一种焊头结构的制作方法
1.本实用新型涉及焊接技术领域,尤其涉及一种焊头结构。
背景技术:
2.锡焊是利用低熔点的锡基合金焊料加热熔化后渗入金属件连接处的缝隙内并填充金属件之间的间隙实现金属件的连接以及电连接的焊接方法,广泛应用于电子工业中。
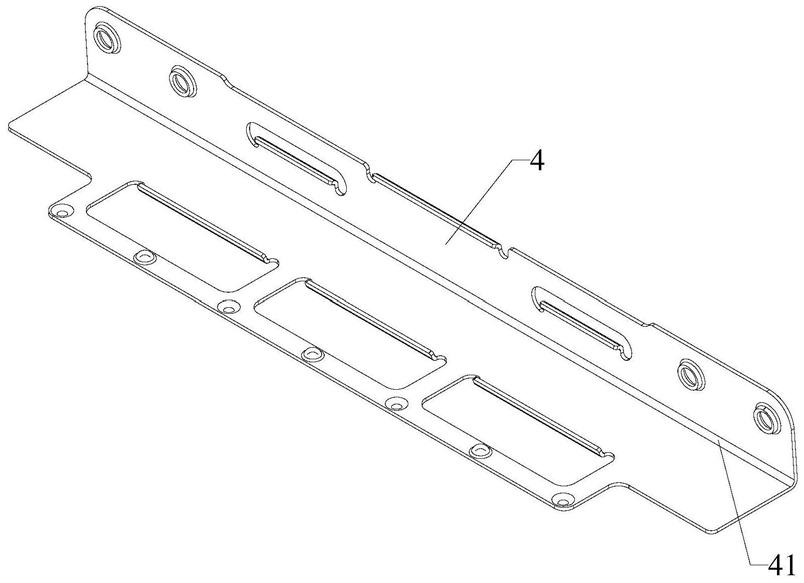
3.如图1和图2所示,现有的电子产品中难免存在具有一定弯折角度的异型金属零件4,为了确保异型金属零件4与其它金属零件之间的焊接牢固,异型金属零件4中与其折痕41相连的两个面均需要与其他金属零件或pcb板焊接,常规的焊头回路设置相对复杂并且由于异型金属零件4的弯折结构导致焊头的发热点离焊接的位置较远,焊接过程中加热焊料以及等待焊料冷却的时间长,导致产品焊接所需的周期较长,并且焊接设备需要较高的加热温度才能将焊料熔化,造成焊接设备的能耗高、焊接效率低,进而影响产品的生产效率。
技术实现要素:
4.本实用新型所要解决的技术问题是:提供一种能够节约能耗的焊头结构。
5.为了解决上述技术问题,本实用新型采用的技术方案为:一种焊头结构,包括依次相连的第一基体、焊接头和第二基体,所述焊接头呈w字型,所述焊接头具有第一接触面和第二接触面,所述第一接触面和所述第二接触面分别与异型金属零件上与折痕相连的两个面相抵触,所述第一接触面上设有内凹的第一凹槽,所述第二接触面上设有内凹的第二凹槽。
6.进一步的,所述第一接触面与所述第二接触面之间的夹角为86
°
。
7.进一步的,所述焊接头的侧面还设有凸出的感温线。
8.进一步的,所述第二凹槽的宽度大于所述第一凹槽的宽度,所述第二凹槽的深度大于所述第一凹槽的深度。
9.进一步的,所述第一基体与所述第二基体平行设置。
10.进一步的,所述第一基体与所述第二基体之间的间隔为2.0mm。
11.进一步的,所述第一基体上设有多个贯穿所述第一基体的第一安装孔,所述第一安装孔在所述第一基体上间隔设置。
12.进一步的,所述第二基体上设有多个贯穿所述第二基体的第二安装孔,所述第二安装孔的数量与所述第一安装孔的数量相同,所述第二安装孔在所述第二基体上间隔设置。
13.进一步的,所述第一安装孔与所述第二安装孔一一对齐设置。
14.本实用新型的有益效果在于:焊头结构通过依次连接的第一基体、焊接头和第二基体形成完整的焊接回路,焊接头采用与异型金属零件相适配的w型,且焊接头与异型金属零件抵触的第一接触面和第二接触面上分别设置了第一凹槽和第二凹槽,通过第一凹槽和第二凹槽改变焊头结构的整体形状和内部电源流向,使焊接头的发热端与异型金属零件的
焊接位置更加接近,减少焊头结构在焊接过程中的能量损失,使焊接设备能够更有效的加热焊料,异型金属件的焊接时间可缩短一半以上,且焊接设备的加热温度可降低30~50℃,利于减少降低焊接设备的能耗并提高焊接效率。
附图说明
15.图1为现有技术中异型金属零件的结构示意图;
16.图2为现有技术中异型金属零件的侧视图;
17.图3为本实用新型实施例一的焊头结构的结构示意图;
18.图4为本实用新型实施例一的焊头结构另一视角的结构示意图;
19.图5为本实用新型实施例一的焊头结构的侧视图;
20.图6为本实用新型实施例一的焊头结构与异型金属零件配合的结构示意图;
21.图7为本实用新型实施例一的焊头结构与异型金属零件配合的侧视图。
22.标号说明:
23.1、第一基体;11、第一安装孔;2、第二基体;21、第二安装孔;3、焊接头;31、第一接触面;32、第二接触面;33、第一凹槽;34、第二凹槽;35、感温线;4、异型金属零件;41、折痕。
具体实施方式
24.为详细说明本实用新型的技术内容、所实现目的及效果,以下结合实施方式并配合附图予以说明。
25.请参照图3至图7,一种焊头结构,包括依次相连的第一基体1、焊接头3和第二基体2,所述焊接头3呈w字型,所述焊接头3具有第一接触面31和第二接触面32,所述第一接触面31和所述第二接触面32分别与异型金属零件4上与折痕41相连的两个面相抵触,所述第一接触面31上设有内凹的第一凹槽33,所述第二接触面32上设有内凹的第二凹槽34。
26.本实用新型的结构原理简述如下:焊头结构通过依次连接的第一基体1、焊接头3和第二基体2形成完整的焊接回路,焊接头3采用与异型金属零件4相适配的w型,且焊接头3与异型金属零件4抵触的第一接触面31和第二接触面32上分别设置了第一凹槽33和第二凹槽34,通过第一凹槽33和第二凹槽34改变焊头结构的整体形状和内部电源流向,使焊接头3的发热端与异型金属零件4的焊接位置更加接近。
27.从上述描述可知,本实用新型的有益效果在于:本实用新型提供的焊头结构可减少焊头结构在焊接过程中的能量损失,使焊接设备能够更有效的加热焊料,异型金属件的焊接时间可缩短一半以上,且焊接设备的加热温度可降低30~50℃,利于减少降低焊接设备的能耗并提高焊接效率。
28.进一步的,所述第一接触面31与所述第二接触面32之间的夹角为86
°
。
29.由上述描述可知,将第一接触面31和第二接触面32的夹角设置为86
°
,便于第一接触面31和第二接触面32与异型金属零件4的折弯处贴合。
30.进一步的,所述焊接头3的侧面还设有凸出的感温线35。
31.由上述描述可知,在焊接头3的侧面设置感温线35用于感应焊接头3发热端的温度。
32.进一步的,所述第二凹槽34的宽度大于所述第一凹槽33的宽度,所述第二凹槽34
的深度大于所述第一凹槽33的深度。
33.由上述描述可知,第一凹槽33和第二凹槽34的宽度以及深度可按需设置,以使焊接头3的发热端与异型金属零件4上的焊接位置相适配,确保焊头结构具有最佳的性能。
34.进一步的,所述第一基体1与所述第二基体2平行设置。
35.进一步的,所述第一基体1与所述第二基体2之间的间隔为2.0mm。
36.由上述描述可知,第一基体1和第二基体2平行设置并保持一定的间隔,确保电流能够在焊头结构中正常流动。
37.进一步的,所述第一基体1上设有多个贯穿所述第一基体1的第一安装孔11,所述第一安装孔11在所述第一基体1上间隔设置。
38.进一步的,所述第二基体2上设有多个贯穿所述第二基体2的第二安装孔21,所述第二安装孔21的数量与所述第一安装孔11的数量相同,所述第二安装孔21在所述第二基体2上间隔设置。
39.进一步的,所述第一安装孔11与所述第二安装孔21一一对齐设置。
40.由上述描述可知,设置在第一基体1和第二基体2上的第一安装孔11和第二安装孔21使焊头结构可方便的安装在焊接设备上,并便于焊头结构与焊接设备连通使焊头结构中产生电流。
41.实施例一
42.请参照图3至图7,本实用新型的实施例一为:一种焊头结构,用于焊接异型金属零件4,包括依次相连的第一基体1、焊接头3和第二基体2,所述第一基体1、所述焊接头3及所述第二基体2形成完整的焊接回路,所述焊接头3呈与所述异型金属零件4的折弯部相配合的w型,使所述异型金属零件4上与其折痕41相连的两个面同时与其它金属零件焊接,确保所述异型金属零件4与其它金属零件焊接牢靠,所述焊头结构还能够降低焊接设备在焊接所述异型金属零件4过程中产生的能量损耗,并缩短焊接时间以提高效率。
43.如图3至图5所示,所述焊接头3包括第一接触面31和第二接触面32,所述第一接触面31和所述第二接触面32分别与所述异型金属零件4上与所述折痕41相连的两个面抵触,所述异型金属零件4上的多个焊接位置分别位于与所述折痕41相连的两个面相对的两面上,所述第一接触面31上设有内凹的第一凹槽33,所述第二接触面32上设有内凹的第二凹槽34,通过设置所述第一凹槽33及所述第二凹槽34使所述焊头结构的整体形状发生改变,所述焊头结构与焊接设备接通后所述焊头结构内的电流流向随所述焊头结构的外形变化,使所述焊接头3的两个发热端分别位于所述第一接触面31远离所述第二接触面32的一端以及所述第二接触面32远离所述第一接触面31的一端,进而使所述焊接头3的发热端与所述异型金属零件4上的焊接位置更加接近,提高所述焊接头3的发热端产生的热量传导至所述异型金属零件4上的焊接位置的效率,减少所述焊头结构在焊接过程中的能量损失,使焊接设备能够更有效的加热焊料,所述焊料加热以及冷却所需的时间,使所述异型金属件的焊接时间可缩短一半以上,大大提高焊接效率,且焊接设备的加热温度可降低30~50℃,利于减少降低焊接设备的能耗。
44.在本实施例中,所述第一接触面31与所述第二接触面32的夹角呈86
°
,且所述第二凹槽34的宽度大于所述的第一凹槽33的宽度、所述第二凹槽34的深度大于所述第一凹槽33的深度,使所述焊接头3的形状与所述异型金属零件4上焊接位置的分布相适配,确保所述
焊接头3具有最佳的焊接性能。所述焊头结构焊接其它外形的所述异型金属零件4时,所述第一凹槽33及所述第二凹槽34的尺寸和位置可按需设置。
45.优选的,所述焊接头3的侧面还设有感温线35,通过所述感温线35可监测所述焊接头3在焊接过程中的温度变化,进而焊接设备可通过所述感温线35测得的数据控制所述焊接头3的温度,使所述焊接头3均匀发热,确保所述异型金属零件4的焊接质量,避免出现虚焊。
46.如图6和图7所示,所述第一基体1和所述第二基体2平行设置且所述第一基体1和所述第二基体2之间间隔2.0mm,使所述焊头结构与所述焊接设备连通后电流依次流过所述第一基体1、所述焊接头3及所述第二基体2,确保所述焊头结构稳定运行。
47.具体的,所述第一基体1上设有多个贯穿所述第一基体1的第一安装孔11,所述第一安装孔11在所述第一基体1上间隔设置,所述第二基体2上设有设有多个贯穿所述第二基体2的第二安装孔21,所述第二安装孔21在所述第二基体2上间隔设置,优选的,所述第一安装孔11的数量与所述第二安装孔21的数量相同且所述第一安装孔11与所述第二安装孔21一一对齐设置,通过所述第一安装孔11及所述第二安装孔21可方便的将所述焊头结构安装至焊接设备上,并可通过所述第一安装孔11及所述第二安装孔21将所述焊头结构与焊接设备电连接为所述焊头结构通电,大大方便了所述焊头结构的安装及使用。
48.可选的,所述第一基体1的顶面长41.0mm、宽5.0mm,所述第一安装孔11设置在所述第一基体1的侧面,所述第一安装孔11的数量为三个,三个所述第一安装孔11设置在同一水平线上,且任意相邻两个所述第一安装孔11的中心之间的间距为15.0mm,所述第二基体2的尺寸与所述第一基体1相同且所述第二安装孔21与所述第一安装孔11一一对齐,所述焊头结构的整体尺寸与所述异型金属零件4的尺寸相适配使所述焊头结构方便使用。
49.综上所述,本实用新型提供的焊头结构可减少焊接过程中的能量损失,使焊接设备能够更有效的加热焊料,异型金属件的焊接时间可缩短一半以上,提高焊接效率,且焊接设备的加热温度可降低30~50℃,减少降低焊接设备的能耗,同时焊头结构安装方便、运行稳定,便于与焊接设备连通。
50.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等同变换,或直接或间接运用在相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1