一种用于液压机的大孔径无缝钢管弯管机构的制作方法
1.本实用新型属于无缝钢管加工技术领域,尤其涉及一种用于液压机的大孔径无缝钢管弯管机构。
背景技术:
2.无缝钢管是由整块金属制成的,表面上没有接缝的钢管,称为无缝钢管。根据生产方法,无缝管分热轧管、冷轧管、冷拔管、挤压管、顶管等。按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、带翅管多种复杂形状。最大直径达650mm,最小直径为0.3mm。根据用途不同,有厚壁管和薄壁管。无缝钢管主要用做石油地质钻探管、石油化工用的裂化管、锅炉管、轴承管以及汽车、拖拉机、航空用高精度结构钢管。
3.钢管在建筑的使用过程中需要加工弯折成一定的角度,以方便钢管支架的拼接安装,现有在建筑钢管的弯折方式多数是通过建筑工人手动进行弯折,较为费时费力,而且每次弯折的角度不同,影响后期拼接搭建的稳定性,或者无法对弯折角度进行控制选择,加工出需要角度的钢管较为繁琐和费事,但是现有的钢管弯折设备依然存在着钢管容易在弯折过程中出现瘪下,钢管弯折的位置不容易确定,上下料消耗的时间长的问题。
4.因此,发明一种用于液压机的大孔径无缝钢管弯管机构显得非常必要。
技术实现要素:
5.为了解决上述技术问题,本实用新型提供一种用于液压机的大孔径无缝钢管弯管机构,以解决现有的钢管弯折设备依然存在着钢管容易在弯折过程中出现瘪下,钢管弯折的位置不容易确定,上下料消耗的时间长的问题。一种用于液压机的大孔径无缝钢管弯管机构,包括底部支撑箱,滑槽,弯折机构,伸缩杆,弯折轮,安装孔,固定柱,调整弯折柱,固定块,安装块和防瘪结构,其中:在底部支撑箱的表面设置有滑槽,在滑槽的内部镶嵌有弯折机构,在弯折机构的内部通过齿轮咬合有伸缩杆,在伸缩杆的一端通过轴承安装有弯折轮,在底部支撑箱的表面设置有安装孔,在安装孔的内部通过螺纹设置有固定柱,在安装孔的内部通过螺纹设置有调整弯折柱,在底部支撑箱表面的一侧通过螺栓安装有固定块,在固定块的表面通过螺栓安装有安装块,在安装块的内部镶嵌有防瘪结构,并通过螺栓进行固定。
6.弯折轮采用支撑轮,缓冲垫和转轴,且缓冲垫镶嵌在支撑轮的表面,该转轴焊接在支撑轮的两侧;所述转轴可通过轴承在伸缩杆的一端进行被动转动,且弯折轮直径为15公分到20公分。
7.防瘪结构包括安装台,卡合扣,安装座和防瘪簧,且卡合扣焊接在安装台的外侧,该安装座焊接在安装台的表面;所述防瘪簧焊接在安装座的表面,且防瘪簧垂直于安装台,与底部支撑箱相互平行。
8.弯折机构采用矩形钢制金属箱,且弯折机构的内部通过螺栓安装有一台型号为
y07
‑
20d1
‑
2401的步进电机,该弯折机构内部的电机的动力轴的表面焊接有齿轮;所述弯折机构内部电机轴表面的齿轮可与伸缩杆表面的齿相互啮合,通过电机的旋转带动伸缩杆进行水平方向上的移动,有利于通过其内部的电机驱动伸缩杆进行水平方向上的移动,且伸缩杆移动的方向与需要加工的钢管垂直,在弯折机构的动力支持下,伸缩杆便可以向需要加工的钢管靠近,最终靠近钢管,然后将钢管弯折。
9.弯折轮采用圆形钢制金属轮,且弯折轮的厚度为10公分到15公分,该弯折轮的侧面设置有弧形凹槽;所述弯折轮表面的凹槽的表面粘结有缓冲垫,且缓冲垫设置有与弯折轮侧面凹槽弧度一致的凹槽,该缓冲垫的表面设置有若干弧形凸起,有利于在伸缩杆接触需要加工的钢管时,能有一个相对圆滑的面去接触钢管,且在钢管弯折可以通过转动释放一部分的应力,使弯折处相对圆滑,防止出现锐利的直角导致钢管折断。
10.固定柱和调整弯折柱采用直径一致的钢制金属实心柱,且固定柱和调整弯折柱的下方设置有螺纹杆,该固定柱和调整弯折柱可通过其下方的螺纹杆安装在固定柱的内部;所述固定柱位置固定,位于最靠近防瘪结构的尾端处,且调整弯折柱可根据需要弯折的位置进行位置的调整,有利于对需要弯折的钢管产生支持力,能够精确的把握钢管弯折的位置,使成品可以保持一致,提升成品品质。
11.防瘪结构内部的防瘪簧采用一根钢制金属弹簧,且防瘪结构内部的防瘪簧的直径小于被加工的无缝钢管,该防瘪结构可通过其内部的安装台和卡合扣在安装块的内部进行更换;所述防瘪簧的直径可进行更换,且防瘪簧簧体的直径为1公分到2公分,有利于通过伸入的防瘪簧从内向外的为需要加工的钢管提供一个支撑力,且自身可跟随钢管的弯折而弯折,不会为钢管的弯折产生影响,且在钢管完成弯折之后可以快速的向外抽出,并且恢复原状,便于后续钢管的加工。
12.与现有技术相比,本实用新型具有如下有益效果:
13.1.本实用新型弯折机构的设置,有利于通过其内部的电机驱动伸缩杆进行水平方向上的移动,且伸缩杆移动的方向与需要加工的钢管垂直,在弯折机构的动力支持下,伸缩杆便可以向需要加工的钢管靠近,最终靠近钢管,然后将钢管弯折。
14.2.本实用新型弯折轮的设置,有利于在伸缩杆接触需要加工的钢管时,能有一个相对圆滑的面去接触钢管,且在钢管弯折可以通过转动释放一部分的应力,使弯折处相对圆滑,防止出现锐利的直角导致钢管折断。
15.3.本实用新型固定柱和调整弯折柱的设置,有利于对需要弯折的钢管产生支持力,能够精确的把握钢管弯折的位置,使成品可以保持一致,提升成品品质。
16.4.本实用新型防瘪结构的设置,有利于通过伸入的防瘪簧从内向外的为需要加工的钢管提供一个支撑力,且自身可跟随钢管的弯折而弯折,不会为钢管的弯折产生影响,且在钢管完成弯折之后可以快速的向外抽出,并且恢复原状,便于后续钢管的加工。
附图说明
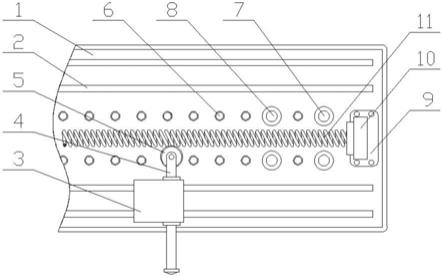
17.图1是本实用新型的结构示意图。
18.图2是本实用新型弯折轮的结构示意图。
19.图3是本实用新型弯折轮的结构示意图。
20.图中:
[0021]1‑
底部支撑箱,2
‑
滑槽,3
‑
弯折机构,4
‑
伸缩杆,5
‑
弯折轮,51
‑
支撑轮, 52
‑
缓冲垫,53
‑
转轴,6
‑
安装孔,7
‑
固定柱,8
‑
调整弯折柱,9
‑
固定块,10
‑
安装块,11
‑
防瘪结构,111
‑
安装台,112
‑
卡合扣,113
‑
安装座,114
‑
防瘪簧。
具体实施方式
[0022]
为了使本技术领域的人员更好地理解本实用新型方案,下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都应当属于本实用新型保护的范围。
[0023]
如附图1至附图3所示。
[0024]
本实用新型提供的一种用于液压机的大孔径无缝钢管弯管机构,包括底部支撑箱1,滑槽2,弯折机构3,伸缩杆4,弯折轮5,安装孔6,固定柱7,调整弯折柱8,固定块9,安装块10和防瘪结构11,其中:在底部支撑箱1的表面设置有滑槽2,在滑槽2的内部镶嵌有弯折机构3,在弯折机构3的内部通过齿轮咬合有伸缩杆4,在伸缩杆4的一端通过轴承安装有弯折轮5,在底部支撑箱1的表面设置有安装孔6,在安装孔6的内部通过螺纹设置有固定柱7,在安装孔6的内部通过螺纹设置有调整弯折柱8,在底部支撑箱1表面的一侧通过螺栓安装有固定块9,在固定块9的表面通过螺栓安装有安装块10,在安装块10 的内部镶嵌有防瘪结构11,并通过螺栓进行固定。
[0025]
一种用于液压机的大孔径无缝钢管弯管机构,其特征是包括如下使用步骤:
[0026]
1)设备的准备,首先,需要测量所需要加工的钢管的内径,然后选择可以放入钢管内部的防瘪结构11,且防瘪结构11应小于感官的内径,并留有一定的空间。
[0027]
2)设备的安装,将安装台111和卡合扣112对准安装块10内部的相对应的凹槽内部,并通过螺栓穿过卡合扣112将安装台111和卡合扣112安装在装块10的内部,完成按抓个。
[0028]
3)弯折位置的确定,首先将固定柱7安装在最靠近防瘪结构11的根部,用于固定需要加工钢管的一端,防止在加工做成中出现晃动;然后将调整弯折柱8安装在钢管需要弯折的位置的靠后位置,用于弯折点的定位,使钢管向一侧移动时出现阻挡点,从而进行弯折。
[0029]
4)弯折机构3的定位,首先移动弯折机构3,将其带动的弯折轮5移动到钢管需要弯折的位置的靠前位置,用于为钢管的弯折提供固定方向上的力,用于钢管的弯折。
[0030]
5)弯折工作的开始,将上述限定的位置固定好之后,开启电源,弯折机构 3开始工作,提供其内部的电机带动伸缩杆4移动,最终由伸缩杆4一端的弯折轮5接触钢管,在伸缩杆接触需要加工的钢管时,能有一个相对圆滑的面去接触钢管,且在钢管弯折可以通过转动释放一部分的应力,使弯折处相对圆滑,防止出现锐利的直角导致钢管折断。
[0031]
6)钢管的防瘪原理,由伸入的防瘪簧114从内向外的为需要加工的钢管提供一个支撑力,从而消除小范围内外界对钢管施加的压力,依次来保证加工时钢管不会出现瘪下的情况发生。
[0032]
7)钢管加工的完成,将弯折完成的感官从防瘪簧114的表面取下,完成钢管的弯折,且防瘪簧114恢复原状,进行下根钢管的加工。
[0033]
利用本实用新型所述技术方案,或本领域的技术人员在本实用新型技术方案的启
发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1