一种太阳能MBB组件焊机组合压针的制作方法
一种太阳能mbb组件焊机组合压针
技术领域
1.本实用新型涉及太阳能电池mbb组件技术领域,尤其涉及一种太阳能mbb组合焊机组合压针。
背景技术:
2.太阳能电池mbb半片组件在焊接生产过程中,需要靠压针对焊带和电池片进行压合,保证焊接品质,防止出现虚焊、堆锡、隐裂等情况,原有使用的不锈钢材质在长时间的高温、助焊剂侵蚀后出现磨损、变形及粘锡情况,造成不锈钢压针头上堆锡,焊接造成裂片。更换整体压针为陶瓷材质后,出现陶瓷压针断裂情况,主要为长杆部分断裂,因工业氧化锆陶瓷脆性较大,在使用中出现较多断裂情况,造成压针备件损坏率较高,影响成本。
技术实现要素:
3.鉴于上述的分析,本实用新型实施例旨在提供一种太阳能mbb组件焊机组合压针,用以解决现有压针磨损、变形、断裂或堆锡的问题。
4.本实用新型的目的主要是通过以下技术方案实现的:
5.一种太阳能mbb组件焊机组合压针,包括压针头和压针杆,压针杆与压针头为可拆卸连接,压针头为陶瓷压针头,压针杆为不锈钢压针杆。
6.进一步地,所述压针头设有通孔。
7.进一步地,所述通孔的一端设有内螺纹,所述通孔的另一端能够容纳化锡。
8.进一步地,所述通孔的容纳化锡端设有第一圆角。
9.进一步地,所述压针杆的一端设有外螺纹,另一端设有卡簧槽。
10.进一步地,所述压针杆通过外螺纹与压针头的内螺纹连接。
11.进一步地,所述卡簧槽沿压针杆的圆柱面周向设置。
12.进一步地,所述压针头的外圆面端部设有第二圆角。
13.进一步地,所述第二圆角与第一圆角位于压针头的同一端。
14.进一步地,所述压针头和所述压针杆均为圆柱状。
15.与现有技术相比,本实用新型至少可实现如下有益效果之一:
16.(1)压针头为陶瓷材质,压针杆为不锈钢材质,既克服了压针整体为陶瓷材质时易断裂的缺陷,又克服了压针整体为不锈钢时易堆锡的缺陷,二者结合使用,焊接时有效防控造成堆锡裂片,不易断裂;在有效解决压针堆锡的情况下,延长压针的使用寿命,降低备件损耗率;
17.(2)压针头设有通孔,通孔的一端设有与压针杆连接的内螺纹,通孔的另一端能够容纳化锡,保障了焊带在焊接时有化锡的空间,能够减小压针堆锡;
18.(3)通孔设有第一圆角、压针头的端部设有第二圆角,避免了压针头边缘锋利切压焊带造成焊带压痕。
19.本实用新型中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方
案。本实用新型的其他特征和优点将在随后的内容中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过文字以及附图中所特别指出的内容中来实现和获得。
附图说明
20.附图仅用于示出具体实施例的目的,而并不认为是对本实用新型的限制,在整个附图中,相同的参考符号表示相同的部件。
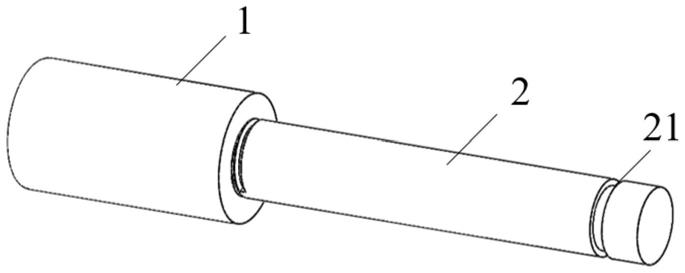
21.图1为本实用新型的组合压针整体结构图;
22.图2为本实用新型的组合压针剖视图;
23.图3为本实用新型的压针头结构图;
24.图4为本实用新型的压针头剖视图;
25.图5为本实用新型的压针杆结构图。
26.附图标记:
[0027]1‑
压针头;11
‑
通孔;12
‑
第一圆角;2
‑
压针杆;21
‑
卡簧槽。
具体实施方式
[0028]
下面结合附图来具体描述本实用新型的优选实施例,其中,附图构成本实用新型一部分,并与本实用新型的实施例一起用于阐释本实用新型的原理,并非用于限定本实用新型的范围。
[0029]
在本实用新型实施例的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接,可以是机械连接,也可以是电连接,可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
[0030]
全文中描述使用的术语“顶部”、“底部”、“在
……
上方”、“下”和“在
……
上”是相对于装置的部件的相对位置,例如装置内部的顶部和底部衬底的相对位置。可以理解的是装置是多功能的,与它们在空间中的方位无关。
[0031]
本实用新型的一个具体实施例,如图1
‑
图5所示,公开了一种太阳能mbb组件焊机组合压针,包括压针头1和压针杆2,压针杆2与压针头1可拆卸连接,压针头1为陶瓷材质,压针杆2为不锈钢材质。
[0032]
与现有技术相比,本实施例提供的组合压针,压针头为陶瓷材质,压针杆为不锈钢材质,既克服了压针整体为陶瓷材质时易断裂的缺陷,又克服了压针整体为不锈钢时易堆锡的缺陷,便于使用。
[0033]
压针头1为圆柱状,压针头1的端面开有通孔11,通孔的一端设有内螺纹,通孔的另一端设有第一圆角12,压针杆2为圆柱状,压针杆2的一端设有外螺纹,另一端设有卡簧槽21,压针杆2通过外螺纹与压针头1的内螺纹连接。
[0034]
卡簧槽21沿压针杆2的圆柱面周向设置,卡簧槽21能够搭配c型卡簧安装在压针条上。
[0035]
本实施例中,压针头1采用氧化锆陶瓷材质,压针头1设有上端带有螺纹、下端带有第一圆角12的陶瓷壁环(通孔11),压针头1的外圆端部设有第二圆角,第二圆角与第一圆角
12位于压针头1的同一端。
[0036]
压针整体为圆柱体形状,压针杆2需要加装弹性件(如弹簧)以形成压力,压针头1设有通孔11,以保障焊带在焊接时有化锡的空间,压针头1的端部进行圆角处理,避免边缘锋利切压焊带造成焊带压痕。
[0037]
本实施例中,压针杆使用钢制材质,压针头材质为氧化铝或氧化锆工业陶瓷,压针头具有硬度高、耐磨损、耐高温、耐腐蚀和不粘锡等特点,两者组合安装使用,焊接时有效防控造成堆锡裂片,不易断裂;在有效解决压针堆锡的情况下,延长压针的使用寿命,降低备件损耗率。
[0038]
压针头1和压针杆2为可拆卸连接(如通过螺纹组装在一起),安装、清理便捷,压针头1进行抛光处理,接触面保障光滑平整,使用一定时间后,使用超声波清洗仪可以轻松洗到脏污物质,提高使用寿命。
[0039]
本实施例的组合压针,钢制压针杆与陶瓷制压针头组合安装后配合弹簧安装在压针排上,压针排在气缸作用下进行下压,压针头在弹簧作用下挤压焊带使其与电池片进行贴合焊接,化锡完成后,气缸生产上升,压针脱离焊带,焊接过程中,焊带上化锡不会沾到陶瓷压针上,避免了压针形成锡疙瘩挤压电池片造成裂片。
[0040]
本实用新型的组合压针采用不锈钢的压针杆和陶瓷压针头,使得压针耐高温、耐磨损、耐腐蚀、不粘锡,便于生成中使用;压针头设有通孔,通孔的一端能够容纳化锡,保障了焊带在焊接时有化锡的空间,能够减小压针堆锡。
[0041]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1