过夹具本体分别与两个v形体对应相连。
9.进一步的,所述双头螺杆包括第一螺杆和第二螺杆,且两个滑动螺母分别套装在第一螺杆和第二螺杆上。
10.进一步的,所述第一螺杆的螺纹方向和第二螺杆的螺纹方向相反。
11.进一步的,所述滑动单元还包括设置夹具本体上的叉形体;且所述双头螺杆置于叉形体上。
12.进一步的,所述用于加工钻孔螺栓的定位夹紧工装还包括设置在v型体上方的钻模板;所述钻模板上设置钻套。
13.进一步的,所述钻模板上设置钻孔,所述钻孔的中心点置于两个v形体之间连线中
心点的正上方。
14.进一步的,所述用于加工钻孔螺栓的定位夹紧工装还包括与双头螺杆一端相连的手柄。
15.进一步的,所述手柄上设置手把。
16.本实用新型的有益效果是:
17.1、本实用新型中,用于加工钻孔螺栓的定位夹紧工装包括夹具本体以及分别设置在夹具本体两侧的定位夹紧单元和滑动单元;滑动单元穿过夹具本体与定位夹紧单元相连,定位夹紧单元包括两个v形体;两个v形体的v形面端相对设置;所述两个v形体分别与滑动单元相连,所述滑动单元带动两个v形体在夹具本体上相对滑动。用两个v形体之间的相对滑动来定位和夹紧螺栓,实现自动定心。
18.2、本实用新型中,用于加工钻孔螺栓的定位夹紧工装还包括设置在v型体上方的钻模板;钻模板上设置钻套,通过在工装上增加钻套,有效的避免钻孔时钻头摆动较大,钻头易断问题,从而节约材料。
19.3、本实用新型中,在在v形体上方的钻模板,对螺栓进行钻孔时,将螺栓夹紧在两个v形体中间,然后通过滑动螺母带动v形体在夹具本体上滑动至钻模板上的钻孔下方,钻头向下一次完成钻孔,有效解决现有的两次钻孔而存在得钻孔不通问题,提高钻孔的成品率。
20.4、本实用新型中,钻孔过程定位、钻孔均自动化,不需手持螺栓来完成钻孔,安全性高;且钻孔过程中,直接用循环冷却液代替之前毛刷蘸油刷钻头进行冷却,冷却充分有效,从而提高钻头寿命。
附图说明
21.图1为现有的定位工装三视示意图;
22.图2为本实用新型提供的定位夹紧工装爆炸示意图;
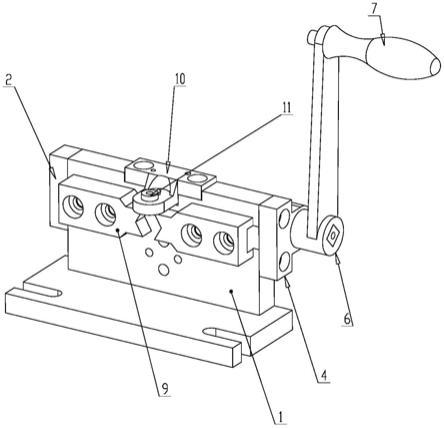
23.图3为本实用新型提供的定位夹紧工装主视示意图;
24.图4为本实用新型提供的定位夹紧工装后视示意图;
25.其中:
26.1—夹具本体;2—左侧板;3—滑动螺母;4—右侧板;5—双头螺杆;6—手柄;7—手把;8—叉形体;9—v形体;10—钻模板;11—钻套。
具体实施方式
27.现结合附图以及实施例对本实用新型做详细的说明。
28.本实用新型提供的用于加工钻孔螺栓的定位夹紧工装包括夹具本体1以及分别设置在夹具本体1两侧的定位夹紧单元和滑动单元;滑动单元穿过夹具本体1与定位夹紧单元相连,滑动单元带动定位夹紧单元在夹具本体1上相对滑动。
29.定位夹紧单元包括两个v形体9;两个v形体9的v形面端相对设置;两个v形体9分别与滑动单元相连,滑动单元带动两个v形体9在夹具本体1上相对滑动。
30.滑动单元包括滑动螺母3和双头螺杆5;双头螺杆5两端分别与夹具本体1连接;所述滑动螺母3为两个且分别套装在双头螺杆5上;两个滑动螺母3穿过夹具本体1分别与两个
v形体9对应相连。双头螺杆5包括第一螺杆和第二螺杆,且两个滑动螺母3分别套装在第一螺杆和第二螺杆上。第一螺杆的螺纹方向和第二螺杆的螺纹方向相反。滑动单元还包括设置夹具本体1上的叉形体8;且所述双头螺杆5置于叉形体8上。
31.用于加工钻孔螺栓的定位夹紧工装还包括设置在v型体9上方的钻模板10;钻模板10上设置钻套11。钻模板10上设置钻孔,钻孔的中心点置于两个v形体9之间连线中心点的正上方。
32.用于加工钻孔螺栓的定位夹紧工装还包括与双头螺杆5一端相连的手柄6。手柄6上设置手把7。
33.实施例
34.参见图2、图3和图4,本实施例中,夹具本体1包括底座以及设置在底座上的架体,架体整体呈工字形,且顶部表面为凹形;架体的左端和右端分别设置有左侧板2和右侧板4,左侧板2为条形板且左侧板2上设置连接孔,从而与架体的左端面连接固定;右侧板4为凸型板,右侧板4上设置连接孔以及通孔,右侧板4通过连接孔与架体的右端面连接固定。
35.叉形体8固定在架体的侧壁上,双头螺杆5包括转轴以及分别对称设置在转轴两端处的第一螺杆和第二螺杆;双头螺杆5的第一螺杆、转轴以及第一螺杆依次穿过右侧板4上的通孔且转轴置于叉形体8上的凹槽上,此时,第一螺杆和第一螺杆分别置于叉形体8的两侧,第一螺杆和第二螺杆上分别套装有与之配套的滑动螺母3。第一螺杆和第一螺杆的结构相同。
36.滑动螺母3为两个,且结构相同。具体的,滑动螺母3为异形体,滑动螺母3一端为半圆形体,另一端为长方体,半圆形体上设置与第一螺杆和第二螺杆相适配的螺孔,长方形体穿过架体的侧壁与架体另一侧的v形体9连接固定。
37.v形体9为两个,且结构相同。具体的,v形体9为长方形体且一端的呈v形,v形体9为两个,且两个v形体9的v形面一端相对设置。
38.架体的上表面的凹槽处连接固定有钻模板10,且钻模板10的钻孔端置于两个v形体9的上方,且钻孔的中心点与其下方的两个v形体9连线的中心点处于同一轴线上,钻模板11的钻孔上设置有钻套11。
39.双头螺杆5的右端设置有手柄6,手柄6上设置与之相连的手把7。
40.本实施例提供的用于加工钻孔螺栓的定位夹紧工装,使用过程为:
41.首先,将如图1所示的各个部件进行组装,具体的,两个滑动螺母3装配在夹具本体1上;且两个滑动螺母3分别套装在双头螺杆5上的第一螺杆和第二螺杆上,两个v形体9与穿过夹具本体1的两个滑动螺母3对应连接固定。
42.其次,将夹具底座固定在机床上,待钻孔的螺栓胚置于两个v形体9中间,同时上下转动手把7带动双头螺杆5顺时针转动,使双头螺杆5上第一螺杆带动其上的滑动螺母3向右移动,双头螺杆5上第二螺杆带动其上的滑动螺母3向左移动,从而带动两个v形体9相对移动夹紧螺栓胚,同时两个v形体9之间的螺栓胚移动至钻模板10正下方,且螺栓胚上的待加工螺孔的中心点与钻模板10上钻孔的中心点在同一轴线上,利用两个v形体9实现定心,精度准确;利用两个v形体9和滑动螺母3配合便于夹紧螺栓胚;
43.再次,机床开始工作,钻头向下穿过钻模板10上的钻孔直至在螺栓胚上完成钻孔,整个钻孔过程一次完成,成品率高;同时由于在钻模板10的钻孔上设置钻套11,钻孔过程
中,钻头摆动偏移幅度很小,钻头不易发生断裂。钻孔过程中,直接用循环冷却液代替之前毛刷蘸油刷钻头进行冷却,冷却充分有效,从而提高钻头寿命。钻孔过程定位、钻孔均自动化,不需手持螺栓来完成钻孔,安全性高。
44.最后,当加工完成时,反向转动手把7带动双头螺杆5逆时针转动,使双头螺杆5上第一螺杆带动其上的滑动螺母3向左移动,双头螺杆5上第二螺杆带动其上的滑动螺母3向右移动,松开钻好孔的螺栓胚,完成钻孔。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1