一种小口径变径管卷制工具的制作方法
1.一种小口径变径管卷制工具,涉及一种金属管,特别是小口径变径金属管的加工工具。
背景技术:
2.目前,在各种尺寸的变径管道的卷制,通常是采用三辊式卷板机进行卷制,现有卷板机为三辊卷板机,其中最小的卷板机压辊直径φ240mm,最小可卷制φ350mm管道,卷制小口径管十分困难,若变径管的直径小口直径小于350mm,则无法卷制。且变径管卷制完成后接缝处存在直段,圆度存在极大误差,最大误差高达100mm。若变径管小口径过小,卷制完成后,无法合口,需人员用锤击、气焊工具加热、螺栓合口、撬棍等方法进行二次处理,且浪费材料。需投入较大人力,工作步骤繁琐,耗时费力且效率低,若卷制管道厚度大于5mm,则后期人工处理难度更大。制作后的缺陷处理存在较大安全风险,锤击、螺栓合口、撬棍等人工的后期处理存在挤伤、崩伤等安全风险。
技术实现要素:
3.本实用新型的目的就是针对上述已有技术存在的不足,提供一种结构简单,操作方便,能够实现小口径管道、变径管高效率低风险合口的一种小口径变径管卷制工具。
4.为了实现上述目的,本实用新型采用以下方案。
5.一种小口径变径管卷制工具,其特征在于其结构包括:
6.底板,该底板为一平板,在平板的边部对称分板若干螺孔;
7.压板,该压板为一与底板形状匹配的平板,并与底板开有的螺孔对应位置,开有若干螺孔;在压板上居中设有变径管限径通孔;
8.螺栓,该螺杆为若干个双头螺杆,与底板和压板开有的螺孔对应,穿过所述的螺孔中,螺杆端头设有螺母。
9.本实用新型的一种小口径变径管卷制工具,其特征在于所述的底板和压板为下方形。
10.本实用新型的一种小口径变径管卷制工具,其特征在于所述的螺孔和对应的螺杆为四个。
11.本实用新型的有益效果为:本实用新型的一种小口径变径管卷制工具,结构简单,操作方便,可以有效节省人工,降低操作风险,减小小变径管和尺寸误差,高效实现小口径变径管的合口。
附图说明
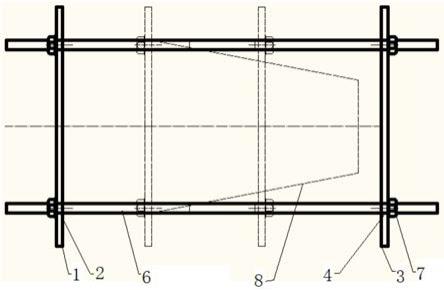
12.图1为本实用新型的的一种小口径变径管卷制工具结构示意图;
13.图2为本实用新型的的一种小口径变径管卷制工具在压板结构示意图。
具体实施方式
14.一种小口径变径管卷制工具,其结构包括:底板1,该底板为一平板,在平板的边部对称分板若干螺孔2;压板3,该压板为一与底板形状匹配的平板,并与底板开有的螺孔对应位置,开有若干螺孔4;在压板上居中设有变径管限径通孔5;螺栓6,该螺杆为若干个双头螺杆,与底板和压板开有的螺孔对应,穿过所述的螺孔中,螺杆端头设有螺母7。
15.实施例
16.首先制作四根长为800mm,φ18mm的双向螺杆,两端螺纹长度为300mm;制作一个边长为500mm,δ=10mm的正方形底板,在底板的四个角钻孔,孔径φ19mm;制作一个大小与底板相同的压板,与底板配钻螺纹孔,压板中心钻通孔,孔径略小于所要卷制变径管中心的直径;螺杆与底板四个孔配合,底板下方用4个m18mm螺栓紧固并调整底板水平;将卷制半成品的变径管大口坐于底板上,变径管中心与底板中心重合;用同样的方式安装压板,在压板上方用4个m18mm螺母紧固并调整压板水平,压板中心的孔洞套在变径管上;通过紧固压板螺母,使压板受力均匀,缓慢下压,通过压板挤压变径管,实现变径管合口。图1中虚线部分为本实用新型在使作时的各部件的位置图,8为加工的变径管。
技术特征:
1.一种小口径变径管卷制工具,其特征在于其结构包括:底板,该底板为一平板,在平板的边部对称分板若干螺孔;压板,该压板为一与底板形状匹配的平板,并与底板开有的螺孔对应位置,开有若干螺孔;在压板上居中设有变径管限径通孔;螺栓,该螺杆为若干个双头螺杆,与底板和压板开有的螺孔对应,穿过所述的螺孔中,螺杆端头设有螺母。2.根据权利要求1所述的一种小口径变径管卷制工具,其特征在于所述的底板和压板为下方形。3.根据权利要求1所述的一种小口径变径管卷制工具,其特征在于所述的螺孔和对应的螺杆为四个。
技术总结
一种小口径变径管卷制工具,涉及一种金属管,特别是小口径变径金属管的加工工具。其特征在于其结构包括:边部对称分板若干螺孔的底板,底板形状匹配的压板,在压板上居中设有变径管限径通孔;与底板和压板开有的螺孔对应的螺栓和螺母。本实用新型通过调整底板与压板距离以及压板中心孔的直径,可卷制不同直径小口径变径管,结构简单,操作方便,成本低,能够实现小口径变径管的高效、低风险合口。低风险合口。低风险合口。
技术研发人员:韩旭 侯金辉 淡国平 张永军 詹连东
受保护的技术使用者:金川集团股份有限公司
技术研发日:2020.12.08
技术公布日:2021/9/24
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1