配电柜装备模具的制作方法
1.本实用新型涉及配电柜的生产辅具领域,具体涉及一种配电柜装备模具。
背景技术:
2.配电柜也可以被称为配电箱,从通俗意义上讲,配电柜就是集成了用于电能分配的电气元件的柜体,配电柜的作用是对用电设备进行配电和控制,在电路出现过载、短路和漏电时,配电柜还可以提供断电保护。
3.配电柜一般都是由钢材质加工而成用来保护元器件正常工作的柜子,电气柜制作材料一般分为热轧钢板和冷轧钢板两种。有些钢板组件上需要加工很多不规则、或者不规则排布的孔,对于这些孔,最好的加工方式就是定型冲压。
4.因此,生产一种结构设计简单、合理,制造使用方便,可以通过模具与模具之间相互挤压实现快速冲压不同规格的相似组件,提高工作效率的配电柜装备模具,具有广泛的市场前景。
技术实现要素:
5.针对现有技术的不足,本实用新型提供一种结构设计简单、合理,制造使用方便,可以通过模具与模具之间相互挤压实现快速冲压不同规格的相似组件,提高工作效率的配电柜装备模具,用于克服现有技术中缺陷。
6.本实用新型采用的技术方案为:配电柜装备模具,包括第一模具板,与第一模具板相配合的第二模具板,所述的第一模具板的顶面上设置有放置底座,放置底座的顶面上开设有压制槽,放置底座的顶面一侧设置有横向卡位块,放置底座的侧壁两侧对称分布有侧壁卡位块,位于放置底座外侧的第一模具板的顶面上开设有卡位凹槽,所述的第二模具板的顶面上设置有与放置底座相配合的压制底座,压制底座的顶面上设置有若干个压制柱,压制柱的一侧设置有压制块,压制底座的两侧顶面上设置有减缓带,位于压制底座外侧的第二模具板的顶面上设置有与卡位凹槽相配合卡位柱,第二模具板与第一模具板通过卡位柱与卡位凹槽相互扣接,所述的第一模具板的两侧侧壁上设置有提手。
7.所述的第一模具板采用方形的钢化板结构,第二模具板采用的结构与第一模具板采用的结构相一致,所述的放置底座采用方形的钢化放置板结构,压制底座采用的结构与放置底座采用的结构相一致,压制槽开设在放置底座的中部,且压制槽采用的结构为方形的凹槽口,压制槽的宽度不大于放置底座的宽度,压制槽的长度不大于放置底座的长度,压制底座的宽度不大于第二模具板的宽度,压制底座的长度不大于第二模具板的长度,所述的放置底座与第一模具板为一体结构,压制底座与第二模具板为一体结构。
8.所述的横向卡位块采用横向的倒“l”字型结构,横向卡位块的长度与放置底座的宽度相一致,横向卡位块通过焊接设置在放置底座的侧壁上,卡位块采用竖向的倒“l”字型结构,卡位块通过焊接对称设置在放置底座的两侧侧壁上,横向卡位块均与卡位块之间的夹角为90度,横向卡位块与两个卡位块的高度位于同一水平线上,横向卡位块与两个卡位
块的底面均与第一模具板的顶面相连接。
9.所述的卡位凹槽的数量为四个,压制底座的数量为四个,四个卡位凹槽与第一模具板中心点之间的夹角为90度,四个压制底座与第二模具板中心点之间的夹角为90度。
10.所述的若干个压制柱排列成箭头的结构,减缓带采用横向抗压钢化板结构,两个减缓带均通过焊接对称设置在压制底座的两侧侧壁上,压制块通过压制底座的竖向中心线对称分布在压制底座的顶面上,两个压制块均设置在其中一个减缓带与若干个压制柱之间,所述的减缓带的高度不大于压制块的高度,压制块的高度不大于压制柱的高度。
11.所述的提手采用“n”字型结构,两个提手分别通过焊接设置在第一模具板的两侧侧壁上。
12.本实用新型有益效果是:首先,本实用新型包括包括第一模具板,与第一模具板相配合的第二模具板,所述的第一模具板的顶面上设置有放置底座,放置底座的顶面上开设有压制槽,放置底座的顶面一侧设置有横向卡位块,放置底座的侧壁两侧对称分布有侧壁卡位块,位于放置底座外侧的第一模具板的顶面上开设有卡位凹槽,所述的第二模具板的顶面上设置有与放置底座相配合的压制底座,压制底座的顶面上设置有若干个压制柱,压制柱的一侧设置有压制块,压制底座的两侧顶面上设置有减缓带,位于压制底座外侧的第二模具板的顶面上设置有与卡位凹槽相配合卡位柱,第二模具板与第一模具板通过卡位柱与卡位凹槽相互扣接,所述的第一模具板的两侧侧壁上设置有提手,使其本实用新型的结构设计简单、合理,制造使用方便;其次,本实用新型通过第一模具板与第二模具板之间相配合,使其本实用新型可以通过模具与模具之间相互挤压实现快速冲压不同规格的相似组件,提高工作效率,具有很好的社会和经济效益,是易于推广使用的产品。
附图说明
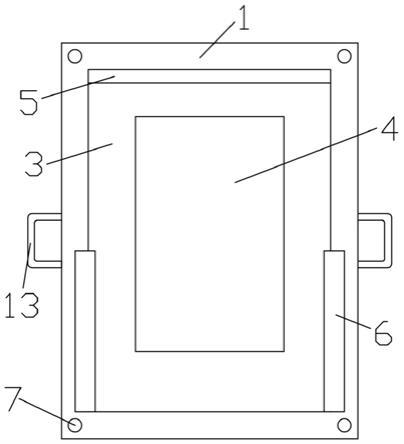
13.图1为本实用新型第一模具板的整体结构示意图。
14.图2为本实用新型第二模具板的整体结构示意图。
15.图3为本实用新型第一模具板从侧面看的结构示意图。
16.图4为本实用新型第二模具板从侧面看的结构示意图。
17.图5为本实用新型第一模具板侧面剖面的结构示意图。
18.图6为本实用新型第一模具板与第二模具板即将扣接状态下的侧面结构示意图。
具体实施方式
19.如图1、2、3、4、5、6所示,配电柜装备模具,包括第一模具板1,与第一模具板1相配合的第二模具板2,所述的第一模具板1的顶面上设置有放置底座3,放置底座3的顶面上开设有压制槽4,放置底座3的顶面一侧设置有横向卡位块5,放置底座3的侧壁两侧对称分布有侧壁卡位块6,位于放置底座3外侧的第一模具板1的顶面上开设有卡位凹槽7,所述的第二模具板2的顶面上设置有与放置底座3相配合的压制底座8,压制底座8的顶面上设置有若干个压制柱10,压制柱10的一侧设置有压制块11,压制底座8的两侧顶面上设置有减缓带9,位于压制底座8外侧的第二模具板2的顶面上设置有与卡位凹槽7相配合卡位柱12,第二模具板2与第一模具板1通过卡位柱12与卡位凹槽7相互扣接,所述的第一模具板1的两侧侧壁上设置有提手13;所述的第一模具板1采用方形的钢化板结构,第二模具板2采用的结构与
第一模具板1采用的结构相一致,使其第一模具板1与第二模具板2在通过卡位柱12与卡位凹槽7相互扣接时,能够对齐,减少误差,所述的放置底座3采用方形的钢化放置板结构,压制底座8采用的结构与放置底座3采用的结构相一致,压制槽4开设在放置底座3的中部,且压制槽4采用的结构为方形的凹槽口,压制槽4的宽度不大于放置底座3的宽度,压制槽4的长度不大于放置底座3的长度,压制底座8的宽度不大于第二模具板2的宽度,压制底座8的长度不大于第二模具板2的长度,所述的放置底座3与第一模具板1为一体结构,压制底座8与第二模具板2为一体结构,当第一模具板1与第二模具板2扣接上了之后,使其压制底座8上的若干个压制柱10能够套装进放置底座3上开设的压制槽4内,从而进行挤压。
20.所述的横向卡位块5采用横向的倒“l”字型结构,横向卡位块5的长度与放置底座3的宽度相一致,横向卡位块5通过焊接设置在放置底座3的侧壁上,卡位块6采用竖向的倒“l”字型结构,卡位块6通过焊接对称设置在放置底座3的两侧侧壁上,横向卡位块5均与卡位块6之间的夹角为90度,横向卡位块5与两个卡位块6的高度位于同一水平线上,横向卡位块5与两个卡位块6的底面均与第一模具板1的顶面相连接,本实用新型中的横向卡位块5与卡位块6都是采用倒“l”字型结构,这样设计能够更好的控制与限位住需要压制的配电柜装备,减少因挤压时晃动从而对配电柜装备造成不必要的操作失误。
21.所述的卡位凹槽7的数量为四个,压制底座8的数量为四个,四个卡位凹槽7与第一模具板1中心点之间的夹角为90度,四个压制底座8与第二模具板2中心点之间的夹角为90度。
22.所述的若干个压制柱10排列成箭头的结构,减缓带9采用横向抗压钢化板结构,两个减缓带9均通过焊接对称设置在压制底座8的两侧侧壁上,压制块11通过压制底座8的竖向中心线对称分布在压制底座8的顶面上,两个压制块11均设置在其中一个减缓带9与若干个压制柱10之间,所述的减缓带9的高度不大于压制块11的高度,压制块11的高度不大于压制柱10的高度,本实用新型通过在压制底座8的两侧侧壁上设计减缓带9,能够减少因挤压对模具的损坏。
23.所述的提手13采用“n”字型结构,两个提手13分别通过焊接设置在第一模具板1的两侧侧壁上,本实用新型通过设计提手13,方便拿取第一模具板1。
24.本产品使用方法如下:如图1、2、3、4、5、6所示,首先,操作人员先将未加工的配电柜装备放置到第一模具板1的顶面上的放置底座3上,通过横向卡位块5与卡位块6进行固定与限位,然后,操作人员通过设置在第一模具板1外壁上的提手13将带有配电柜装备的第一模具板1提起,并通过第一模具板1上的卡位凹槽7与第二模具板2的顶面上设置有与卡位凹槽7相配合卡位柱12进行扣接,使其设计在压制底座8上的若干个压制柱10与压制块11对其配电柜装备进行加工挤压,最后,挤压完成后,操作人员在通过设置在第一模具板1外壁上的提手13将带有配电柜装备的第一模具板1从第二模具板2上提下来,取出加工好的配电柜装备,完成操作。
25.本实用新型通过一种结构设计简单、合理,制造使用方便,可以通过模具与模具之间相互挤压实现快速冲压不同规格的相似组件,提高工作效率的配电柜装备模具,使得本实用新型具有广泛的市场前景。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1