一种屏线接头自动折料机构的制作方法
1.本实用新型涉及自动化设备技术领域,具体涉及一种屏线接头自动折料机构。
背景技术:
2.现代智能电子设备种类逐渐增多,作为普适性最好的电子产品,笔记本电脑拥有极高的市场占有率,无论是商务办公、工程设计、旅游休闲等等领域都有用武之地,而笔记本电脑中的液晶屏与主板连接的屏线接头生产制备需要极高的连接稳定性,市面上普遍采用了自动化设备实施装配生产,屏线接头料带便是专门生产出来配合自动化产线进行高效装配的元件原料,而为了配合产线进行逐个弯折下料效率不高,若是能够将多个屏线接头同时下料将会提高产能,因此需要特别设计一种针对一组屏线接头自动同时下料的设备,以提高自动化装配产能。
技术实现要素:
3.本实用新型目的:为了满足背景技术中的技术要求,我们设计一种屏线接头自动折料机构,利用冲压气缸对冲切座上端一串屏线接头进行同时冲切,一次同时冲切下料多个屏线接头,辅助提高自动化装配产能,简单实用。
4.为解决上述问题采取的技术方案是:
5.一种屏线接头自动折料机构,包括进料组件、冲切组件、托举组件、翻转抓取组件和拉拽组件,
6.所述进料组件包括限位气缸控制的进料台、进料台左右两侧的限位板,所述进料台与支撑板之间还设置有滑块滑轨组件,限位板与进料台构成进料槽,限位板前后侧还轴孔设置有按压块,
7.所述冲切组件设置在进料组件的下一工位,包括冲压气缸、导杆导套组件、冲切刀以及冲切座,所述冲压气缸通过支架固定在工作台上,支架四角设置有导杆导套组件,所述冲切刀与导套之间水平连接有冲切板,所述冲切座对应屏线接头料带上等间距连接的屏线接头位置设置有卡接座和下刀刃,所述卡接座包括左右对称的两只,均与屏线接头两端部对应卡接,所述下刀刃配合冲切刀组合成冲切刃口,将屏线接头与余料裁切分离,
8.所述托举组件设置在冲切组件正下方,包括托举气缸、拨动气缸、托举板和若干个托举片,所述托举片等间距地固定在连接板上,且使每个托举片正对上方每一个冲切完成的屏线接头,而连接板与托举气缸的顶杆连接,在托举气缸的顶升作用下,将所有屏线接头向上顶起并脱离卡接座,再配合翻转抓取组件出料,
9.所述翻转抓取组件包括伸缩气缸、滑移台、翻转电机和抓取板,所述滑移台在伸缩气缸的顶杆伸缩带动下前后滑移,滑移台上的翻转电机控制旋转轴旋转180度,而旋转轴前端固连有抓取板,
10.所述拉拽组件与进料组件共线布置,包括拉拽气缸、限位滑台以及裁断气缸、裁断刀和裁断刀座。
11.进一步地,所述按压块固定在工作台上,在限位气缸向上顶升起进料台时,按压块与进料槽之间留出间隙,用于屏线接头料带进料,在限位气缸向下拉拽进料台时,按压块与进料槽之间压紧,夹紧屏线接头料带两侧的余料。
12.进一步地,所述托举组件的托举板侧面还设置有矫正气缸,矫正气缸的顶杆与托举片通过矫正杆连接后可水平方向调整姿态和间距。
13.进一步地,所述抓取板包括夹板、等间距布置的若干个磁吸块、夹板两端的夹块,所述磁吸块中部设有永磁体,用于吸附屏线接头,两侧设有限位条,将屏线接头吸附并限位,便于产线上机械手抓取。
14.进一步地,所述抓取板与旋转轴之间还固连有弧形加强板。
15.进一步地,所述限位滑台内放置有屏线接头料带的余料,在拉拽气缸顶杆前端还通过滑块滑轨组件配合有拉拽板,拉拽板上竖直固定有拨料气缸,所述拨料气缸的顶杆拨动余料后向前拉拽余料并进料给裁切刀,经过裁切后落入废料箱。
16.本实用新型的有益效果是:
17.该屏线接头自动折料机构利用冲压气缸对冲切座上端一串屏线接头进行同时冲切,在借助自动托举组件,将冲切下料的屏线接头送递给翻转抓取组件,由翻转抓取组件夹取屏线接头翻转180度投递给产线机械手,然后由拉拽组件将余料拉拽并裁切落入废料箱,一次同时冲切下料多个屏线接头,辅助提高自动化装配产能,简单实用。
附图说明
18.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
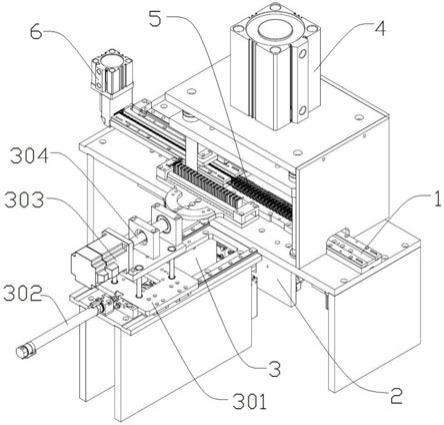
19.图1为本实施例屏线接头自动折料机构的结构示意图;
20.图2为本实施例所述进料组件的结构示意图;
21.图3为本实施例所述冲切座、托举组件的结构示意图;
22.图4为图3中a处的局部放大图;
23.图5为本实施例所述冲切座、托举组件的后侧视图;
24.图6为本实施例所述抓取板的结构示意图;
25.图7为图6中b处的局部放大图;
26.图8为本实施例所述拉拽组件的结构示意图;
27.图9为本实施例所述屏线接头料带的结构示意图;
28.其中,1
‑
进料组件,101
‑
限位气缸,102
‑
进料台,103
‑
限位板,104
‑
按压块,105
‑
进料槽,106
‑
滑块滑轨组件,2
‑
托举组件,201
‑
托举气缸,202
‑
矫正杆,203
‑
矫正气缸,204
‑ꢀ
托举片,205
‑
下刀刃,206
‑
冲切座,207
‑
卡接座,208
‑
托举板,209
‑
托举气缸的顶杆,210
‑ꢀ
卡槽,211
‑
滑块,212
‑
端座,213
‑
连接板,3
‑
翻转抓取组件,301
‑
滑移台,302
‑
伸缩气缸, 303
‑
翻转电机,304
‑
旋转轴,305
‑
夹块,306
‑
夹板,307
‑
磁吸块,308
‑
抓取板,309
‑
弧形加强板,310
‑
左限位条,311
‑
右限位条,4
‑
冲切气缸,5
‑
屏线接头,51
‑
余料,6
‑
拉拽组件, 601
‑
裁断气缸,602
‑
裁断刀,603
‑
裁断刀座,604
‑
限位滑台,605
‑
拉拽板,606
‑
拉拽气缸。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
30.请参阅图1
‑
8,本实施例提出一种屏线接头5自动折料机构,包括进料组件1、冲切组件、托举组件2、翻转抓取组件3和拉拽组件6。
31.具体地说,所述进料组件1包括限位气缸101控制的进料台102、进料台102左右两侧的限位板103,所述进料台102与支撑板之间还设置有滑块211滑轨组件106,限位板103 与进料台102构成进料槽105,限位板103前后侧还轴孔设置有按压块104,所述按压块104 固定在工作台上,在限位气缸101向上顶升起进料台102时,按压块104与进料槽105之间留出间隙,用于屏线接头5料带进料,在限位气缸101向下拉拽进料台102时,按压块 104与进料槽105之间压紧,夹紧屏线接头5料带两侧的余料51。
32.所述冲切组件设置在进料组件1的下一工位,包括冲压气缸、导杆导套组件、冲切刀以及冲切座206,所述冲压气缸通过支架固定在工作台上,支架四角设置有导杆导套组件,所述冲切刀与导套之间水平连接有冲切板,所述冲切座206对应屏线接头5料带上等间距连接的屏线接头5位置设置有卡接座207和下刀刃205,所述卡接座207包括左右对称的两只,均与屏线接头5两端部对应卡接,所述下刀刃205配合冲切刀组合成冲切刃口,将屏线接头5与余料51裁切分离,
33.所述托举组件2设置在冲切组件正下方,包括托举气缸201、拨动气缸、托举板208和若干个托举片204,所述托举片204等间距地固定在连接板213上,且使每个托举片204正对上方每一个冲切完成的屏线接头5,而连接板213与托举气缸201的顶杆连接,在托举气缸201的顶升作用下,将所有屏线接头5向上顶起并脱离卡接座207,再配合翻转抓取组件 3出料,
34.所述翻转抓取组件3包括伸缩气缸302、滑移台301、翻转电机303和抓取板308,所述滑移台301在伸缩气缸302的顶杆伸缩带动下前后滑移,滑移台301上的翻转电机303 控制旋转轴304旋转180度,而旋转轴304前端固连有抓取板308,
35.所述拉拽组件6与进料组件1共线布置,包括拉拽气缸606、限位滑台604以及裁断气缸601、裁断刀602和裁断刀602座。
36.进一步的实施方案是,所述托举组件2的托举板208侧面还设置有矫正气缸203,矫正气缸203的顶杆与托举片204通过矫正杆202连接后可水平方向调整姿态和间距,以此矫正托举片204针对不同规格屏线接头5的尺寸大小。
37.进一步的实施方案是,所述抓取板308包括夹板306、等间距布置的多个磁吸块307、夹板306两端的夹块305,所述磁吸块307中部设有永磁体,用于吸附屏线接头5,两侧设有限位条,将屏线接头5吸附并限位,便于产线上机械手抓取。
38.进一步的实施方案是,所述抓取板308与旋转轴304之间还固连有弧形加强板309,保证抓取板在旋转180时结构稳定。
39.进一步的实施方案是,所述限位滑台604内放置有屏线接头5料带的余料51,在拉拽气缸606顶杆前端还通过滑块211滑轨组件106配合有拉拽板605,拉拽板605上竖直固定有拨料气缸,所述拨料气缸的顶杆拨动余料51后向前拉拽余料51并进料给裁切刀,经过裁切后落入废料箱。
40.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1