一种对接工装基准快速找正校验装置的制作方法
1.本实用新型属于数控加工领域,特别涉及一种对接工装基准快速找正校验装置。
背景技术:
2.在机械加工领域中,常常存在零件加工需要使用工装装夹的工艺需求,在该工艺需求中,通常是采用整体工装对某些相对位置固定的夹具进行固定,然后再调整其对齐位置。
3.随着科学技术的进步和发展,在机械加工领域中,各种形状尺寸的零件种类受其长度、外形结构日益复杂、体积、重量等因素影响,使得在实际加工中,存在工装吨位较重,整体制造较复杂,无法满足零件加工精度等问题,目前采用对大型零件的工装采用分段制造后拼接的方式进行装夹。但是,分段工装的对接精度调整存在巨大的难度,基于这些因素的存在,对于将此类构件的对接工艺,不仅对接精度难以达到较高要求,而且加工还需要耗费大量的劳动成本。所以,亟需一种能够降低工装对接难度和微调工装对接精度的工装快读找正校验装置。
技术实现要素:
4.本实用新型的目的在于,针对目前数控加工领域中,在进行对接工艺时存在的上述问题,提供一种能降低工装对接工艺难度,并且能够验证其具有较高对接精度的对接装置。
5.为实现上述目的,本使用新型提供如下技术方案:
6.一种对接工装基准快速找正校验装置,包括:工作平台、多个定位板、多个顶板、机床挡块和千斤顶;
7.工装和所述装置均位于工作平台上,所述工作平台横向和纵向分布有多条凹槽;
8.所述定位板设置在工装长度方向平面侧,所述顶板设置在工装长度方向斜面侧;
9.所述机床挡块预埋在工作平台的凹槽内,所述机床挡块用于贴合工装上的定位板对工装进行粗基准定位;
10.所述千斤顶用于贴合顶板对工装进行精基准定位。
11.进一步,所述装置还包括位于工装长度方向上的多个定位孔,所述定位孔上标有定位孔预定坐标值,所述定位孔用于根据定位孔实际坐标值与预定坐标值的关系通过千斤顶贴合顶板对工装进行微调实现精准定位。
12.进一步,所述工装包括工装第一段和工装第二段,所述定位孔至少包括两个,分别位于工装第一段和工装第二段。
13.进一步,所述装置还包括位于工装第一段和工装第二段连接处的定位销及销孔;当精准定位完成后将定位销插入销孔;所述定位销用于固定工装第一段和工装第二段以防止错位。
14.进一步,所述定位板个数为四个,等间隔布置在工装长度方向平面侧。
15.进一步,所述顶板个数为四个,等间隔布置在工装长度方向斜面侧。
16.进一步,所述定位板和顶板均通过螺钉与工装固定。
17.与现有技术相比,本实用新型可以在提高零件加工精度的同时节省装夹零件的辅助时间,不但节约了成本,而且避免了现场实际操作中的使用吊车重复定位工装的麻烦,大大缩短了零件的加工周期,提升零件加工质量。
附图说明
18.图1为工装整体结构俯视图;
19.图2为工装整体结构主视图;
20.图3为工装第一段俯视图;
21.图4为工装第二段俯视图;
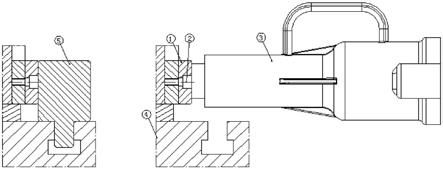
22.图5为所述装置结构示意图;
23.图6为第一定位孔示意图;
24.图7为第二定位孔示意图;
25.图8为定位销连接示意图;
26.图中:1
‑
定位板;2
‑
螺钉;3
‑
千斤顶;4
‑
工作平台;5
‑
机床挡块;6
‑
第一定位孔;7
‑
第二定位孔;8
‑
定位销。
具体实施方式
27.下面结合说明书附图对本实用新型实施方式进行具体说明;
28.如图1所示,在工装长度方向平面侧安装四个等距的定位板,在长度方向斜面侧安装四个等距的顶板。
29.如图3和图4所示,所述工装包括工装第一段和工装第二段,所述定位孔至少包括两个,分别位于工装第一段和工装第二段。
30.如图5所示,制造与工作平台槽宽相匹配的定位块进行长度方向的粗基准定位,如图6和图7所示为工装长度方向上端面精度定位孔,定位孔上标明坐标值用于操作通过找正定位孔孔心确认坐标值后判定粗基准偏离情况。依据偏离数据按图2中使用千斤顶对工装长度方向斜面侧的顶板进行微调,便于操作快速定位精基准。如图8所示,所述装置还包括位于工装第一段和工装第二段连接处的定位销及销孔;当精准定位完成后将定位销插入销孔;所述定位销用于固定工装第一段和工装第二段以防止错位。
31.详细工作步骤如下:
32.步骤一:在工作平台4上预埋机床挡块5;
33.步骤二:按顺序分别将图2、3的分段工装吊入设备内,并与机床挡块5 初步贴合,确定工装定位粗基准;
34.步骤三:图5和图6所示为工装长度方向上端面精度定位孔,定位孔上标明坐标值,操作人员通过找正定位孔孔心确认坐标值后判定粗基准偏离情况;
35.步骤四:图4中使用千斤顶3对工装长度方向斜面侧的顶板进行微调,至孔心坐标值与理论值一致;
36.步骤五:定位销插入工装对接位置,确保加工过程不存在偏离现象。
37.本实用新型的有益效果是,解决了对接工装定位精度低的同时节省装夹零件的辅助时间,大大缩短了零件的加工周期,通过定位孔校验数控加工基准提升零件加工质量。
技术特征:
1.一种对接工装基准快速找正校验装置,其特征在于,所述装置包括:工作平台、多个定位板、多个顶板、机床挡块和千斤顶;工装和所述装置均位于工作平台上,所述工作平台横向和纵向分布有多条凹槽;所述定位板设置在工装长度方向平面侧,所述顶板设置在工装长度方向斜面侧;所述机床挡块预埋在工作平台的凹槽内,所述机床挡块用于贴合工装上的定位板对工装进行粗基准定位;所述千斤顶用于贴合顶板对工装进行精基准定位。2.根据权利要求1所述的一种对接工装基准快速找正校验装置,其特征在于,所述装置还包括位于工装长度方向上的多个定位孔,所述定位孔上标有定位孔预定坐标值,所述定位孔用于根据定位孔实际坐标值与预定坐标值的关系通过千斤顶贴合顶板对工装进行微调实现精准定位。3.根据权利要求2所述的一种对接工装基准快速找正校验装置,其特征在于,所述工装包括工装第一段和工装第二段,所述定位孔至少包括两个,分别位于工装第一段和工装第二段。4.根据权利要求3所述的一种对接工装基准快速找正校验装置,其特征在于,所述装置还包括位于工装第一段和工装第二段连接处的定位销及销孔;当精基准定位完成后将定位销插入销孔;所述定位销用于固定工装第一段和工装第二段以防止错位。5.根据权利要求4所述的一种对接工装基准快速找正校验装置,其特征在于,所述定位板个数为四个,等间隔布置在工装长度方向平面侧。6.根据权利要求4所述的一种对接工装基准快速找正校验装置,其特征在于,所述顶板个数为四个,等间隔布置在工装长度方向斜面侧。7.根据权利要求1所述的一种对接工装基准快速找正校验装置,其特征在于,所述定位板和顶板均通过螺钉与工装固定。
技术总结
本实用新型属于数控加工领域,公开了一种对接工装基准快速找正校验装置,包括工作平台、定位销、定位块、千斤顶以及用于工装定位的定位孔。在工装长度方向平面侧安装4个等距的定位板,在长度方向斜面侧安装4个等距的顶板。如图二所示制造与设备工作台槽宽相匹配的定位块进行长度方向的粗基准定位,如图三和图四所示为工装长度方向上端面精度定位孔,定位孔上标明坐标值用于操作通过找正定位孔孔心确认坐标值后判定粗基准偏离情况。依据偏离数据按图二中使用千斤顶对工装长度方向斜面侧的顶板进行微调,便于操作快速定位精基准。便于操作快速定位精基准。便于操作快速定位精基准。
技术研发人员:刘骏 王俊 易尚琪 刘豪
受保护的技术使用者:江西昌河航空工业有限公司
技术研发日:2020.08.26
技术公布日:2021/10/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1