一种汽车镶块修边冲孔模具的制作方法
1.本实用新型涉及汽车模具技术领域,具体为一种汽车镶块修边冲孔模具。
背景技术:
2.随着汽车产业的发展,汽车制造技术水平不断提高,汽车车身冲压组件结构也越来越复杂,因此对冲压模具结构及精度都提出了更加严格的要求,特别是带有与模具冲压方向呈负角的安装孔的制作,一般采用侧冲孔方式完成安装孔的冲孔作用,所以侧冲孔模具被普遍应用在汽车车身组件冲压过程中,现有的汽车零部件加工模具中,往往存在定位精准度低、生产率低、稳定性差的问题,不能完全满足生产需求,针对这些缺陷,设计一种汽车镶块修边冲孔模具,是很有必要的。
技术实现要素:
3.本实用新型的目的在于提供一种汽车镶块修边冲孔模具,具有定位精准度高、高效化,稳定性高的优点,可以解决现有技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种汽车镶块修边冲孔模具,包括上模座、下模座、上模压料板和第一斜楔,所述上模座上设有第一上模刀块、第二上模刀块、第三上模刀块和上模镶块,所述上模座上安装有垫块、氮气弹簧对顶座、和斜契上挡板,所述上模座上设有导柱、第一氮气弹簧、第一凸v型导板、第一弹簧柱塞、第一冲头固定座、第二冲头固定座、第三冲头固定座、第四冲头固定座、第五冲头固定座、第二冲头、第三冲头、第四冲头、第五冲头、第六冲头、第七冲头、第八冲头、第九冲头、盖板和第一等高套筒;
5.所述下模座上设有第一下模镶块、第二下模镶块、第三下模镶块、第四下模镶块、第五下模镶块、第六下模镶块、驱动块、第一下模刀块、第二下模刀块、和第三下模刀块,所述下模座上安装有导管、限位块、第一耐磨板、第二凹v型导板、第一凹模具、第二凹模具、第三凹模具、第四凹模具、第五凹模具、第一凹模套、第二凹模套、第二斜楔、第三斜楔平衡块和定位具;
6.所述上模压料板上方设有第一压料板镶块、第二压料板镶块和第二弹簧柱塞,上模压料板侧面设有第二耐磨板和第三耐磨板;
7.所述第一斜楔前后两端设有第四耐磨板、第二凸v型导板和斜楔强制复位块,第一斜楔侧面设有不少于一个第二氮气弹簧和氮气弹簧法兰,第一斜楔上设有第一冲头和第六冲头固定座,第一斜楔底部设有第一凹v型导板和第二等高套筒。
8.优选的,所述第一冲头第二冲头、第三冲头、第四冲头、第五冲头、第六冲头、第七冲头、第八冲头和第九冲头均安装在相匹配的冲头固定座上。
9.优选的,所述第一氮气弹簧和第二氮气弹簧均与不少于一个氮气弹簧法兰配套。
10.优选的,所述第二凸v型导板上设有消音聚氨酯。
11.优选的,所述第一上模刀块、第二上模刀块和第三上模刀块上均设有弹簧柱塞。
12.与现有技术相比,本实用新型的有益效果如下:
13.本汽车镶块修边冲孔模具,包括上模座、下模座、上模压料板和第一斜楔,第二凸v型导板上设有消音聚氨酯,消音聚氨酯有更好的稳定性、耐化学性、回弹性和力学性能,具有隔热、抗震的作用,第一冲头第二冲头、第三冲头、第四冲头、第五冲头、第六冲头、第七冲头、第八冲头和第九冲头均有与之相匹配的冲头固定座来固定,确保模具以精准的定位进行活动引导模具行程的导向元件,使得模具在使用过程中精准度得到了更好的提升,模具多处设置有耐磨板,使得模具的耐用性更强,不易磨损使得模具使用时不易出现因磨损导致的错误,使用寿命延长,从而达到具有定位精准度高、高效化、稳定性高的效果。
附图说明
14.图1为本实用新型的下模座结构示意图;
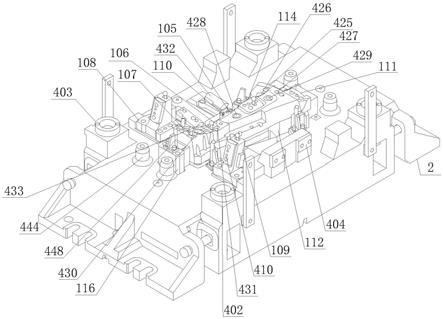
15.图2为本实用新型的上模座结构示意图;
16.图3为本实用新型的上模压料板结构示意图;
17.图4为本实用新型的斜楔结构示意图。
18.图中:1、上模座;101、第一上模刀块;102、第二上模刀块;103、第三上模刀块;104、第一压料板镶块;105、第一下模镶块;106、第二下模镶块;107、第三下模镶块;108、第四下模镶块;109、驱动块;110、第一下模刀块;111、第二下模刀块;112、第三下模刀块;113、上模镶块;114、第五下模镶块;115、第二压料板镶块;116、第六下模镶块;2、下模座;3、上模压料板;301、垫块;302、氮气弹簧对顶座;303、斜契上挡板;4、第一斜楔;401、导柱;402、导管;403、限位块;404、第一耐磨板;405、第二耐磨板;406、第三耐磨板;407、第四耐磨板;408、第一氮气弹簧;409、第一凹v型导板;410、第二凹v型导板;411、第一凸v型导板;412、第二凸v型导板;413、第一弹簧柱塞;414、第二弹簧柱塞;416、消音聚氨酯;417、第二氮气弹簧;418、第一冲头固定座;419、第二冲头固定座;420、第三冲头固定座;421、第四冲头固定座;422、第五冲头固定座;423、第六冲头固定座;424、氮气弹簧法兰;425、第一凹模具;426、第二凹模具;427、第三凹模具;428、第四凹模具;429、第五凹模具;430、第一凹模套;431、第二凹模套;432、第二斜楔;433、第三斜楔;434、第一冲头;435、第二冲头;436、第三冲头;437、第四冲头;438、第五冲头;439、第六冲头;440、第七冲头;441、第八冲头;442、第九冲头;443、盖板;444、平衡块;445、第一等高套筒;446、第二等高套筒;447、斜楔强制复位块;448、定位具。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1
‑
4,一种汽车镶块修边冲孔模具,包括上模座1、下模座2、上模压料板3和第一斜楔4,上模座1上设有第一上模刀块101、第二上模刀块102、第三上模刀块103和上模镶块113,上模座1上安装有垫块301、氮气弹簧对顶座302、和斜契上挡板303,上模座1上设有导柱401、第一氮气弹簧408、第一凸v型导板411、第一弹簧柱塞413、第一冲头固定座418、第二冲头固定座419、第三冲头固定座420、第四冲头固定座421、第五冲头固定座422、
第二冲头435、第三冲头436、第四冲头437、第五冲头438、第六冲头439、第七冲头440、第八冲头441、第九冲头442和、盖板443第一等高套筒445,第一上模刀块101、第二上模刀块102和第三上模刀块103上均设有弹簧柱塞,第一冲头434第二冲头435、第三冲头436、第四冲头437、第五冲头438、第六冲头439、第七冲头440、第八冲头441和第九冲头442均安装在相匹配的冲头固定座上。
21.下模座2上设有第一下模镶块105、第二下模镶块106、第三下模镶块107、第四下模镶块108、第五下模镶块114、第六下模镶块116、驱动块109、第一下模刀块110、第二下模刀块111、和第三下模刀块112,下模座2上安装有导管402、限位块403、第一耐磨板404、第二凹v型导板410、第一凹模具425、第二凹模具426、第三凹模具427、第四凹模具428、第五凹模具429、第一凹模套430、第二凹模套431、第二斜楔432、第三斜楔433平衡块444和定位具448。
22.上模压料板3上方设有第一压料板镶块104、第二压料板镶块115和第二弹簧柱塞414,上模压料板3侧面设有第二耐磨板405和第三耐磨板406;
23.第一斜楔4前后两端设有第四耐磨板407、第二凸v型导板412和斜楔强制复位块447,第二凸v型导板412上设有消音聚氨酯416,第一斜楔4侧面设有不少于一个第二氮气弹簧417和氮气弹簧法兰424,第一斜楔4上设有第一冲头434和第六冲头固定座423,第一氮气弹簧408和第二氮气弹簧417均与不少于一个氮气弹簧法兰424配套,第一斜楔4底部设有第一凹v型导板409和第二等高套筒446。
24.综上所述,本汽车镶块修边冲孔模具,包括上模座1、下模座2、上模压料板3和第一斜楔4,第二凸v型导板412上设有消音聚氨酯416,消音聚氨酯416有更好的稳定性、耐化学性、回弹性和力学性能,具有隔热、抗震的作用,第一冲头434第二冲头435、第三冲头436、第四冲头437、第五冲头438、第六冲头439、第七冲头440、第八冲头441和第九冲头442均有与之相匹配的冲头固定座来固定,确保模具以精准的定位进行活动引导模具行程的导向元件,使得模具在使用过程中精准度得到了更好的提升,模具多处设置有耐磨板,使得模具的耐用性更强,不易磨损使得模具使用时不易出现因磨损导致的错误,使用寿命延长,从而达到具有定位精准度高、高效化、稳定性高的效果。
25.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1