一种外齿轮铣削用齿轮刀片的制作方法
1.本实用新型涉及机械加工领域,尤其是一种外齿轮铣削用齿轮刀片。
背景技术:
2.齿轮是指轮缘上有齿,能连续啮合传递运动和动力的机械元件。并且齿轮通过与其它齿状机械零件(如另一齿轮、齿条、蜗杆)传动时,可实现改变转速与扭矩、改变运动方向和改变运动形式等功能。而由于传动效率高、传动比准确、功率范围大等优点,齿轮机构在工业产品中广泛应用,其设计与制造水平直接影响到工业产品的质量。齿轮轮齿相互扣住齿轮会带动另一个齿轮转动来传送动力。将两个齿轮分开,也可以应用链条、履带、皮带来带动两边的齿轮而传送动力。
3.现有的齿轮一般包括外齿轮和内齿轮,外齿轮是指轮齿在外圆上的齿轮,而内齿轮则与之相反,现有市面上大都是外齿轮居多。
4.现有的外齿轮大都采用圆盘铣刀加工而成,圆盘铣刀上以其中心为圆心回转式地安装有若干个均匀分布的铣刀片,但现有的铣刀片基本都是普通铣刀片,加工效率较低,并且容易发振而影响精度。
技术实现要素:
5.为了克服现有技术的上述不足,本实用新型提供一种外齿轮铣削用齿轮刀片。
6.本实用新型解决其技术问题的技术方案是:一种外齿轮铣削用齿轮刀片,包括刀片主体,所述的刀片主体包括间隙面以及与该间隙面相邻设置的两个第一切削面,所述的两个第一切削面对称设置,所述的第一切削面与间隙面之间形成有第一切削刃,且所述的第一切削刃向该刀片主体的两个端部延伸,其中一个端部与所述的间隙面之间形成有第二切削刃,所述的第二切削刃向两个第一切削面延伸并与所述的第一切削刃相交。
7.作为优选,所述的第一切削刃与水平面之间形成有切削角α,且该切削角α的角度范围在40
°
~50
°
之间。
8.作为优选,所述的第二切削刃与水平面之间形成有切削角β,且该切削角β的角度范围在40
°
~50
°
之间。
9.作为优选,所述的切削角α为45
°
。
10.作为优选,所述的切削角β为45
°
。
11.作为优选,所述具有第二切削刃的端部上设有一避让圆弧面,所述的避让圆弧面与所述的第二切削刃圆滑过渡。
12.作为优选,所述的两个端部上均具有所述的第二切削刃和避让圆弧面。
13.作为优选,所述的刀片主体上还设有安装孔,所述的安装孔内还设有圆弧定位台。
14.作为优选,所述的安装孔外还设有环形散热槽。
15.作为优选,所述的刀片主体采用硬质合金材料。
16.作为优选,所述刀片主体的热处理在70~80hrc之间。
17.本实用新型的有益效果在于:通过本齿轮刀片的设计可以直接加工齿轮外圈上的轮齿,加工效率高,精度好,并且不会发生发振现象。
附图说明
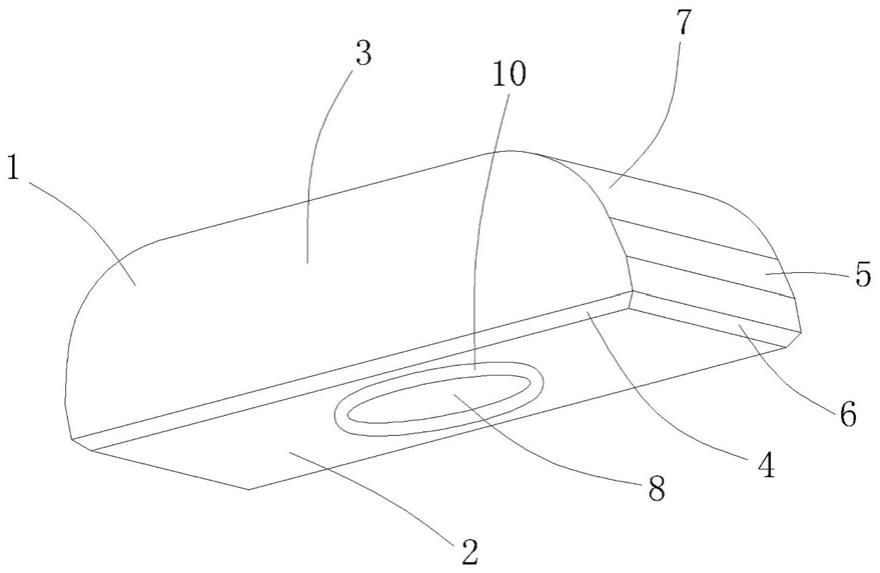
18.图1是本实用新型的整体结构的轴侧图。
19.图2是本实用新型的整体结构的右视图。
20.图3是本实用新型的整体结构的半剖图。
21.图4是本实用新型的整体结构的另一视角的轴侧图。
具体实施方式
22.下面结合附图和具体实施方式对本实用新型作进一步详细说明。
23.参照图1~图4,一种外齿轮铣削用齿轮刀片,包括刀片主体1,所述的刀片主体1包括间隙面2以及与该间隙面2相邻设置的两个第一切削面3,所述的两个第一切削面3对称设置,所述的第一切削面3与间隙面2之间形成有第一切削刃4,且所述的第一切削刃4向该刀片主体1的两个端部5延伸,其中一个端部5与所述的间隙面2之间形成有第二切削刃6,所述的第二切削刃6向两个第一切削面3延伸并与所述的第一切削刃4相交。使用时通过将若干个齿轮刀片均匀地安装在圆盘铣刀上,然后在圆盘铣刀进行转动时,该齿轮刀片可以通过第一切削刃4进行轮齿侧壁的铣削,而第二切削刃6可以进行轮齿齿根的铣削,综上通过第一切削刃4和第二切削刃6的配合铣削能够具有较好的铣削效率,并且精度较高,不会产生发振现象。
24.在本实施例中,所述的第一切削刃4与水平面之间形成有切削角α,而当该角度过大时,该第一切削刃4具有相对较小的吃刀量以至于降低铣削效率,而当该角度过小时,该第一切削刃4较为平缓而具有较差的切削效果,使得在切削时产生发振现象而影响齿轮精度以及刀片使用寿命。综上在经过大量试验后,优选的切削角α的角度范围在40
°
~50
°
之间,最优化的切削角α为45
°
。
25.在本实施例中,所述的第二切削刃6与水平面之间形成有切削角β,而当该角度过大时,该第二切削刃6具有相对较小的吃刀量以至于降低铣削效率,而当该角度过小时,该第二切削刃6较为平缓而具有较差的切削效果,使得在切削时产生发振现象而影响齿轮精度以及刀片使用寿命。综上在经过大量试验后,优选的削角β的角度范围在40
°
~50
°
之间,而最为优化的切削角β为45
°
。
26.在本实施例中,所述具有第二切削刃6的端部上设有一避让圆弧面7,所述的避让圆弧面7与所述的第二切削刃6圆滑过渡。由于该齿轮刀片在切削时是呈转动形式的,故该齿轮刀片上的其它结构会与齿轮外圈发生干涉而影响加工,从而设计了该避让圆弧面7保证第二切削刃6的稳定切削。
27.在本实施例中,所述的两个端部5上均具有所述的第二切削刃6和避让圆弧面7。通过上述设计保证了齿轮刀片两个端部5都可以安装并且切削,不仅方便安装,而且保证了该刀片的利用率,降低了成本。
28.在本实施例中,所述的刀片主体1上还设有安装孔8,所述的安装孔8内还设有圆弧定位台9。该齿轮刀片可以通过该安装孔8和螺钉而固定在圆盘铣刀上,并且通过该弧形定
位台9的设计可以保证该齿轮刀片的稳定定位,防止在加工过程中出现刀片晃动而发振的现象,保证加工的稳定性。
29.在本实施例中,所述的安装孔8外还设有环形散热槽10。通过该环形散热槽10能够起到第一切削刃4与第二切削刃6在切削时的散热作用,同时还能够降低刀片紧固时应力集中的问题。
30.在本实施例中,所述的刀片主体1采用硬质合金材料。从而该刀片主体1具有更好的切削性能、耐热性以及耐磨性,并且优选的,该刀片主体1的热处理在70~80hrc之间。综上,保证该刀片主体1具有更好的热硬性能来实现对齿轮更快速稳定的切削。
31.以上实施例只是本专利较为优选的方案之一,任何不脱离本技术方案范围内做出的改变,均在本专利的范畴内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1