一种锥度内孔大齿轮磨齿夹具的制作方法
[0001]
本实用新型涉及锥度内孔大齿轮磨齿设备技术领域,具体涉及一种锥度内孔大齿轮磨齿夹具。
背景技术:
[0002]
现有技术的大齿轮与轴一般采用圆柱小过盈加平键、圆柱大过盈或圆锥过盈配合来固定大齿轮位置并传递扭矩。圆柱小过盈加平键联接拆装方便、但定位精度低、平键易损坏、传扭能力小;圆柱大过盈对齿轮轴向定位精准、传扭能力强,但拆卸非常困难、维修更换零件非常不便;圆锥过盈配合因过盈量可由轴向压入量调节,定位精度高、传扭能力大,且由于锥度配合存在大小头,可以通入高压液压油产生轴向推力,拆卸非常方便,所以广泛应用在大型、超大型盘装齿轮与轴的配合。现在的大型齿轮普遍采用硬齿面技术,工艺路线大致为锻车毛坯、滚齿、热处理、找正节圆磨内孔及端面、磨齿。
[0003]
由于锥度内孔在磨齿前加工,而实际使用又是锥度内孔与轴配合,从基准一致原则,磨齿的定心、定位最好用锥度内孔,传统的磨齿用锥度定心夹具的锥度芯轴一般采用一定长度的光滑圆锥面定位、定心,存在装上后由于齿轮自身重力和压紧力的作用,锥度充分接触后因摩擦力大,在机拆卸非常困难,即使通过外力拆卸出大齿轮也极易造成定位、定心锥度面划伤磨损,影响芯轴的重复使用精度和寿命。
技术实现要素:
[0004]
本实用新型主要解决现有技术中存在结构复杂、拆卸不便捷、运行稳定性差和使用寿命短的不足,提供了一种锥度内孔大齿轮磨齿夹具,其具有结构简单、操作方便、拆卸便捷、运行稳定性好和使用寿命长的特点。解决了锥度内孔大齿轮磨齿过程中产生划伤磨损的问题。提高定位的精准度和安全可靠性。
[0005]
本实用新型的上述技术问题主要是通过下述技术方案得以解决的:
[0006]
一种锥度内孔大齿轮磨齿夹具,包括机架,所述的机架上设有锥度内孔大齿轮,所述的锥度内孔大齿轮与机架间设有磨齿夹具组件,所述的磨齿夹具组件侧边设有与机架相滑动式连接的磨齿驱动机箱,所述的磨齿驱动机箱与锥度内孔大齿轮间设有刀排组件,所述的刀排组件与磨齿驱动机箱间设有与刀排组件相轴承式嵌套连接的磨齿刀排架,所述的磨齿夹具组件上端设有顶杆,所述的磨齿夹具组件另一侧边设有顶杆升降机架,所述的顶杆与顶杆升降机架间设有与顶杆升降机架相滑动式连接的顶杆升降臂,所述的顶杆升降臂与顶杆间设有与顶杆相轴承式嵌套连接固定的顶杆轴承座。
[0007]
作为优选,所述的磨齿夹具组件包括与锥度内孔大齿轮相限位插嵌的定位轴,所述的定位轴下端设有与定位轴相嵌套式插接的夹具底座,所述的夹具底座与锥度内孔大齿轮间设有与定位轴相嵌套连接的油缸座,所述的油缸座与夹具底座相螺栓式连接固定,所述的油缸座上端设有与锥度内孔大齿轮相活动式触接的顶升油缸,所述的顶升油缸与定位轴相密封式嵌套连接,所述的顶升油缸与上设有与油缸座相连通的进油通道,所述的定位
轴上端设有与定位轴相螺纹式套接的压紧螺母,所述的压紧螺母与锥度内孔大齿轮间设有与定位轴相套接的开口垫圈。
[0008]
作为优选,所述的定位轴包括定位轴本体,所述的定位轴本体上端设有与压紧螺母相螺纹式套接的螺纹杆,所述的螺纹杆与定位轴本体间设有与锥度内孔大齿轮相插嵌的锥度芯轴,所述的锥度芯轴上设有若干呈等间距环形分布的纵向沟槽,所述的定位轴本体下端设有与夹具底座相嵌套式插接的导向轴,所述的导向轴与定位轴本体间设有与油缸座下端相嵌套式压接的限位盘。
[0009]
作为优选,所述的刀排组件包括刀排转轴,所述的刀排转轴上设有若干齿轮刀盘,两相邻的齿轮刀盘间均设有隔板环,所述的刀排转轴两端均设有与磨齿刀排架相套接的轴承限位槽,所述的刀排转轴一端设有与刀排转轴相卡簧式花键插嵌的驱动齿轮。
[0010]
作为优选,所述的磨齿驱动机箱下端与机架间设有与磨齿驱动机箱相插嵌式导向限位的横移导轨。所述的顶杆升降臂与顶杆升降机架间设有与顶杆升降臂相插嵌式导向限位的升降导轨,所述的横移导轨的前后两端、升降导轨的上下两端均设有限位挡块。
[0011]
作为优选,所述的机架下端设有驱动电机,所述的驱动电机与磨齿夹具组件间设有联轴器。
[0012]
作为优选,所述的磨齿刀排架上方设有与磨齿驱动机箱相连通的冷却液波纹管。
[0013]
本实用新型能够达到如下效果:
[0014]
本实用新型提供了一种锥度内孔大齿轮磨齿夹具,与现有技术相比较,具有结构简单、操作方便、拆卸便捷、运行稳定性好和使用寿命长的特点。解决了锥度内孔大齿轮磨齿过程中产生划伤磨损的问题。提高定位的精准度和安全可靠性。
附图说明
[0015]
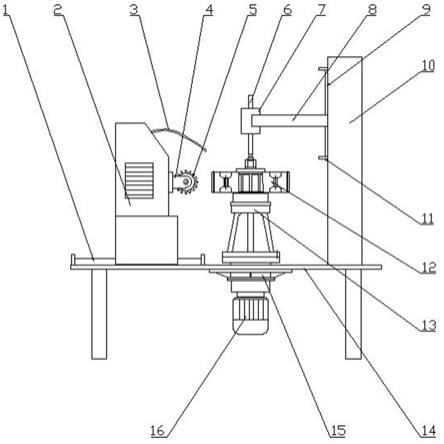
图1是本实用新型的结构示意图。
[0016]
图2是本实用新型的磨齿夹具组件的结构剖视图。
[0017]
图3是本实用新型的定位轴的结构示意图。
[0018]
图4是本实用新型的刀排组件的结构示意图。
[0019]
图中:横移导轨1,磨齿驱动机箱2,冷却液波纹管3,磨齿刀排架4,刀排组件5,顶杆6,顶杆轴承座7,顶杆升降臂8,升降导轨9,顶杆升降机架10,限位挡块11,锥度内孔大齿轮12,磨齿夹具组件13,机架14,联轴器15,驱动电机16,开口垫圈17,压紧螺母18,定位轴19,顶升油缸20,进油通道21,油缸座22,夹具底座23,螺纹杆24,纵向沟槽25,锥度芯轴26,定位轴本体27,限位盘28,导向轴29,刀排转轴30,齿轮刀盘31,隔板环32,轴承限位槽33,驱动齿轮34。
具体实施方式
[0020]
下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
[0021]
实施例:如图1-4所示,一种锥度内孔大齿轮磨齿夹具,包括机架14,机架14下端设有驱动电机16,驱动电机16与磨齿夹具组件13间设有联轴器15。机架14上设有锥度内孔大齿轮12,锥度内孔大齿轮12与机架14间设有磨齿夹具组件13,磨齿夹具组件13侧边设有与机架14相滑动式连接的磨齿驱动机箱2,磨齿驱动机箱2下端与机架14间设有与磨齿驱动机
箱2相插嵌式导向限位的横移导轨1。磨齿驱动机箱2与锥度内孔大齿轮12间设有刀排组件5,刀排组件5包括刀排转轴30,刀排转轴30上设有9片齿轮刀盘31,两相邻的齿轮刀盘31间均设有隔板环32,刀排转轴30两端均设有与磨齿刀排架4相套接的轴承限位槽33,刀排转轴30一端设有与刀排转轴30相卡簧式花键插嵌的驱动齿轮34。刀排组件5与磨齿驱动机箱2间设有与刀排组件5相轴承式嵌套连接的磨齿刀排架4,磨齿刀排架4上方设有与磨齿驱动机箱2相连通的冷却液波纹管3。磨齿夹具组件13上端设有顶杆6,磨齿夹具组件13另一侧边设有顶杆升降机架10,顶杆6与顶杆升降机架10间设有与顶杆升降机架10相滑动式连接的顶杆升降臂8,顶杆升降臂8与顶杆升降机架10间设有与顶杆升降臂8相插嵌式导向限位的升降导轨9,横移导轨1的前后两端、升降导轨9的上下两端均设有限位挡块11。顶杆升降臂8与顶杆6间设有与顶杆6相轴承式嵌套连接固定的顶杆轴承座7。
[0022]
磨齿夹具组件13包括与锥度内孔大齿轮12相限位插嵌的定位轴19,定位轴19包括定位轴本体27,定位轴本体27上端设有与压紧螺母18相螺纹式套接的螺纹杆24,螺纹杆24与定位轴本体27间设有与锥度内孔大齿轮12相插嵌的锥度芯轴26,锥度芯轴26上设有8个呈等间距环形分布的纵向沟槽25,定位轴本体27下端设有与夹具底座23相嵌套式插接的导向轴29,导向轴29与定位轴本体27间设有与油缸座22下端相嵌套式压接的限位盘28。定位轴19下端设有与定位轴19相嵌套式插接的夹具底座23,夹具底座23与锥度内孔大齿轮12间设有与定位轴19相嵌套连接的油缸座22,油缸座22与夹具底座23相螺栓式连接固定,油缸座22上端设有与锥度内孔大齿轮12相活动式触接的顶升油缸20,顶升油缸20与定位轴19相密封式嵌套连接,顶升油缸20与上设有与油缸座22相连通的进油通道21,定位轴19上端设有与定位轴19相螺纹式套接的压紧螺母18,压紧螺母18与锥度内孔大齿轮12间设有与定位轴19相套接的开口垫圈17。
[0023]
综上所述,该锥度内孔大齿轮磨齿夹具,具有结构简单、操作方便、拆卸便捷、运行稳定性好和使用寿命长的特点。解决了锥度内孔大齿轮磨齿过程中产生划伤磨损的问题。提高定位的精准度和安全可靠性。
[0024]
对于本领域技术人员而言,显然本实用新型不限于上述示范实施例的细节,而且在不背离实用新型的基本特征的情况下,能够以其他的具体形式实现本实用新型。因此无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
[0025]
总之,以上所述仅为本实用新型的具体实施例,但本实用新型的结构特征并不局限于此,任何本领域的技术人员在本实用新型的领域内,所作的变化或修饰皆涵盖在本实用新型的专利范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1