一种钢板卷卷型修整装置的制作方法
1.本实用新型涉及一种钢板卷卷型修整装置,属于冶金热轧带钢生产设备技术领域。
背景技术:
2.热轧带钢因最终用途的不同存在多种成分体系,其中高碳钢、热冲压钢、双相钢等产品具有较强的淬透性,在层冷过程中受到冷速抑制奥氏体相变比较例小,在成卷后奥氏体比例超过百分之五十。奥氏体相变会造成体积膨胀,之后冷却至室温的过程中又伴有体积收缩,这两项体积变化共同作用将导致钢卷的层间间隙增大,受重力的影响,纵向间隙被压紧,横向间隙扩大,钢卷逐渐由圆型变成椭圆形,形成扁卷。若扁卷问题严重,使钢卷的内径小于后续应用时的开卷机芯轴直径将导致无法上卷,需人工切除钢卷的部分内圈,这样不仅影响了生产效率,同时降低了产品的成材率,影响产品效益。为此,需要设计一种钢板卷卷型修整装置,通过抑制钢卷在相变和冷却过程中的形状变化,减轻或消除扁卷的发生。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种钢板卷卷型修整装置,通过抑制钢卷在相变和冷却过程中的形状变化,减轻或消除扁卷的发生。
4.本实用新型的技术方案是:
5.一种钢板卷卷型修整装置,包括底板和底板上对称设置的两套旋转压板、支撑座、转轴、转轴座,所述底板为钢板,所述旋转压板外形截面为多边形的钢结构,底部最长面为安装板,内侧四个面依次为托板ⅰ、托板ⅱ、托板ⅲ、托板ⅳ,所述转轴座为设置有安装孔的耳型钢板,固定连接在安装板下端,所述支撑座为设置有安装孔的钢板,所述支撑座固定连接在底板上,所述转轴通过装配安装孔与支撑座和转轴座装配安装,所述转轴与安装孔相匹配。
6.所述对称设置的两套转轴之间的距离与钢卷的外径比为1.03。
7.所述每套旋转压板有3
‑
10件。
8.所述旋转压板的中间部位下部固定连接的转轴座的安装孔为半圆形。
9.所述旋转压板的中间部位下部装配的支撑座的安装孔为半圆形。
10.所述托板ⅰ与安装板平行,托板ⅱ与托板ⅰ之间的夹角为157
‑
161度,托板ⅲ与托板ⅱ之间的夹角为133
‑
137度,托板ⅳ与托板ⅲ之间的夹角为108
‑
112度。
11.所述托板ⅰ、托板ⅱ、托板ⅲ、托板ⅳ的长度比为5:4:5:4。
12.所述支撑座高度与钢卷的外径的比例为1:5.4。
13.所述托板ⅰ的长度为支撑座高度的/sin45
°
倍。
14.所述旋转压板的宽度为900
‑
1750毫米。
15.本实用新型的有益效果:本实用新型将钢卷的重力转化为钢卷两侧的压紧力,抑制钢卷在相变和冷却过程中的横向变形,实现减轻或消除扁卷的目的。本装置自身不包含
动力装置,结构简单,维护方便,实用性强。
附图说明
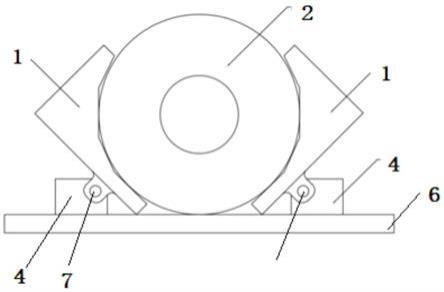
16.图1为本实用新型装置示意图;
17.图2为本实用新型装置支撑座、底板示意图;
18.图3为本实用新型装置支撑座、半圆形安装孔的支撑座、底板、转轴示意图;
19.图4为本实用新型装置支撑座示意图;
20.图5为本实用新型装置半圆形安装孔的支撑座示意图;
21.图6为本实用新型装置旋转压板示意图;
22.图7为本实用新型装置旋转压板、转轴座、半圆形安装孔的转轴座示意图;
23.图8为本实用新型装置转轴座示意图;
24.图9为本实用新型装置半圆形安装孔的转轴座示意图;
25.图10为本实用新型装置使用状态示意图;
26.图中标记为:旋转压板1、钢卷2、安装板3、支撑座4、半圆形安装孔的支撑座5、底板6、转轴7、托板ⅰ8、托板ⅱ9、托板ⅲ10、托板ⅳ11、转轴座12、半圆形安装孔的转轴座13、安装孔14。
具体实施方式
27.下面结合附图和具体实施方式对本实用新型作进一步详细的描述。
28.如附图所示,一种钢板卷卷型修整装置,包括底板6和底板6上对称设置的两套旋转压板1、支撑座4、转轴7、转轴座12,所述底板6为钢板,所述旋转压板1外形截面为多边形的钢结构,底部最长面为安装板3,内侧四个面依次为托板ⅰ8、托板ⅱ9、托板ⅲ10、托板ⅳ11,所述转轴座12为设置有安装孔14的耳型钢板,固定连接在安装板3下端,所述支撑座4为设置有安装孔14的钢板,所述支撑座4固定连接在底板6上,所述转轴7通过装配安装孔14与支撑座4和转轴座12装配安装,所述转轴7与安装孔14相匹配。所述对称设置的两套转轴7之间的距离与钢卷2的外径比为1.03。所述每套旋转压板1有7件。
29.所述旋转压板1的中间部位下部固定连接的转轴座12的安装孔14为半圆形,所述旋转压板1的中间部位下部装配的支撑座4的安装孔14为半圆形。上述设计,方便转轴7的拆卸和维护,应用时刻定期对转轴7的连接部位加注润滑脂,减轻铰链磨损,延长转轴7的使用寿命。
30.所述托板ⅰ8与安装板3平行,托板ⅱ9与托板ⅰ8之间的夹角为159度,托板ⅲ10与托板ⅱ9之间的夹角为135度,托板ⅳ11与托板ⅲ10之间的夹角为110度。所述托板ⅰ8、托板ⅱ9、托板ⅲ10、托板ⅳ11的长度比为5:4:5:4。通过以上的规格及尺寸的限制,能够保证钢卷2放置在本装置上之后,与托板9能够压紧到钢卷的两侧,阻止钢卷的横向变形。
31.所述支撑座4高度与钢卷2的外径的比例为1:5.4。所述托板ⅰ8的长度为支撑座4高度的/sin45
°
倍。所述旋转压板1的宽度为1200毫米。
32.本实用新型在空载时,由于旋转压板1自身重力分布呈打开状态。钢卷2从卷取机下卷后,不进行倒梁入库,通过天车运输并放置于本装置上,放置过程中钢卷2下部接触到托板ⅰ8并逐步使旋转压板1发生旋转,使托板ⅱ9压紧在钢卷两侧,实现阻止钢卷2横向变形
的效果,使钢卷2在冷却和相变过程中保持圆形。待钢卷温度<100℃以后通过天车将钢卷移出本装置,实施后续的储存、运输、应用等步骤。
33.钢卷2移出本装置过程中,随着钢卷2起吊,旋转压板1自动打开,不会阻碍卸卷。此时钢带已完成“膨胀
→
收缩”的体积变化,并且钢带的冷态强度使钢卷的形状在短期内将不会发生改变,能够保证后续的开卷顺利进行,但不宜长期储存。
34.本实用新型将钢卷的重力转化为钢卷两侧的压紧力,抑制钢卷在相变和冷却过程中的横向变形,实现减轻或消除扁卷的目的。本装置自身不包含动力装置,结构简单,维护方便,实用性强。
技术特征:
1.一种钢板卷卷型修整装置,其特征是包括底板(6)和底板(6)上对称设置的两套旋转压板(1)、支撑座(4)、转轴(7)、转轴座(12),所述底板(6)为钢板,所述旋转压板(1)外形截面为多边形的钢结构,底部最长面为安装板(3),内侧四个面依次为托板ⅰ(8)、托板ⅱ(9)、托板ⅲ(10)、托板ⅳ(11),所述转轴座(12)为设置有安装孔(14)的耳型钢板,固定连接在安装板(3)下端,所述支撑座(4)为设置有安装孔(14)的钢板,所述支撑座(4)固定连接在底板(6)上,所述转轴(7)通过装配安装孔(14)与支撑座(4)和转轴座(12)装配安装,所述转轴(7)与安装孔(14)相匹配。2.如权利要求1所述钢板卷卷型修整装置,其特征是所述对称设置的两套转轴(7)之间的距离与钢卷(2)的外径比为1.03。3.如权利要求1所述钢板卷卷型修整装置,其特征是所述每套旋转压板(1)有3
‑
10件。4.如权利要求3所述钢板卷卷型修整装置,其特征是所述旋转压板(1)的中间部位下部固定连接的转轴座(12)的安装孔(14)为半圆形。5.如权利要求3所述钢板卷卷型修整装置,其特征是所述旋转压板(1)的中间部位下部装配的支撑座(4)的安装孔(14)为半圆形。6.如权利要求1所述钢板卷卷型修整装置,其特征是所述托板ⅰ(8)与安装板(3)平行,托板ⅱ(9)与托板ⅰ(8)之间的夹角为157
‑
161度,托板ⅲ(10)与托板ⅱ(9)之间的夹角为133
‑
137度,托板ⅳ(11)与托板ⅲ(10)之间的夹角为108
‑
112度。7.如权利要求1所述钢板卷卷型修整装置,其特征是所述托板ⅰ(8)、托板ⅱ(9)、托板ⅲ(10)、托板ⅳ(11)的长度比为5:4:5:4。8.如权利要求1所述钢板卷卷型修整装置,其特征是所述支撑座(4)高度与钢卷(2)的外径的比例为1:5.4。9.如权利要求1所述钢板卷卷型修整装置,其特征是所述托板ⅰ(8)的长度为支撑座(4)高度的/sin45
°
倍。10.如权利要求1所述钢板卷卷型修整装置,其特征是所述旋转压板(1)的宽度为900
‑
1750毫米。
技术总结
本实用新型涉及一种钢板卷卷型修整装置,属于冶金热轧带钢生产设备技术领域。包括底板(6)和底板(6)上对称设置的两套旋转压板(1)、支撑座(4)、转轴(7)、转轴座(12),所述底板(6)为钢板,所述旋转压板(1)外形截面为多边形的钢结构,底部最长面为安装板(3),内侧四个面依次为托板Ⅰ(8)、托板Ⅱ(9)、托板Ⅲ(10)、托板Ⅳ(11),所述转轴座(12)为设置有安装孔(14)的耳型钢板,固定连接在安装板(3)下端,所述转轴(7)通过装配安装孔(14)与支撑座(4)和转轴座(12)装配安装。本实用新型装置自身不包含动力装置,结构简单,维护方便,实用性强,实现减轻或消除扁卷的目的。或消除扁卷的目的。或消除扁卷的目的。
技术研发人员:武冠华 马光宗 李雅琴 孙璐 马德刚
受保护的技术使用者:唐山钢铁集团高强汽车板有限公司
技术研发日:2020.11.25
技术公布日:2021/12/27
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1