一种脱锡装置的制作方法
1.本实用新型涉及线路板回收装置,特别是一种脱锡装置。
背景技术:
2.电子废弃物资源化在世界上属于新兴行业,我国的废旧电器产品已进入淘汰的高峰期。各种电器拆解出大量的线路板,在线路板当中含有较多的重金属铜、锡,轻金属铝,以及贵金属金、银、铂、钯等贵金属,综合回收价值可观。为了综合回收线路板上的金属铜、锡、铝、金、银等贵金属,将废线路板上电子元器件与线路板有效分离和预处理脱锡处理必不可少,也是关键一步。
3.目前,用于废旧线路板脱锡处理的方法有热空气熔焊等。热空气熔焊是利用热风枪产出热空气,利用热空气使线路板脱锡,这种方式脱锡速度快,但受热面积较小,脱锡效率低,难以实现自动化生产。
技术实现要素:
4.本实用新型所要解决的技术问题是,针对现有热空气熔焊的受热面积小、效率低,不适应自动化生产的不足,提供一种能够有效提高日处理量以及大幅度提高脱锡率的脱锡装置。
5.为解决上述技术问题,本实用新型提供了一种脱锡装置,其包括锡炉本体,所述锡炉本体内设置熔锡腔,所述熔锡腔内安装用于物料传送的输送机,所述输送机的传送带下方安装热油管,所述传送带上方安装电热管。
6.本实用新型通过在输送机的传送带下方安装热油管,传送带上方安装电热管,采用熔锡腔内空气传质,并利用热油管与电热管间接加热空气,确保熔锡腔内各处空气温度均匀,同时使熔锡腔内空气温度短时间内达到预设脱锡温度,从而有效提高脱锡处理的日处理量,并大幅度提高脱锡率。
7.优选地,所述锡炉本体的一侧安装用于加热油体的锅炉,所述锅炉具有一进油口和一出油口,所述出油口连接所述热油管,以通过锅炉加热油体,供脱锡使用。
8.优选地,所述传送带为环形传送带,所述热油管安装在所述传送带的中间,以方便加热传送带下方空气。
9.优选地,所述传送带包括多块链板和多个链节,相邻链板之间通过链节连接,以方便熔锡腔内含锡物料输送,同时使熔锡腔内空气均匀受热。
10.优选地,所述电热管为加热速率快的碳钼棒,且所述电热管的外面套装用于保护电热管的钢管,并安装在所述熔锡腔的盖板下方5cm处。使用时,碳钼棒通电发热,再利用钢管间接加热熔锡腔内的上方空气,确保熔锡腔内空气温度偏差较小。
11.优选地,所述热油管在所述传送带下方呈曲线排布,以使传送带上面的物料能均匀受热,并尽可能使熔锡腔内空气均匀受热。
12.与现有技术相比,本实用新型的有益效果是:
13.1、本实用新型适用于对废旧线路板、含焊锡物料进行脱锡操作。
14.2、本实用新型熔锡腔内空气升温时间短,单位面积处理量大,脱锡速率快,且脱锡效率高。
附图说明
15.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
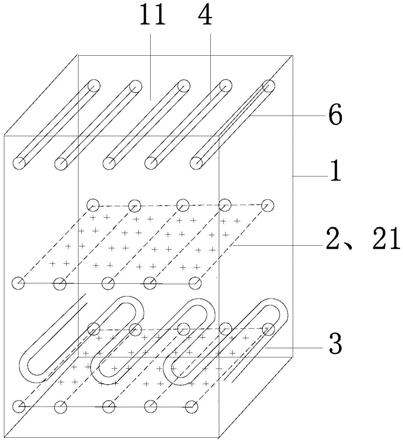
16.图1为本实用新型锡炉本体的透视结构示意图。
17.图2为本实用新型锡炉本体内传送带的俯视结构示意图。
18.图3为本实用新型锡炉本体内电热管及热油管分布状况的俯视结构示意图。
19.图4为本实用新型锅炉结构示意图。
具体实施方式
20.以下结合具体优选的实施例对本实用新型作进一步描述,但并不因此而限制本实用新型的保护范围。
21.为了便于描述,各部件的相对位置关系,如:上、下、左、右等的描述均是根据说明书附图的布图方向来进行描述的,并不对本专利的结构起限定作用。
22.如图1-图4所示,本实用新型脱锡装置一实施例包括固定在机架上的锡炉本体1,所述锡炉本体内设置熔锡腔11,所述熔锡腔11内安装用于物料传送的输送机2,所述输送机2的传送带21下方安装用于输送热油的热油管3,所述传送带21上方安装电热管4。所述熔锡腔 11内还通过支撑平台设有锡渣收集槽和收集槽限位条,所述熔锡腔11的底部设置有锡渣出口,所述传送带21的传送方向尾部设有出料口。
23.所述锡炉本体1的一侧安装用于加热油体的锅炉5,所述锅炉5内设置以天然气为燃料的燃烧器51,且所述锅炉5具有一进油口52和一出油口53,所述出油口53连接所述热油管 3,利用天然气燃烧释放热量,使进入热油管3内的油温达到预设脱锡温度。所述锅炉5的额定出口温度300℃,进口温度28℃,额定工作压力0.8mpa。
24.所述传送带21包括多块链板211和多个链节212,相邻链板211之间通过链节212连接,且所述传送带21优选采用环形传送带,所述热油管3安装在所述环形传送带的中间。
25.所述电热管4优选采用碳钼棒。为保护所述电热管4,并将所述电热管4的热量快速传热到空气中,所述电热管4的外面套装钢管6。所述钢管6优选采用不锈钢管,其材质为316l,且所述电热管4及钢管6平行排布,相邻电热管4及钢管6之间间隔10cm。
26.为加热熔锡腔11内的上方空气,确保熔锡腔11内空气温度偏差较小,所述电热管4安装在所述熔锡腔11的盖板下方5cm处。
27.为使传送带21上面的物料能均匀受热,并尽可能使熔锡腔11内空气均匀受热,所述热油管3在所述传送带21下方呈u型曲线排布。
28.为证明本实用新型确实实现了熔锡炉11内空气均匀加热,且提高了脱锡效率,申请人做了下述实验:
29.实验1,设定好天然气流量、熔锡腔内脱锡温度,关闭电热管加热系统,只利用锅炉燃烧天然气加热热油管,再利用热油管通过空气传质间接加热熔锡腔内空气,使熔锡腔内温度达到预设温度。整个温度上升过程采用阶梯式,共耗时2h,且中部温度与熔锡腔上部温度偏差较大。
30.实验2,设定好电热管加热电流、熔锡腔内脱锡温度,关闭锅炉,只利用电热管通过空气传质间接加热熔锡腔内空气,使温度达到预设温度。整个温度上升过程采用阶梯式,共耗时3h,但熔锡腔上部温度较高。
31.实验3,设定好天然气流量、电热管加热电流、熔锡腔内脱锡温度,利用锅炉燃烧天然气加热油管,同时利用电热管,两者通过空气传质间接加热熔锡腔内空气,使熔锡腔内温度达到预设温度。整个温度上升过程采用阶梯式,共耗时1.5h,但熔锡腔中部温度与上部温度几乎无偏差。
32.实验4,以1吨拆卸指定元器件后废电视机线路板为例,设定好输送机的传送速率、天然气流量、熔锡腔内脱锡温度,关闭电热管加热,只利用锅炉燃烧天然气加热热油管,再利用热油管通过空气传质间接加热熔锡腔内空气,熔锡腔内达到预设脱锡温度,开始缓慢向熔锡腔内投料,等出料口不再出料,整个脱锡过程耗时1.25小时,但废线路板表面存在少部分元器件基角焊锡未熔化。
33.实验5,以1吨拆卸指定元器件后的废电视机线路板为例,设定好输送机的传送速率、天然气流量、电热管加热电流、熔锡腔内脱锡温度,关闭锅炉加热天热气系统,只利电热管通过空气传质间接加热腔内空气,达到预设脱锡温度,开始以相同速率缓慢向锡炉腔内投料,等出料口不再出料,整个脱锡过程耗时1.25小时,由于腔内上部温度较高,部分废线路板上低熔点塑料熔化比较明显,为后续回收难度大大提高,同时链板孔隙存在部分堵塞现象。
34.实验6,以1吨拆卸指定元器件后的废电视机线路板为例,设定好输送机的传送速率、天然气流量、电热管加热电流、熔锡腔内脱锡温度,利用锅炉燃烧天然气加热热油管,同时开启电热管加热,热油管和电热管都通过空气传质间接加热腔内空气,当熔锡腔内温度达到预设温度时,开始以相同速率缓慢向熔锡炉内投料,等出料口不再出料,整个脱锡过程耗时 1.25小时,由于熔锡腔内中部与上部温差较小,废线路板上低熔点塑料熔化不明显,且大部分元器件基角焊锡熔化,同时链板孔隙无堵塞现象。
35.此外,需要说明的是,即使提高输送机的传送速率,即在加大处理量的同时也不会影响脱锡效果与锡产出率。
36.以上所述,仅是本技术的较佳实施例,并非对本技术做任何形式的限制,虽然本技术以较佳实施例揭示如上,然而并非用以限制本技术,任何熟悉本专业的技术人员,在不脱离本技术技术方案的范围内,利用上述揭示的技术内容做出些许的变动或修饰均等同于等效实施案例,均属于技术方案范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1