一种用于高效加工钛合金、高温合金的微型钻头的制作方法
1.本实用新型属于钻头技术领域,具体涉及一种用于高效加工钛合金、高温合金的微型钻头。
背景技术:
2.钻头是用以在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。而加工钛合金、高温合金之类的pcb材料时,往往需要用到特殊的微型钻头。但是目前市场上的微型钻头还存在打芯薄、刚性低的缺点。
技术实现要素:
3.本实用新型的目的在于提供一种用于高效加工钛合金、高温合金的微型钻头,以解决现有的微型钻头打芯薄、刚性低的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种用于高效加工钛合金、高温合金的微型钻头,包括钻刀头、钻刀柄和钻刀座,所述钻刀头、钻刀柄和钻刀座均为柱状结构且采用一体式设计,所述钻刀头的外表面设有螺旋刃,所述螺旋刃共设有两条且螺旋升角均为12
°
,两条所述螺旋刃之间形成一条排屑槽,所述钻刀头的钻尖角为135
°
,所述钻刀头的直径位于0.1~3.0mm之间,所述钻刀柄的直径为3mm,所述钻刀头和钻刀柄的总长为38mm,所述钻刀座的外表面设有若干个传动齿,所述钻刀座的中心处设有定位通道,所述定位通道的内表面固定有限位弹簧,所述钻刀座端部的四周设有至少四个限位孔。
5.优选的,所述钻刀柄的长度是钻刀头长度的两倍。
6.优选的,所述钻刀座的直径不小于钻刀柄的直径。
7.优选的,所述限位孔的孔道方向与定位通道的通道方向相垂直,且限位孔的底端与定位通道相连通。
8.优选的,所述传动齿与外部电机的输出轴啮合连接。
9.本实用新型的技术效果和优点:该用于高效加工钛合金、高温合金的微型钻头结构简单,设计新颖,通过设置直径0.1~3.0mm之间以及钻尖角135
°
的钻刀头、柄径3mm的钻刀柄和螺旋升角12
°
的螺旋刃,使其具备了打芯厚、刚性高的优点,有利于提高对于钛合金、高温合金等pcb材料的加工效率和加工精度。
附图说明
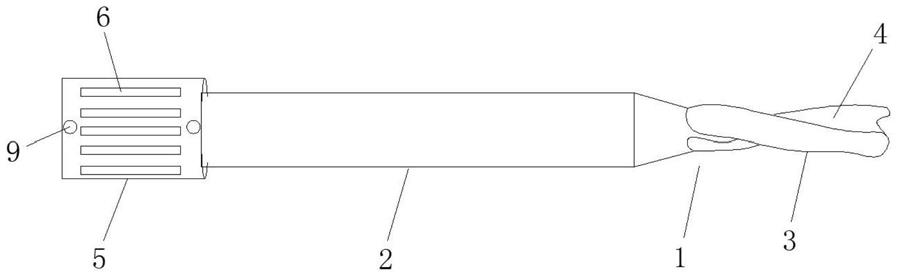
10.图1为本实用新型的结构示意图;
11.图2为本实用新型铣刀座的水平剖视图。
12.图中:1、钻刀头;2、钻刀柄;3、螺旋刃;4、排屑槽;5、钻刀座;6、传动齿;7、定位通道;8、限位弹簧;9、限位孔。
具体实施方式
13.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
14.本实用新型提供了如图中所示的一种用于高效加工钛合金、高温合金的微型钻头,包括钻刀头1、钻刀柄2和钻刀座5,所述钻刀头1、钻刀柄2和钻刀座5均为柱状结构且采用一体式设计,所述钻刀头1的外表面设有螺旋刃3,所述螺旋刃3共设有两条且螺旋升角均为12
°
,两条所述螺旋刃3之间形成一条排屑槽4,所述钻刀头1的钻尖角为135
°
,所述钻刀头1的直径位于0.1~3.0mm之间,所述钻刀柄2的直径为3mm,所述钻刀头1和钻刀柄2的总长为38mm,所述钻刀座5的外表面设有若干个传动齿6,所述钻刀座5的中心处设有定位通道7,所述定位通道7的内表面固定有限位弹簧8,所述钻刀座5端部的四周设有至少四个限位孔9。
15.此外,所述钻刀柄2的长度是钻刀头1长度的两倍,有利于保证钻刀头1的稳定性。所述钻刀座5的直径不小于钻刀柄2的直径,有利于保证钻刀柄2的稳定性。所述限位孔9的孔道方向与定位通道7的通道方向相垂直,且限位孔9的底端与定位通道7相连通,每个限位孔9内均设有一颗紧固螺栓,方便通过紧固螺栓挤压限位弹簧8,进而方便固定钻刀座5。所述传动齿6与外部电机的输出轴啮合连接,有利于将电机的动能传递至钻刀柄2上,进而带动钻刀头1高速转动,完成钻削加工。
16.工作原理:该用于高效加工钛合金、高温合金的微型钻头使用时,首先将钻刀座5与加工平台上的定位柱相插合,此时定位通道7内的限位弹簧8与定位柱紧密贴合,然后通过拧紧限位孔9内的螺栓,对限位弹簧8进行挤压,使得限位弹簧8进一步压紧定位柱,然后启动电机,电机的输出轴与钻刀座5上的传动齿6啮合连接,进而将电机的动能传递至钻刀座5上,钻刀座5带动钻刀柄2和钻刀头1旋转,钻削形成的废屑通过排屑槽4排出,具备打芯厚、刚性高的优点,有利于提高加工效率和加工精。
17.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种用于高效加工钛合金、高温合金的微型钻头,包括钻刀头(1)、钻刀柄(2)和钻刀座(5),其特征在于:所述钻刀头(1)、钻刀柄(2)和钻刀座(5)均为柱状结构且采用一体式设计,所述钻刀头(1)的外表面设有螺旋刃(3),所述螺旋刃(3)共设有两条且螺旋升角均为12
°
,两条所述螺旋刃(3)之间形成一条排屑槽(4),所述钻刀头(1)的钻尖角为135
°
,所述钻刀头(1)的直径位于0.1~3.0mm之间,所述钻刀柄(2)的直径为3mm,所述钻刀头(1)和钻刀柄(2)的总长为38mm,所述钻刀座(5)的外表面设有若干个传动齿(6),所述钻刀座(5)的中心处设有定位通道(7),所述定位通道(7)的内表面固定有限位弹簧(8),所述钻刀座(5)端部的四周设有至少四个限位孔(9)。2.根据权利要求1所述的一种用于高效加工钛合金、高温合金的微型钻头,其特征在于:所述钻刀柄(2)的长度是钻刀头(1)长度的两倍。3.根据权利要求1所述的一种用于高效加工钛合金、高温合金的微型钻头,其特征在于:所述钻刀座(5)的直径不小于钻刀柄(2)的直径。4.根据权利要求1所述的一种用于高效加工钛合金、高温合金的微型钻头,其特征在于:所述限位孔(9)的孔道方向与定位通道(7)的通道方向相垂直,且限位孔(9)的底端与定位通道(7)相连通。5.根据权利要求1所述的一种用于高效加工钛合金、高温合金的微型钻头,其特征在于:所述传动齿(6)与外部电机的输出轴啮合连接。
技术总结
本实用新型公开了一种用于高效加工钛合金、高温合金的微型钻头,包括钻刀头、钻刀柄和钻刀座,所述钻刀头的外表面设有螺旋刃,所述螺旋刃共设有两条且螺旋升角均为12
技术研发人员:李锐峰 陈芙蓉 李航 常建刚
受保护的技术使用者:南京多特工具有限公司
技术研发日:2020.12.16
技术公布日:2021/9/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1