一种用于车桥本体焊接的定位工装的制作方法
1.本实用新型主要涉及车桥本体的焊接技术,尤其涉及一种用于车桥本体焊接的定位工装。
背景技术:
2.车桥本体包括车桥桥壳、焊接在车桥桥壳上的气室支座和包覆车桥桥壳上的弹簧板座,弹簧板座包括上下前后四块板件,四块板件依次焊接形成包覆结构包覆固定在车桥桥壳上。
3.现有技术中,均是人工将气室支座定位在车桥桥壳上,再进行焊接。并且人工将四块板件围设在车桥桥壳上,再进行焊接,最终形成弹簧板座包覆固定在车桥桥壳上,而弹簧板座与车桥桥壳需要形成一定角度。该种方式,无法实现弹簧板座以及气室支座焊接时的角度精准定位,影响了焊接质量和焊接效率。
技术实现要素:
4.本实用新型要解决的技术问题是克服现有技术的不足,提供一种结构简单可靠、能实现角度精准定位、可提高焊接质量和焊接效率、适用范围广的用于车桥本体焊接的定位工装。
5.为解决上述技术问题,本实用新型采用以下技术方案:
6.一种用于车桥本体焊接的定位工装,包括机架、固定座、摆动座、驱动件、滚动支撑组、滑移台、用于定位车桥本体的定位盘、弹簧板座定位机构、气室支座定位机构和端部定位机构,所述固定座和滚动支撑组安装在机架上,所述滑移台滑装在固定座上,所述驱动件安装在固定座上并与滑移台连接,所述摆动座与滚动支撑组滚动连接,摆动座与滑移台活动连接,所述定位盘安装在摆动座上,所述气室支座定位机构安装在摆动座上,所述端部定位机构滑装在机架上对车桥本体端部进行定位,所述弹簧板座定位机构滑装在机架上、且弹簧板座定位机构位于端部定位机构和气室支座定位机构之间。
7.作为上述技术方案的进一步改进:
8.所述摆动座包括支撑板和设置在支撑板两侧的弧形摆动板,所述弧形摆动板弧形面与相应的滚动支撑组滚动连接,所述支撑板与滑移台活动连接,所述定位盘安装在支撑板上。
9.所述支撑板底部设有t形板,所述滑移台顶部设有u形铰耳,所述t形板插入u形铰耳内并与其活动连接。
10.所述u形铰耳的两块耳板上开设有竖向腰形孔,所述竖向腰形孔内安装有能竖向移动的销轴,所述t形板与销轴连接。
11.所述滚动支撑组包括多根安装在机架上的支撑腿,各支撑腿顶部安装有滚轮,各支撑腿均布在相应侧的弧形摆动板底部、且滚轮与相应的弧形面接触。
12.所述滚动支撑组还包括限位支撑台和安装在限位支撑台上的限位滚子,所述弧形
摆动板上开设有弧形限位孔,所述限位支撑台安装在机架上,所述限位滚子伸至弧形限位孔内。
13.所述定位盘上设置有多个用于对车桥本体定位的卡台。
14.所述驱动件包括电机和丝杆螺母传动副,所述电机安装在固定座上,所述丝杆螺母传动副安装在电机的输出端并与滑移台连接。
15.所述弹簧板座定位机构包括安装座和用于对弹簧板座四块板件进行定位的定位组,所述安装座滑装在机架上,所述定位组装设在安装座上。
16.所述定位组包括顶板定位件、底板定位件和一对侧板定位件,底板定位件和一对侧板定位件均装设在安装座上,所述顶板定位件装夹顶板后与一对侧板定位件对接。
17.所述侧板定位件包括侧支撑臂、侧推气缸和侧推定位板,所述侧支撑臂装设在安装座上,所述侧推气缸安装在侧支撑臂上,所述侧推定位板安装在侧推气缸的输出端。
18.所述侧推定位板包括侧推块和侧磁吸块,所述侧推块安装在侧推气缸的输出端,所述侧磁吸块安装在侧推块上。
19.所述侧推块上设置有用于和弹簧板座的侧板上孔位配合的定位销。
20.所述底板定位件包括顶升气缸和顶升定位板,所述顶升气缸均装设在安装座上,所述顶升定位板安装在顶升气缸的输出端。
21.所述顶升气缸的固定端装设有导向套,所述顶升定位板上装设与导向套配合套接的导向杆。
22.所述顶升定位板包括顶推块和顶磁吸块,所述顶推块安装在顶升气缸的输出端,所述顶磁吸块安装在顶推块上。
23.所述顶磁吸块上设置有用于和弹簧板座的底板配合的顶部卡扣和顶部凹槽。
24.所述顶板定位件包括提拿把手和提拿磁吸块,所述提拿磁吸块安装在提拿把手上。
25.所述提拿磁吸块上设置有用于和弹簧板座的顶板配合的底部卡扣和底部凹槽。
26.所述气室支座定位机构包括固定臂、摆臂气缸和用于夹装气室支座的夹头,所述固定臂安装在摆动座上,所述摆臂气缸安装在固定臂上,所述夹头安装在摆臂气缸的输出端。
27.所述夹头包括安装台和夹台,所述安装台安装在摆臂气缸的输出端,所述夹台装设在安装台上。
28.所述安装台包括上固定块、下固定块和压力弹簧,所述上固定块安装在摆臂气缸的输出端,所述下固定块通过压力弹簧与上固定块连接,所述夹台装设在下固定块上。
29.所述上固定块与下固定块之间穿设有导向柱。
30.所述夹台包括夹块和设置于夹块上的一对卡板。
31.所述夹块上装设有用于顶紧气室支座的弹簧销。
32.所述夹台装设有便于摆臂气缸复位的提手。
33.所述端部定位机构包括承载台、侧固定台和顶压台,所述承载台和侧固定台均安装在机架上,所述顶压台安装在侧固定台上并配合承载台夹紧车桥本体端部。
34.所述承载台顶部设置有可拆卸的v型定位台。
35.与现有技术相比,本实用新型的优点在于:
36.本实用新型的用于车桥本体焊接的定位工装,在装夹时,先根据弹簧板座与车桥桥壳所需要形成的角度,启动驱动件驱使滑移台移动,滑移台会推动定位盘,定位盘受滚动支撑组的约束,在滚动支撑组上摆动,从而实现摆动座摆动至所需角度,此时定位盘和气室支座定位机构均会形成所调角度,然后将车桥本体定位在定位盘上,车桥本体同样偏转成所调角度;通过两端的端部定位机构对车桥本体的端部进行夹持定位;然后将弹簧板座的四块板件安装在弹簧板座定位机构上,弹簧板座定位机构滑移到预定位置并进行锁紧,再利用弹簧板座定位机构将四块板件定位在车桥桥壳上形成包覆,最后将四块板件依次焊接;最后,将气室支座安装在气室支座定位机构上,然后启动气室支座定位机构,将气室支座压紧在车桥本体的预定位置,再将气室支座与车桥本体焊接连接。较传统的人工定位方式而言,该定位工装通过摆动座和定位盘的预先角度调节,使得车桥本体定位时就形成角度偏转,再通过弹簧板座定位机构和气室支座定位机构分别实现弹簧板座和气室支座的精准定位,保证最终弹簧板座与车桥桥壳形成角度,实现了角度精准定位,整体结构简单可靠,大大提高了焊接质量和焊接效率,其适用范围广。
附图说明
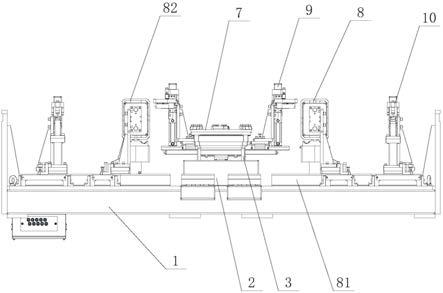
37.图1是本实用新型用于车桥本体焊接的定位工装的主视结构示意图(装配使用状态)。
38.图2是本实用新型用于车桥本体焊接的定位工装的俯视结构示意图(装配使用状态)。
39.图3是本实用新型用于车桥本体焊接的定位工装中固定座和摆动座安装状态的局部放大结构示意图。
40.图4是本实用新型用于车桥本体焊接的定位工装中固定座和摆动座安装状态的主视结构示意图。
41.图5是本实用新型用于车桥本体焊接的定位工装中固定座和摆动座安装状态的侧视结构示意图。
42.图6是本实用新型用于车桥本体焊接的定位工装中固定座和摆动座安装状态的俯视结构示意图。
43.图7是本实用新型用于车桥本体焊接的定位工装中侧板定位件的立体结构示意图。
44.图8是本实用新型用于车桥本体焊接的定位工装中底板定位件的主剖视结构示意图。
45.图9是本实用新型用于车桥本体焊接的定位工装中底板定位件的侧视结构示意图。
46.图10是本实用新型用于车桥本体焊接的定位工装中顶板定位件的主视结构示意图。
47.图11是本实用新型用于车桥本体焊接的定位工装中顶板定位件的立体结构示意图。
48.图12是本实用新型用于车桥本体焊接的定位工装中气室支座定位机构的立体结构示意图。
49.图13是本实用新型用于车桥本体焊接的定位工装中气室支座定位机构的主视结构示意图。
50.图14是本实用新型用于车桥本体焊接的定位工装中端部定位机构的立体结构示意图。
51.图中各标号表示:
52.1、机架;2、固定座;3、摆动座;31、支撑板;311、t形板;32、弧形摆动板;321、弧形限位孔;4、驱动件;41、电机;42、丝杆螺母传动副;5、滚动支撑组;51、支撑腿;52、滚轮;53、限位支撑台;54、限位滚子;6、滑移台;61、u形铰耳;611、竖向腰形孔;7、定位盘;71、卡台;8、弹簧板座定位机构;81、安装座;82、定位组;821、顶板定位件;8211、提拿把手;8212、提拿磁吸块;82121、底部卡扣;82122、底部凹槽;822、底板定位件;8221、顶升气缸;8222、顶升定位板;82221、顶推块;82222、顶磁吸块;822221、顶部卡扣;822222、顶部凹槽;8223、导向套;8224、导向杆;823、侧板定位件;8231、侧支撑臂;8232、侧推气缸;8233、侧推定位板;82331、侧推块;823311、定位销;82332、侧磁吸块;9、气室支座定位机构;91、固定臂;92、摆臂气缸;93、夹头;931、安装台;9311、上固定块;9312、下固定块;9313、压力弹簧;9314、导向柱;932、夹台;9321、夹块;9322、对卡板;9323、弹簧销;94、提手;10、端部定位机构;101、承载台;1011、v型定位台;102、侧固定台;103、顶压台。
具体实施方式
53.以下将结合说明书附图和具体实施例对本实用新型做进一步详细说明。
54.图1至图14示出了本实用新型用于车桥本体焊接的定位工装的一种实施例,包括机架1、固定座2、摆动座3、驱动件4、滚动支撑组5、滑移台6、用于定位车桥本体的定位盘7、弹簧板座定位机构8、气室支座定位机构9和端部定位机构10,固定座2和滚动支撑组5安装在机架1上,滑移台6滑装在固定座2上,驱动件4安装在固定座2上并与滑移台6连接,摆动座3与滚动支撑组5滚动连接,摆动座3与滑移台6活动连接,定位盘7安装在摆动座3上,气室支座定位机构9安装在摆动座3上,端部定位机构10滑装在机架1上对车桥本体端部进行定位,弹簧板座定位机构8滑装在机架1上、且弹簧板座定位机构8位于端部定位机构10和气室支座定位机构9之间。在装夹时,先根据弹簧板座与车桥桥壳所需要形成的角度,启动驱动件4驱使滑移台6移动,滑移台6会推动定位盘7,定位盘7受滚动支撑组5的约束,在滚动支撑组5上摆动,从而实现摆动座3摆动至所需角度,此时定位盘7和气室支座定位机构9均会形成所调角度,然后将车桥本体定位在定位盘7上,车桥本体同样偏转成所调角度;通过两端的端部定位机构10对车桥本体的端部进行夹持定位;然后将弹簧板座的四块板件安装在弹簧板座定位机构8上,弹簧板座定位机构8滑移到预定位置并进行锁紧,再利用弹簧板座定位机构8将四块板件定位在车桥桥壳上形成包覆,最后将四块板件依次焊接;最后,将气室支座安装在气室支座定位机构9上,然后启动气室支座定位机构9,将气室支座压紧在车桥本体的预定位置,再将气室支座与车桥本体焊接连接。较传统的人工定位方式而言,该定位工装通过摆动座3和定位盘7的预先角度调节,使得车桥本体定位时就形成角度偏转,再通过弹簧板座定位机构8和气室支座定位机构9分别实现弹簧板座和气室支座的精准定位,保证最终弹簧板座与车桥桥壳形成角度,实现了角度精准定位,整体结构简单可靠,大大提高了焊接质量和焊接效率,其适用范围广。
55.本实施例中,摆动座3包括支撑板31和设置在支撑板31两侧的弧形摆动板32,弧形摆动板32弧形面与相应的滚动支撑组5滚动连接,支撑板31与滑移台6活动连接,定位盘7安装在支撑板31上。该结构中,支撑板31用于安装定位盘7,两侧的弧形摆动板32受滑移台6作用,在滚动支撑组5上摆动至所需角度。其结构简单巧妙。
56.本实施例中,支撑板31底部设有t形板311,滑移台6顶部设有u形铰耳61,t形板311插入u形铰耳61内并与其活动连接。该结构中,通过u形铰耳61和t形板311的活动连接,实现了弧形摆动板32的摆动功能。
57.本实施例中,u形铰耳61的两块耳板上开设有竖向腰形孔611,竖向腰形孔611内安装有能竖向移动的销轴,t形板311与销轴连接。由于滑移台6是直线运行,受滚动支撑组5的约束,弧形摆动板32的摆动可以分解为平移和上升运动,那么通过销轴可以在竖向腰形孔61内竖向移动,最终形成弧形摆动板32的摆动,其结构简单、设计巧妙。
58.本实施例中,滚动支撑组5包括多根安装在机架1上的支撑腿51,各支撑腿51顶部安装有滚轮52,各支撑腿51均布在相应侧的弧形摆动板32底部、且滚轮52与相应的弧形面接触。该结构中,弧形摆动板32受推力时,会在滚轮52上摆动,保证了摆动的稳定性和顺畅性。
59.本实施例中,滚动支撑组5还包括限位支撑台53和安装在限位支撑台53上的限位滚子54,弧形摆动板32上开设有弧形限位孔321,限位支撑台53安装在机架1上,限位滚子54伸至弧形限位孔321内。该结构中,通过限位滚子54和弧形限位孔321的约束,实现了对弧形摆动板32极限位置的限位功能,起到一定的保护作用。
60.本实施例中,定位盘7上设置有多个用于对车桥本体定位的卡台71。该卡台71用于与车桥本体配合定位,防止焊接过程中车桥本体误动。
61.本实施例中,驱动件4包括电机41和丝杆螺母传动副42,电机41安装在固定座2上,丝杆螺母传动副42安装在电机41的输出端并与滑移台6连接。该结构中,电机41的旋转运动通过丝杆螺母传动副42转换为滑移台6的直线运动,滑移台6的直线运动通过滚动支撑组5的约束以及销轴和竖向腰形孔61的配合,最终形成弧形摆动板32的摆动。
62.本实施例中,弹簧板座定位机构8包括安装座81和用于对弹簧板座四块板件进行定位的定位组82,安装座81滑装在机架1上,定位组82装设在安装座81上。在装夹时,先将安装座81滑移到预定位置并进行锁紧,然后将弹簧板座的四块板件安装在定位组82上,再利用定位组82将四块板件定位在车桥桥壳上形成包覆,最后将四块板件依次焊接。较传统的人工定位方式而言,该弹簧板座定位机构8通过安装座81的移动能够适应不同尺寸的车桥本体,保证四块板件能够输送至预定位置;再通过定位组82能够将四块板件精准定位在安装位置,防止产生焊接过程中产生误动。
63.本实施例中,定位组82包括顶板定位件821、底板定位件822和一对侧板定位件823,底板定位件822和一对侧板定位件823均装设在安装座81上,顶板定位件821装夹顶板后与一对侧板定位件823对接。该结构中,顶板定位件821实现顶板的定位功能,底板定位件822实现底板的定位功能,而一对侧板定位件823则实现两块侧板的定位功能,如此可将四块分离的板件从上下前后定位到车桥桥壳上进行焊接以形成包覆结构的弹簧板座。
64.本实施例中,侧板定位件823包括侧支撑臂8231、侧推气缸8232和侧推定位板8233,侧支撑臂8231装设在安装座81上,侧推气缸8232安装在侧支撑臂8231上,侧推定位板
8233安装在侧推气缸8232的输出端。该结构中,侧支撑臂8231为侧推气缸8232提供安装和支撑基础,侧推气缸8232的固定端安装在侧支撑臂8231上,其输出端驱使侧推定位板8233伸缩,将侧板安装在侧推定位板8233上,侧推定位板8233的伸缩会带动侧板精准的定位到车桥桥壳上。
65.本实施例中,侧推定位板8233包括侧推块82331和侧磁吸块82332,侧推块82331安装在侧推气缸8232的输出端,侧磁吸块82332安装在侧推块82331上。该结构中,侧推块82331主要用于安装侧磁吸块82332,形成面接触,保证推力均匀;而侧磁吸块82332能实现对侧板的吸附定位,提高了侧板的快速装卸效果。
66.本实施例中,侧推块82331上设置有用于和弹簧板座的侧板上孔位配合的定位销823311。侧板上具有原生的孔位,通过多根定位销823311与其原生的孔位形成配合,能够防止侧板误动,进一步达到限位效果,保证焊接质量。
67.本实施例中,底板定位件822包括顶升气缸8221和顶升定位板8222,顶升气缸8221均装设在安装座81上,顶升定位板8222安装在顶升气缸8221的输出端。该结构中,通过顶升气缸8221带动顶升定位板8222升降,底板安装在顶升定位板8222上,顶升定位板8222的升降会带动侧底板精准的定位到车桥桥壳上。
68.本实施例中,顶升气缸8221的固定端装设有导向套8223,顶升定位板8222上装设与导向套8223配合套接的导向杆8224。该结构中,通过导向套8223和导向杆8224的配合导向,保证升降过程的稳定性和顺畅性。
69.本实施例中,顶升定位板8222包括顶推块82221和顶磁吸块82222,顶推块82221安装在顶升气缸8221的输出端,顶磁吸块82222安装在顶推块82221上。该结构中,顶推块82221用于安装顶磁吸块82222,形成面接触,保证推力均匀;而顶磁吸块82222能实现对底板的吸附定位,提高了底板的快速装卸效果。
70.本实施例中,顶磁吸块82222上设置有用于和弹簧板座的底板配合的顶部卡扣822221和顶部凹槽822222。底板上具有原生的中间孔和圆凸,通过顶部卡扣822221和顶部凹槽822222与其仿形适配,够防止底板误动,进一步达到限位效果,保证焊接质量。
71.本实施例中,顶板定位件821包括提拿把手8211和提拿磁吸块8212,提拿磁吸块8212安装在提拿把手8211上。该结构中,顶板吸附在提拿磁吸块8212上,当底板和两块侧板均定好位后,操作人员通过提拿把手8211将顶板提起,并使顶板的两侧边沿与两块侧板对接,再进行焊接,其结构简单可靠。
72.本实施例中,提拿磁吸块8212上设置有用于和弹簧板座的顶板配合的底部卡扣82121和底部凹槽82122。顶板上具有原生的中间孔和圆凸,通过底部卡扣82121和底部凹槽82122与其仿形适配,够防止顶板误动,进一步达到限位效果,保证焊接质量。
73.本实施例中,气室支座定位机构9包括固定臂91、摆臂气缸92和用于夹装气室支座的夹头93,固定臂91安装在摆动座3上,摆臂气缸92安装在固定臂91上,夹头93安装在摆臂气缸92的输出端。在装夹时,先将气室支座安装在夹头93上,然后启动摆臂气缸92,摆臂气缸92通过夹头93将气室支座压紧在车桥本体的预定位置,再将气室支座与车桥本体焊接连接。较传统的人工定位方式而言,该定位工装通过夹头93实现气室支座的装夹,再通过摆臂气缸92将气室支座精准地压紧在车桥本体的预定位置,防止产生焊接过程中产生误动。
74.本实施例中,夹头93包括安装台931和夹台932,安装台931安装在摆臂气缸92的输
出端,夹台932装设在安装台931上。该结构中,安装台931与摆臂气缸92的输出端连接,为夹台932提供安装基础,夹台932用于装夹气室支座,其结构简单可靠。
75.本实施例中,安装台931包括上固定块9311、下固定块9312和压力弹簧9313,上固定块9311安装在摆臂气缸92的输出端,下固定块9312通过压力弹簧9313与上固定块9311连接,夹台932装设在下固定块9312上。该结构中,在下压定位时,上固定块9311会通过压力弹簧9313进一步压紧下固定块9312,从而实现夹台932产生进一步的压紧力,最终能够提高焊接质量。
76.本实施例中,上固定块9311与下固定块9312之间穿设有导向柱9314。通过导向柱9314的作用,保证下压时的稳定性和顺畅性。
77.本实施例中,夹台932包括夹块9321和设置于夹块9321上的一对卡板9322。该夹块9321底部设置有凹腔,装夹时,气室支座位于凹腔内,并通过一对卡板9322形成夹持。
78.本实施例中,夹块9321上装设有用于顶紧气室支座的弹簧销9323。在气室支座装夹时,弹簧销9323行进行避让,确保气室支座能够进入凹腔内,然后弹簧销9323弹出顶紧气室支座,进一步提高了对气室支座的装夹力。
79.本实施例中,夹台932装设有便于摆臂气缸92复位的提手94。当焊接完成后,操作人员通过提手94向上提拉,使摆臂气缸92复位。
80.本实施例中,端部定位机构10包括承载台101、侧固定台102和顶压台103,承载台101和侧固定台102均安装在机架1上,顶压台103安装在侧固定台102上并配合承载台101夹紧车桥本体端部。该结构中,通过承载台101和顶压台103的配合实现对对车桥本体端部的夹持定位,其结构简单可靠。
81.本实施例中,承载台101顶部设置有可拆卸的v型定位台1011。v型定位台1011设置为可拆卸的快换模块,不同的v型定位台1011能够适应不同尺寸的车桥本体端部,其结构简单,适用范围广。
82.虽然本实用新型已以较佳实施例揭示如上,然而并非用以限定本实用新型。任何熟悉本领域的技术人员,在不脱离本实用新型技术方案范围的情况下,都可利用上述揭示的技术内容对本实用新型技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本实用新型技术方案的内容,依据本实用新型技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本实用新型技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1