用于钣金件的高效开槽机的制作方法
1.本实用新型涉及一种开槽设备领域,尤其涉及用于钣金件的高效开槽机。
背景技术:
2.现有技术中,一些钣金件需要折弯形成托盘或长方体,如果直接对钣金件进行折弯,钣金件的折弯处会呈圆弧状,为了保证钣金件的折弯处呈直角,需要先对钣金件进行开槽,现有的开槽机只有一个刀头,需要对钣金件进行多次开槽,才能使得开的槽深度符合要求,开槽效率较低,如果想要一次将槽开到位,容易导致刀头卡住,此外,多次开槽对钣金件的固定要求较高,如果钣金件或刀头的位置发生偏移,存在在钣金件上开出多条槽的风险。
技术实现要素:
3.为了解决上述问题,本实用新型提供了一种能够提高对钣金件开槽效率、保证开槽位置准确的用于钣金件的高效开槽机。
4.本实用新型的技术方案:用于钣金件的高效开槽机,包括设备基座、用于为钣金件开槽的开槽装置和用于定位钣金件位置的定位装置,所述开槽装置包括活动连接于设备基座的刀头固定基座、连接于刀头固定基座的若干个刀头元件和用于驱动刀头固定基座在竖直方向运动的驱动电机,所述刀头元件的长度各不相同,刀头元件由短到长依次排列,所述刀头元件位于同一水平线,靠近钣金件进料处的刀头元件的长度相较于远离钣金件进料处的刀头元件的长度更短,所述设备基座上设有传送带和用于驱动传送带运动的伺服电机,所述传送带带动钣金件向刀头固定基座方向运动。
5.采用上述技术方案,首先将钣金件放置在传送带上,通过伺服电机驱动传送带带动钣金件向刀头固定基座方向运动,通过驱动电机驱动刀头固定基座在竖直方向调整至合适位置,由于刀头固定基座上设有若干个刀头,且刀头元件的长度各不相同,刀头元件由短到长依次排列,所述刀头元件位于同一水平线,靠近钣金件进料处的刀头元件的长度相较于远离钣金件进料处的刀头元件的长度更短,因此,靠近钣金件进料处的刀头元件会先在钣金件上开出一个较浅的槽,然后后面长度更长的刀头元件会进一步加深槽的深度,这样相较于传统的开槽机能够一次性将槽开到位,大大提高了开槽效率,避免多次开槽,提高开槽位置的准确率。
6.本实用新型的进一步设置:所述刀头元件包括第一刀头元件、第二刀头元件和第三刀头元件,所述第一刀头元件、第二刀头元件和第三刀头元件可拆卸地安装在刀头固定基座上。
7.采用上述技术方案,由于刀头固定基座上设有三个刀头元件,且第一刀头元件、第二刀头元件和第三刀头元件可拆卸地安装在刀头固定基座上,用户可根据需要自行调整每个刀头元件的长度。
8.本实用新型的进一步设置:所述刀头固定基座与刀头元件的接触端保持水平,所述第三刀头元件的长度比第二刀头元件的长度大0.5cm,所述第二刀头元件的长度比第一
刀头元件的长度大0.5cm。
9.采用上述技术方案,属于本实用新型的一种具体实施例,由于第三刀头元件的长度比第二刀头元件的长度大0.5cm,所述第二刀头元件的长度比第一刀头元件的长度大0.5cm,可以保证在第三刀头元件进行开槽时,与钣金件之间的阻力较小,保证在钣金件上开槽到位。
10.本实用新型的进一步设置:所述定位装置包括活动连接于设备基座两侧的螺纹顶杆和固定连接于螺纹顶杆一端的手柄,所述螺纹顶杆与设备基座螺纹连接,所述螺纹顶杆与传送带运动方向垂直。
11.采用上述技术方案,由于定位装置包括活动连接于设备基座两侧的螺纹顶杆和固定连接于螺纹顶杆一端的手柄,螺纹顶杆与传送带运动方向垂直,用户可根据钣金件的尺寸和需要在钣金件上开槽的位置,旋转螺纹顶杆,使得螺纹顶杆将钣金件限位在合适的位置上,同时,由于螺纹顶杆与设备基座螺纹连接,可以更加精准地控制钣金件的定位位置。
附图说明
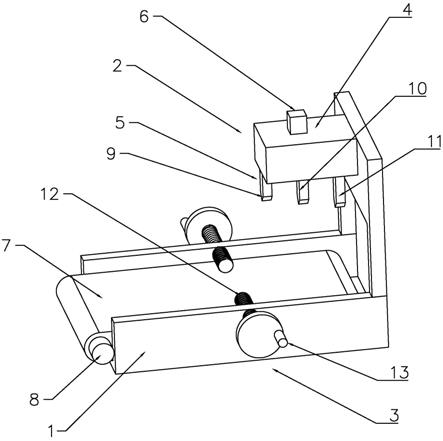
12.附图1为本实用新型具体实施例的用于钣金件的高效开槽机的结构示意图。
[0013]1‑
设备基座,2
‑
开槽装置,3
‑
定位装置,4
‑
刀头固定基座,5
‑
刀头元件,6
‑
驱动电机,7
‑
传送带,8
‑
伺服电机,9
‑
第一刀头元件,10
‑
第二刀头元件,11
‑
第三刀头元件,12
‑
螺纹顶杆,13
‑
手柄。
具体实施方式
[0014]
如图1所示,用于钣金件的高效开槽机,包括设备基座1、用于为钣金件开槽的开槽装置2和用于定位钣金件位置的定位装置3,所述开槽装置2包括活动连接于设备基座1的刀头固定基座4、连接于刀头固定基座4的若干个刀头元件5和用于驱动刀头固定基座4在竖直方向运动的驱动电机6,所述刀头元件5的长度各不相同,刀头元件5由短到长依次排列,所述刀头元件5位于同一水平线,靠近钣金件进料处的刀头元件5的长度相较于远离钣金件进料处的刀头元件5的长度更短,所述设备基座1上设有传送带7和用于驱动传送带7运动的伺服电机8,所述传送带7带动钣金件向刀头固定基座4方向运动。
[0015]
首先将钣金件放置在传送带7上,通过伺服电机8驱动传送带7带动钣金件向刀头固定基座4方向运动,通过驱动电机6驱动刀头固定基座4在竖直方向调整至合适位置,由于刀头固定基座4上设有若干个刀头,且刀头元件5的长度各不相同,刀头元件5由短到长依次排列,所述刀头元件5位于同一水平线,靠近钣金件进料处的刀头元件5的长度相较于远离钣金件进料处的刀头元件5的长度更短,因此,靠近钣金件进料处的刀头元件5会先在钣金件上开出一个较浅的槽,然后后面长度更长的刀头元件5会进一步加深槽的深度,这样相较于传统的开槽机能够一次性将槽开到位,大大提高了开槽效率,避免多次开槽,提高开槽位置的准确率。
[0016]
所述刀头元件5包括第一刀头元件9、第二刀头元件10和第三刀头元件11,所述第一刀头元件9、第二刀头元件10和第三刀头元件11可拆卸地安装在刀头固定基座4上。
[0017]
由于刀头固定基座4上设有三个刀头元件5,且第一刀头元件9、第二刀头元件10和第三刀头元件11可拆卸地安装在刀头固定基座4上,用户可根据需要自行调整每个刀头元
件5的长度。
[0018]
所述刀头固定基座4与刀头元件5的接触端保持水平,所述第三刀头元件11的长度比第二刀头元件10的长度大0.5cm,所述第二刀头元件10的长度比第一刀头元件9的长度大0.5cm。
[0019]
属于本实用新型的一种具体实施例,由于第三刀头元件11的长度比第二刀头元件10的长度大0.5cm,所述第二刀头元件10的长度比第一刀头元件9的长度大0.5cm,可以保证在第三刀头元件11进行开槽时,与钣金件之间的阻力较小,保证在钣金件上开槽到位。
[0020]
所述定位装置3包括活动连接于设备基座1两侧的螺纹顶杆12和固定连接于螺纹顶杆12一端的手柄13,所述螺纹顶杆12与设备基座1螺纹连接,所述螺纹顶杆12与传送带7运动方向垂直。
[0021]
由于定位装置3包括活动连接于设备基座1两侧的螺纹顶杆12和固定连接于螺纹顶杆12一端的手柄13,螺纹顶杆12与传送带7运动方向垂直,用户可根据钣金件的尺寸和需要在钣金件上开槽的位置,旋转螺纹顶杆12,使得螺纹顶杆12将钣金件限位在合适的位置上,同时,由于螺纹顶杆12与设备基座1螺纹连接,可以更加精准地控制钣金件的定位位置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1