一种电气箱焊接肋板用辅助定位工装的制作方法
1.本技术涉及电气箱生产领域,尤其是涉及一种电气箱焊接肋板用辅助定位工装。
背景技术:
2.在电气设备的使用中,常会用到各种各样的电气箱,如图1所示,同时,为了提高电气箱100的强度,常会在电气箱100的外端焊接几块肋板200用以来提高电气箱100的强度。
3.目前,工作人员在向电气箱100上焊接肋板200时,通常是将电气箱100放置工作台上,然后拿着肋板200将其焊接在电气箱上,这样容易使得肋板200焊接过程中发生偏移。
技术实现要素:
4.为了提升肋板与电气箱的焊接效果,本技术提供一种电气箱焊接肋板用辅助定位工装。
5.本技术提供的一种电气箱焊接肋板用辅助定位工装,采用如下的技术方案:
6.一种电气箱焊接肋板用辅助定位工装,包括
7.工装板;
8.安装孔,开设在工装板上,用于安装电气箱;
9.定位孔,开设在工装板上,用于对肋板定位安装;以及
10.螺杆,与工装板螺纹连接,用于固定肋板;
11.其中,电气箱的一端位于安装孔内,所述螺杆通过定位孔将肋板固定在工装板上。
12.通过采用上述技术方案,在将肋板焊接到电气箱上时,工作人员将电气箱安装到工装板上的安装孔内,并使用螺杆通过定位孔将肋板安装到工装板上,然后工作人员对肋板与电气箱进行焊接,焊接完成后,翻转工装板,对电气箱其他侧上的肋板进行焊接,通过使用工装板,进而对肋板与电气箱进行焊接时,无需将电气箱放置到工作台上,提高了焊接肋板与电气箱时电气箱的稳定性,进而提升了肋板与电气箱的焊接效果。
13.可选的,还包括与工装板固定连接的支撑座,所述支撑座用于对工装板进行支撑。
14.可选的,所述工装板与支撑座垂直。
15.通过采用上述技术方案,通过使用支撑座对工装板进行支撑,从而工作人员在对肋板与电气箱进行焊接时,不再需要使用人员用手扶着工装板了,不仅提高了工装板的稳定性,同时还降低了工作人员的劳动强度,进而提升了肋板与电气箱的焊接效果。
16.可选的,还包括垫块,所述垫块的顶端与安装孔的底部持平,所述垫块与工装板之间存在间隙,所述垫块对电气箱进行支撑。
17.可选的,所述垫块的数量为两个;
18.两个所述垫块分别对电气箱的两端进行支撑。
19.通过采用上述技术方案,在将电气箱安装到工装板上后,工作人员将垫块放置到电气箱的底部,利用垫块再次对电气箱进行支撑,从而提高了工作人员在对肋板与电气箱进行焊接时电气箱的稳定性,进而提升了肋板与电气箱的焊接效果。
20.可选的,所述垫块上设有柔性垫,所述柔性垫用于对电气箱进行支撑。
21.通过采用上述技术方案,通过在垫块上安装柔性垫,并利用柔性垫对电气箱进行支撑,从而降低了垫块对电气箱表面的刮伤。
22.可选的,所述支撑座上开设有滑槽,所述垫块上设有滑块,所述滑块与滑槽滑动连接。
23.通过采用上述技术方案,在使用垫块对电气箱进行支撑时,在支撑座上滑动垫块,使滑块在滑槽内滑动,从而使垫块更好的对电气箱进行支撑。
24.可选的,还包括设在支撑座上的两个挡板;
25.两个所述挡板分别位于滑槽的两端。
26.通过采用上述技术方案,使得工作人员支撑座上滑动垫块时,滑块不易从滑槽内脱落,从而使得垫块不易脱出支撑座,使垫块对电气箱进行更好的支撑。
27.综上所述,本技术包括以下至少一种有益技术效果:
28.1.在将肋板焊接到电气箱上时,工作人员将电气箱安装到工装板上的安装孔内,并使用螺杆通过定位孔将肋板安装到工装板上,然后工作人员对肋板与电气箱进行焊接,焊接完成后,翻转工装板,对电气箱其他侧上的肋板进行焊接,通过使用工装板,进而对肋板与电气箱进行焊接时,无需将电气箱放置到工作台上,提高了焊接肋板与电气箱时电气箱的稳定性,进而提升了肋板与电气箱的焊接效果。
29.2.通过使用支撑座对工装板进行支撑,从而工作人员在对肋板与电气箱进行焊接时,不再需要使用人员用手扶着工装板了,不仅提高了工装板的稳定性,同时还降低了工作人员的劳动强度,进而提升了肋板与电气箱的焊接效果。
30.3.在将电气箱安装到工装板上后,工作人员将垫块放置到电气箱的底部,利用垫块再次对电气箱进行支撑,从而提高了工作人员在对肋板与电气箱进行焊接时电气箱的稳定性,进而提升了肋板与电气箱的焊接效果。
附图说明
31.图1是本技术背景技术与实施例的电气箱图。
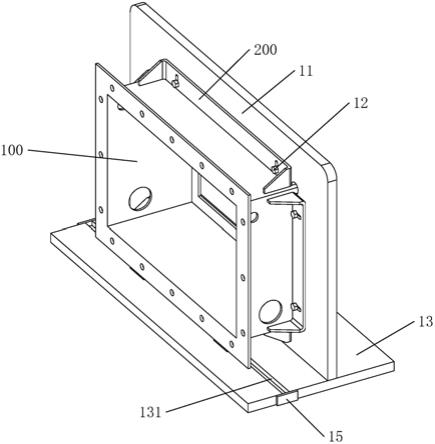
32.图2是本技术实施例的整体结构示意图。
33.图3是本技术实施例的辅助定位工装的结构示意图。
34.附图标记说明:100、电气箱;200、肋板;11、工装板;111、安装孔;112、定位孔;12、螺杆;13、支撑座;131、滑槽;14、垫块;141、柔性垫;142、滑块;15、挡板。
具体实施方式
35.以下结合附图对本技术作进一步详细说明。
36.本技术实施例公开一种电气箱焊接肋板用辅助定位工装。
37.参照图2和图3,电气箱焊接肋板用辅助定位工装包括工装板11,工装板11上开设有矩形的安装孔111,安装孔111的大小根据电气箱100的大小进行开设;并且工装板11上还开设有多个定位孔112,定位孔112沿着工装板11的外围分布,定位孔112依据需要焊接的肋板200的位置进行开设。在向工装板11上的安装孔111内安装电气箱100时,电气箱100的边缘处由于焊接痕迹可能会与安装孔111的边角处发生挤压,为了减少该现象,在安装孔111
的端角处预留出部分凹槽,用以容纳这些焊接点。
38.参照图2和图3,定位孔112为螺纹孔,工装板11上螺纹连接有多个螺杆12,螺杆12通过定位孔112螺纹连接在工装板11上,每个定位孔112上安装有一个螺杆12,在将肋板200固定到工装板11上时,螺杆12先穿过肋板200,然后将螺杆12旋拧到工装板11上的定位孔112上。然后工作人员对肋板200与电气箱100进行焊接,每焊完一个肋板200,工作人员转动工装板11,然后对电气箱100上其他侧上的肋板200进行焊接,直至完成电气箱100上的肋板200安装。
39.在对电气箱100上其他侧端上的肋板200进行焊接时,肋板200可能会碰在工作台上,进而为了避免该问题,使工装板11的边缘处长出电气箱100上的肋板200位置处,这样,工作人员在转动电气箱100对肋板200进行焊接时,能够降低电气箱100上的肋板200抵在工作台上的风险。
40.进一步地,参照图2和图3,在工装板11上安装有支撑座13,支撑座13与工装板11垂直,向电气箱100上焊接肋板200时,支撑座13放置到工作台上。进而对肋板200与电气箱100进行焊接时,工作人员不需要用手扶着工装板11,降低工作人员的劳动强度。
41.进一步地,参照图2和图3,工作人员在对肋板200与电气箱100进行焊接时,在电气箱100的底部还放置有垫块14,垫块14的数量可自由选择,但至少有两个,分别对电气箱100底部长度方向的两角部进行支撑,从而便于工组人员对肋板200与电气箱100进行焊接。在使用垫块14对电气箱100进行支撑时,垫块14可放置在工作台上或者放置在支撑座13上,但垫块14与工装板11之间要留存较大的间隙,从而使垫块14对电气箱100进行更好的支撑。
42.垫块14上设有柔性垫141,柔性垫141采用橡胶垫等柔性材料制作,在垫块14对电气箱100进行支撑时,利用设有柔性垫141的一端对电气箱100进行支撑。为了使垫块14更好的对电气箱100进行支撑,使垫块14上的柔性垫141的顶端与工装板11上的安装孔111的底部高度持平。
43.进一步地,参照图2和图3,在支撑座13上开设有滑槽131,滑槽131平行于工装板11,在垫块14上设有滑块142,滑块142位于垫块14上远离柔性垫141的一端,滑块142滑动连接在滑槽131内。在需要使用垫块14对电气箱100进行支撑时,将垫块14上的滑块142放置到滑槽131内,然后根据需要垫块14对电气箱100进行支撑的位置,在滑槽131内滑动滑块142的位置。
44.在调节垫块14在支撑座13上的位置时,为了减少滑块142从滑槽131内滑出的次数,在支撑座13上固定有两个挡板15,两个挡板15分别位于滑槽131的两侧,从而将滑槽131的两端封堵住,降低了滑块142从滑槽131内滑出的风险。
45.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1