一种大直径筒体和锥体的修正工具的制作方法
1.本实用新型涉及机械钻孔领域,特别涉及一种大直径筒体和锥体的修正工具。
背景技术:
2.焊接变形为焊接过程中被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化称为焊接变形。随温度变化而变化的称为焊接瞬时变形;被焊工件完全冷却到初始温度时的改变,称为焊接残余变形。如钢构件在未受荷载前,由于施焊电弧高温会引起焊接变形,包括缩短、角度改变、弯曲变形等。
3.相关技术中,大直径筒体的焊接过程中易出现焊接变形或者局部变形问题,无法使用常规小直径筒体回圆修正的工艺,亦无法通过常规压机来修正,最终严重影响产品质量与外观;此外,大直径锥体成形、组焊之后,出现焊缝焊接变形也同样面临着无法返修的问题。
技术实现要素:
4.本实用新型提供了一种大直径筒体和锥体的修正工具,用于解决相关技术中大直径筒体或锥体出现焊缝焊接变形难以返修的问题。技术方案如下:
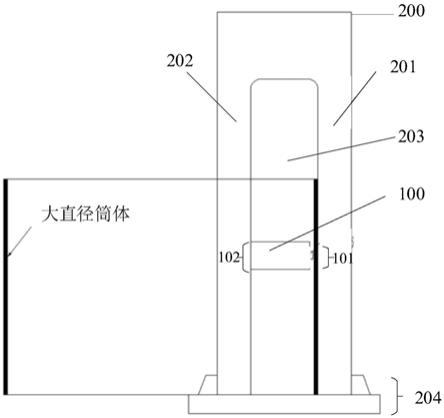
5.本实用新型提供一种大直径筒体和锥体的修正工具,所述大直径筒体和锥体的修正工具包括:便携式油缸100和修正工装框架200,其中,所述便携式油缸100包括修正端101和固定端102,所述修正工装框架200包括第一框架体201和第二框架体202;
6.所述第一框架体201和所述第二框架体202之间形成有中间腔203,所述便携式油缸100置于所述中间腔203内,且所述便携式油缸100的修正端101正对于所述第一框架体201,所述便携式油缸100的固定端102正对于所述第二框架体202;
7.所述便携式油缸100用于依靠自重对大直径筒体或大直径锥体的形变区域进行修正,所述工作区为所述大直径筒体或锥体与所述修正工装框架200正对的区域,所述大直径筒体或锥体套接于所述第一框架体201处;
8.所述修正工装框架200的底部设有底座模组204,所述底座模组204用于对所述修正工装框架200进行倾斜时和非倾斜时的固定。
9.可选的,所述大直径筒体和锥体的修正工具具有非倾斜形态与倾斜形态;
10.所述非倾斜形态下,所述修正工具用于对所述大直径筒体进行修正;
11.所述倾斜形态下,所述修正工具用于对所述大直径锥体进行修正。
12.可选的,所述底座模组204包括底板205和至少两个限位块206,所述限位块206设置于所述底板205的同侧,且所述限位块206之间形成有限位空间用于固定所述修正工装框架200。
13.可选的,所述非倾斜形态下,所述大直径筒体的底端与所述底板205的上侧贴合。
14.可选的,所述底座模组204还包括倾斜块207;
15.所述倾斜块207包括斜面208与倾斜固定块209,所述倾斜块207使用时,所述斜面
208与所述底板205的下侧贴合,且所述底板205的一端通过所述倾斜固定块209进行固定,所述底板205承载有所述修正工装框架200。
16.可选的,所述倾斜形态下,所述大直径锥体的底端与所述倾斜块207的底端平行,且所述大直径锥体的底端搁置于所述底板205之上,所述大直径锥体的侧面搁置于所述修正工装框架200的工作区。
17.可选的,所述底板205与所述限位块206通过螺母组件,和/或,卡扣进行固定。
18.综上所述,本实用新型中,提供了一种大直径筒体和锥体的修正工具,该大直径筒体和锥体的修正工具的各个组件可拆卸与替换使用,提高了整体工具的使用寿命也降低了生产成本;对于主要组件便携式油缸和修正工装框架而言,在与待修正的大直径筒体和锥体套接的过程中,可直接通过便携式油缸的自重对大直径筒体或锥体的形变区域进行修正,实现了用工装来替代压力框架的作业,提高了对大直径筒体或锥体焊缝缺陷和尺寸缺陷的修正能力。
附图说明
19.图1示出了本实用新型提供的一种大直径筒体和锥体的修正工具的结构示意图;
20.图2示出了本实用新型提供的另一种大直径筒体和锥体的修正工具的结构示意图;
21.图3示出了本实用新型提供的另一种大直径筒体和锥体的修正工具的结构示意图。
22.通过上述附图,已示出本公开明确的实施例,后文中将有更详细的描述。这些附图和文字描述并不是为了通过任何方式限制本公开构思的范围,而是通过参考特定实施例为本领域技术人员说明本公开的概念。
具体实施方式
23.为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型实施方式作进一步地详细描述。
24.在本文中提及的“多个”是指两个或两个以上。“和/或”,描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
25.请参考图1,其示出了本实用新型一个示意性实施例提供的大直径筒体和锥体的修正工具的结构示意图。
26.在本实用新型中,提供了一种大直径筒体和锥体的修正工具,大直径筒体和锥体的修正工具包括:便携式油缸100和修正工装框架200,其中,便携式油缸100包括修正端101和固定端102,修正工装框架200包括第一框架体201和第二框架体202。
27.如图1所示,第一框架体201和第二框架体202之间形成有中间腔203,便携式油缸100置于中间腔203内,且便携式油缸100的修正端101正对于第一框架体201,便携式油缸100的固定端102正对于第二框架体202。
28.便携式油缸100用于依靠自重对大直径筒体或大直径锥体的形变区域进行修正,工作区为大直径筒体或锥体与修正工装框架200正对的区域,大直径筒体或锥体套接于第
一框架体201处。
29.修正工装框架200的底部设有底座模组204,底座模组204用于对修正工装框架200进行倾斜时和非倾斜时的固定。
30.本实用新型中,提供了一种大直径筒体和锥体的修正工具,该大直径筒体和锥体的修正工具的各个组件可拆卸与替换使用,提高了整体工具的使用寿命也降低了生产成本;对于主要组件便携式油缸和修正工装框架而言,在与待修正的大直径筒体和锥体套接的过程中,可直接通过便携式油缸的自重对大直径筒体或锥体的形变区域进行修正,实现了用工装来替代压力框架的作业,提高了对大直径筒体或锥体焊缝缺陷和尺寸缺陷的修正能力。
31.进一步的,与相关技术相比,对于大直径筒体或锥体的形变修正无需通过压机来实现,而是通过便携式油缸的自重实现压力,且相关技术中的压机只能对小直径筒体或锥体进行回圆修正,无法实现对大直径筒体或锥体的修正。
32.在图1的基础上,请参考图2和图3,其示出了本实用新型另一个示意性实施例提供的大直径筒体和锥体的修正工具的结构示意图,以在该实施例中对大直径筒体和锥体的修正工具的结构做进一步的阐述。
33.如图2和图3所示,大直径筒体和锥体的修正工具具有非倾斜形态与倾斜形态。
34.其中,非倾斜形态下,修正工具用于对大直径筒体进行修正;倾斜形态下,修正工具用于对大直径锥体进行修正。
35.可选的,底座模组204包括底板205和至少两个限位块206,限位块206设置于底板205的同侧,且限位块206之间形成有限位空间用于固定修正工装框架200。
36.如图2所示,非倾斜形态下,大直径筒体的底端与底板205的上侧贴合。
37.在另一种可能的实施方式中,为了适应锥体的形变修改,底座模组204还包括倾斜块207。
38.其中,如图3所示,倾斜块207包括斜面208与倾斜固定块209,倾斜块207使用时,斜面208与底板205的下侧贴合,且底板205的一端通过倾斜固定块209进行固定,底板205承载有修正工装框架200。
39.倾斜形态下,大直径锥体的底端与倾斜块207的底端平行,且大直径锥体的底端搁置于底板205之上,大直径锥体的侧面搁置于修正工装框架200的工作区。
40.为了实现作业时的组件连接稳定性,底板205与限位块206通过螺母组件,和/或,卡扣进行固定,即通过螺母与螺钉组合固定,又或是通过组装件的卡扣实现组合固定。
41.本实用新型中,提供了一种大直径筒体和锥体的修正工具,该大直径筒体和锥体的修正工具的各个组件可拆卸与替换使用,提高了整体工具的使用寿命也降低了生产成本;对于主要组件便携式油缸和修正工装框架而言,在与待修正的大直径筒体和锥体套接的过程中,可直接通过便携式油缸的自重对大直径筒体或锥体的形变区域进行修正,实现了用工装来替代压力框架的作业,提高了对大直径筒体或锥体焊缝缺陷和尺寸缺陷的修正能力。
42.以上仅为本实用新型的可选实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1