一种扁钢煨制装置的制作方法
1.本实用新型涉及一种扁钢液压煨弯机,具体涉及一种扁钢煨制装置,属于煨弯夹具技术领域。
背景技术:
2.随着建设工程智能化的推进,建设工程中防雷接地的重要性日益提升。镀锌扁钢因为有良好的防腐防锈功能,常作为工程中防雷接地的导体,接地线敷设时,需要将接地扁钢事先调直、打眼、煨弯加工。当前,我国接地扁钢煨弯主要还是通过人力操作比较多,工作人员需要持焊工证上岗,劳动力成本极高,而且人力操作过程中容易产生原材料的过度曲折导致材料浪费,形状也容易出现偏差还需要手动修整,进一步增大了工作人员的劳动强度。因此,为了解决以上问题,亟待设计一种适用于建设工程中防雷接地项目的结构简单、易于制作和组装的扁钢煨制装置。
技术实现要素:
3.为解决上述问题,本实用新型提出了一种扁钢煨制装置,提高扁钢液弯的工作效率,能降低扁钢煨弯所需的人工和相关材料成本,提高扁钢煨弯工序的工作效率。
4.本实用新型的扁钢煨制装置,包括油压顶、扇形弯曲件和可调节模具机座;所述扇形弯曲件通过油压顶活动安装于可调节模具机座中;所述可调节模具机座包括两上下对称设置的定位槽板,及可拆卸安装于两定位槽板四角的加强筋,及均布于定位槽板两侧的限位装置;两所述定位槽板前侧中央正对开设有槽口,且两定位槽板的槽口之间形成有扇形弯曲件的推进轨道;所述限位装置由两对称设置于推进轨道末端两侧的限位导柱构成;所述限位导柱与定位槽板垂直固定;所述扇形弯曲件活动安装于定位槽板的推进轨道中;所述扇形弯曲件其端部焊装有短管;所述短管其另一端套丝,并与油压顶其推进棒末端丝接。
5.进一步地,所述定位槽板由厚度为10mm的q235钢板制成,且上下两定位槽板之间留设有煨制间距。
6.进一步地,两所述定位槽板上正对开设有用于安装限位导柱的圆孔。
7.再进一步地,所述限位导柱插入至圆孔中,并与定位槽板焊接固定。
8.再进一步地,所述限位导柱包括两上下正对设置的导柱,及与导柱固定连接的限位板;所述导柱其背离限位板一端延伸至定位槽板的圆孔外部,并与定位槽板满焊固定。
9.进一步地,所述定位槽板四角均布有用于安装加强筋的通孔;所述加强筋插入至通孔中,并通过锁紧螺母与定位槽板固定连接。
10.再进一步地,所述加强筋为螺杆,其表面开设有用于与锁紧螺母匹配的外螺纹。
11.进一步地,所述扇形弯曲件由15crmo钢板制成,且其厚度与煨制间距一致。
12.再进一步地,所述扇形弯曲件其扇形面的弯曲半径小于等于两限位导柱最大距离的1/2,且大于油压顶其推进棒末端直径;所述扇形弯曲件其扇形面的弯曲半径和与油压顶连接用短管长度总和小于等于限位导柱轴心到定位槽板长边的距离。
13.本实用新型与现有技术相比较,本实用新型的扁钢煨制装置,结构简单、易于制作和组装,可通过调整可调节的模具机座,使其适应不同规格、型号的扁钢,批量煨制出不同角度、半径的接地扁钢;提高了扁钢弯曲件的加工质量,降低工作人员的劳动强度,提高加工效率,从而降低施工的成本。
附图说明
14.图1为本实用新型的俯视结构示意图;
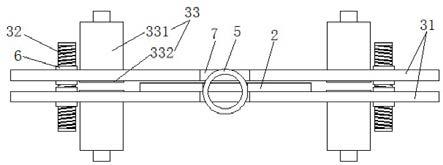
15.图2为本实用新型的正视结构示意图;
16.图3为本实用新型的尺寸标注示意图;
17.图4为本实用新型的尺寸标注示意图;
18.附图中各部件标注为:1
‑
油压顶,2
‑
扇形弯曲件,3
‑
可调节模具机座,31
‑
定位槽板,32
‑
加强筋,33
‑
限位导柱,331
‑
导柱,332
‑
限位板,4
‑
推进轨道,5
‑
短管,6
‑
锁紧螺母,7
‑
槽口,a
‑
定位槽板长度,b
‑
定位槽板宽度,c
‑
限位导柱轴心到定位槽板长边的距离,d
‑
油压顶的最大推进距离/推进轨道,h
‑
上下定位槽板的距离,d
‑
限制装置最大距离,r
‑
扇形弯曲件其扇形面的弯曲半径,r
‑
短管直径,e
‑
短管长度。
具体实施方式
19.如图1和图2所示的扁钢煨制装置,包括油压顶1、扇形弯曲件2和可调节模具机座3;所述扇形弯曲件2通过油压顶1活动安装于可调节模具机座3中;所述可调节模具机座3包括两上下对称设置的定位槽板31,及可拆卸安装于两定位槽板31四角的加强筋32,及均布于定位槽板31两侧的限位装置;两所述定位槽板31前侧中央正对开设有槽口7,且两定位槽板的槽口之间形成有扇形弯曲件的推进轨道4;所述限位装置由两对称设置于推进轨道4末端两侧的限位导柱33构成;所述限位导柱33与定位槽板31垂直固定;所述扇形弯曲件2活动安装于定位槽板31的推进轨道4中;所述扇形弯曲件2其端部焊装有短管5;所述短管5其另一端套丝,并与油压顶1其推进棒末端丝接。
20.所述定位槽板31由厚度为10mm的q235钢板制成,且上下两定位槽板31之间留设有煨制间距。
21.两所述定位槽板31上正对开设有用于安装限位导柱的圆孔。
22.所述限位导柱33插入至圆孔中,并与定位槽板31焊接固定。
23.所述限位导柱33包括两上下正对设置的导柱331,及与导柱331固定连接的限位板332;所述导柱331其背离限位板332一端延伸至定位槽板31的圆孔外部,并与定位槽板31满焊固定。
24.所述定位槽板31四角均布有用于安装加强筋的通孔;所述加强筋32插入至通孔中,并通过锁紧螺母6与定位槽板31固定连接。
25.所述加强筋32为螺杆,其表面开设有用于与锁紧螺母匹配的外螺纹。
26.所述扇形弯曲件2由15crmo钢板制成,且其厚度与煨制间距一致。
27.所述扇形弯曲件2其扇形面的弯曲半径小于等于两限位导柱最大距离的1/2,且大于油压顶1其推进棒末端直径;所述扇形弯曲件2其扇形面的弯曲半径和与油压顶连接用短管5长度总和小于等于限位导柱33轴心到定位槽板31长边的距离。
28.本实用新型的扁钢煨制装置,其制备工艺流程如下:
29.第一步,钢管液弯机准备,选取常规钢管液弯机一台,对钢管液弯机进行性能测试,保证设备能正常运行并进行加工制作,如图3和图4所示,用卷尺测量钢管液弯机其油压顶的最大推进距离d、限制装置最大距离d以及油压顶其推进棒末端直径r,多次测量取平均值,将钢管模具机组、油压顶与设备拆卸分开备用;
30.第二步,可调节模具机座加工,可调节模具机座包括定位槽板、加强筋和限制装置,定位槽板选用δ=10mm的q235钢板制作,分为上下两部分,其端面开孔位置一致;在q235钢板上用记号笔描绘出定位槽板四周轮廓线,定位槽板长度为a,宽度为b;在定位槽板轮廓内画出扇形弯曲件的推进轨道,其长度为钢管液弯机其油压顶的最大推进距离d,宽度为油压顶其推进棒末端直径r;限制装置圆孔均匀分布在推进轨道末端两侧,距定位槽板长边距离为c,两圆孔圆点距离为d,使用电焊机将限制装置满焊在定位槽板上;加强筋选用φ=16mm圆钢,安装于可调节模具机座四角,可用于调整可调节模具机座的上下定位槽板的距离h来固定扁钢垂直方向的距离;使用钢板切割机沿轮廓线切割下料,并使用角向磨光机对可调节模具机座截断面进行光滑处理,涂刷防锈漆;
31.第三步,扇形弯曲件制作,扇形弯曲件是扁钢液弯机的关键部件,在设备中与油压顶连接,对扁钢施加推力,并承受反应力,选用15crmo钢板制作厚度与可调节模具机座的上下定位槽板的距离h一致,扇形面的弯曲半径r应小于等于限制装置最大距离d的1/2并大于油压顶推进棒末端直径r,即r<r≤d/2;扇形面的弯曲半径r+油压顶的连接短管长度e应小于等于限制装置到定位槽板长边的距离c,即d<r+e≤c≤b;在15crmo钢板用记号笔勾勒轮廓线,使用钢板切割机沿轮廓线切割下料,并使用角向磨光机对可调节模具机座截断面进行光滑处理,涂刷防锈漆;将扇形面与管径为r长度为e的短管使用电焊机满焊连接,并将焊口位置打磨刷防锈漆;
32.第四步,扁钢煨弯机组对调试,首先需要将扇形弯曲件与油压顶推进棒末端连接,使用电动套丝机将扇形弯曲件的短管套丝,并与油压顶推进棒末端丝接;将加强筋插入上、下定位槽板之间固定,扇形弯曲件放入定位槽板之间的推进轨道内,闭合上、下定位槽板完成可调节模具机座安装;将可调节模具机座与备用的液压弯管机设备固定,完成扁钢液压煨弯机组对;将扁钢液压煨弯机安全接电,测试扇形弯曲件在推进轨道工作是否流畅,可调节模具机座的上下定位槽板之间距离h是否可以通过加强筋调节;
33.第五步,扁钢煨制,操作人员需要在使用设备前进行安全技术交底,对设备进行一定的掌握;将扁钢液压煨弯机放置于机械加工棚,加工场地地面应应平整、干燥,首先调节模具机座的加强筋,将需要进行煨制的扁钢插入定位槽板之间,需要弯曲的位置放置于扇形弯曲件顶端,调节加强筋锁定上下定位槽板的距离,将扁钢紧固在上下定位槽板之间,将扁钢液压煨弯机安全通电,开启油压顶开关,使扇形弯曲件沿推进轨道缓慢前进,扁钢在扇形弯曲件推力和限制装置的反应力下产生形变,直至达到需要的弯曲度;
34.第六步,调角验证,关闭油压顶开关,打开可调节模具机座将煨制的扁钢件取出,用钢直尺测试扁钢件水平度是否合格,若有轻型形变可使用锤子敲正调直;用角度尺测试扁钢件弯曲角度是否符合使用角度要求,若达不到要求可再度开启设备进行二次加工;检查扁钢件表面镀锌层,并使用银粉漆涂刷扁钢件受力形变处表面;
35.第七步,煨制弯曲件应用,扁钢煨制弯曲件可应用于建设工程中各种防雷接地项
目,可以在煨制弯曲件末端用电动钻孔机开孔,与设备接地线连接进行安全接地;也可以使用电焊机与平直扁钢满焊连接,在建筑屋面防雷工程中做为拐角连接等。
36.本实用新型的扁钢煨制装置,其与以往技术相比的优点如下:
37.1)经济效果,以某一恒源热电生物质能源热电联产供热工程为例,生物质锅炉附属设备需用1000个30~60
°
水平扁钢煨制弯曲件,利用本工法制作的扁钢液压煨弯机与传统气焊热煨煨弯相比工程造价对比如图4所示,通过图4可知,以某一恒源热电生物质能源热电联产供热工程为例,生物质锅炉附属设备需用1000个30~60
°
水平扁钢煨制弯曲件,利用本工法制作的扁钢液弯机更加安全、快速、节省人工、材料和设备费用,同批量扁钢煨弯作业时比传统高温煨弯的方式更加高效,而且加工质量更加卓越,可以使焊接作业人员有更充足的工作时间进行其他的焊接作业,缩短相应的施工周期,减少人工费和材料的成本费费用20120元;并且,需处理的扁钢件越多,节约的金额越大;
38.2)工期效果,本实用新型的扁钢煨制装置可用于流水作业,提高工效,缩短了工期;
39.3)节能和环保,本实用新型的扁钢煨制装置及其制作工法可形成一套完整的扁钢机械煨制施工技术,既保证工程质量,减少窝工现象,又节约工程成本,缩短工期,促使防雷接地提前投入使用,提高工作效率;
40.4)推广应用的价值,随着国家对建设工程防雷接地标准的提高,该设备的使用会逐渐增加,本实用新型的扁钢煨制装置具有很好的推广应用价值。
41.上述实施例,仅是本实用新型的较佳实施方式,故凡依本实用新型专利申请范围所述的构造、特征及原理所做的等效变化或修饰,均包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1