一种波导裂缝天线表面板开缝装置的制作方法
1.本实用新型涉及波导裂缝天线生产,尤其涉及一种波导裂缝天线表面板开缝装置。
背景技术:
2.波导裂缝天线是在波导壁上按一定规律切开窄缝,产生电磁波辐射的天线。波导裂缝天线在需要窄波束或赋性波束的微波通信和雷达系统中获得了广泛应用。特别是它具有体积小、重量轻、口径效率高等特点,在机载雷达上为优选形式。波导上的缝隙随着其切割位置的不同构成了不同形式的缝隙。
3.由于这些缝隙均切割表面电流,因而将向外部空间辐射能量,对这些缝隙的个数、位置、尺寸、排列进行精心选择,就能产生各种实用的天线方向图。然而,由于有些波导裂缝天线上开有大小相同的缝隙,但有些波导裂缝天线上开有大小不同、方向不同的缝隙,波导裂缝天线表面板的加工较为复杂,加工效率低。
技术实现要素:
4.针对上述缺陷,本实用新型提供一种波导裂缝天线表面板开缝装置,可根据不同规格的波导裂缝天线表面板选择开缝模具,并快速开缝。
5.为了实现本实用新型的目的,拟采用以下技术:
6.一种波导裂缝天线表面板开缝装置,包括:
7.夹持单元,用于夹持天线表面板,夹持单元包括一对底部无杆气缸,底部无杆气缸设有多个第一单轴气缸,第一单轴气缸输出端指向两个底部无杆气缸之间,第一单轴气缸输出轴一端设有l型块,夹持单元还包括开缝模具,开缝模具上贯穿开设有若干缝隙;
8.开缝单元,设于夹持单元上端预定距离,用于对天线表面板开缝,开缝单元包括顶部无杆气缸、一对导轨,顶部无杆气缸两端各对称设有一对车体,车体底端设有滚动配合于导轨的滚轮,顶部无杆气缸设有竖直设置的旋转电机,旋转电机设有竖直设置的气液增压缸,气液增压缸设有第二单轴气缸、固定板,固定板侧面贯穿开设有若干螺孔,固定板侧面还设有若干缓冲垫,第二单轴气缸输出轴一端设有压板,压板侧面贯穿开设有位置与螺孔匹配的圆孔,圆孔内穿设有螺杆,开缝单元还包括设于固定板和压板间且与缝隙匹配的冲压块,冲压块用于在天线表面板上开出预定大小的缝。
9.进一步,底部无杆气缸上端面滑动配合有气缸板,多个第一单轴气缸沿气缸板长度方向阵列设置。
10.进一步,夹持单元还包括桌体,开缝模具设于桌体上。
11.进一步,开缝单元包括一对支架,一对导轨设于支架顶端内侧面。
12.进一步,顶部无杆气缸底端面滑动配合有电机板,旋转电机设于电机板底端。
13.进一步,旋转电机输出轴一端设有竖杆,气液增压缸设于竖杆底端。
14.进一步,气液增压缸输出端设有横板,横板底端面一端设有连接块,第二单轴气缸
设于连接块底端,固定板设于横板底端面另一端。
15.进一步,缓冲垫为橡胶材质。
16.本技术方案的有益效果在于:
17.1、夹持单元设有多个第一单轴气缸,第一单轴气缸设有l型块,可对不同宽度的波导裂缝天线表面板稳定夹持,气缸板可通过底部无杆气缸滑动到开缝单元外,易于放入新的天线表面板材,和取出已经加工完成的天线表面板。
18.2、通过开缝单元顶部的车体、滚轮和顶部无杆气缸,可使冲压机构在水平面的四个方向上自由移动,方便对波导裂缝天线表面板的加工,开缝单元的旋转电机可旋转冲压块的方向,实现在天线表面板上加工出不同方向的缝隙。
19.3、开缝单元包括固定板和压板,由第二单轴气缸控制压板,进行夹持,通过固定不同规格的冲压块,实现在天线表面板加工出不同大小的缝隙。
20.4、桌体上可放置不同的开缝模具,既能提供支撑,避免波导裂缝天线表面板被冲压坏,又能实现不同规格波导裂缝天线表面板加工。
21.5、固定板侧面还设有若干缓冲垫,同时,螺杆连接固定板和压板,增强冲压块固定的稳定性,延长装置使用寿命。
22.6、该装置根据不同规格的波导裂缝天线表面板并快速开缝,具有较强的实用性。
附图说明
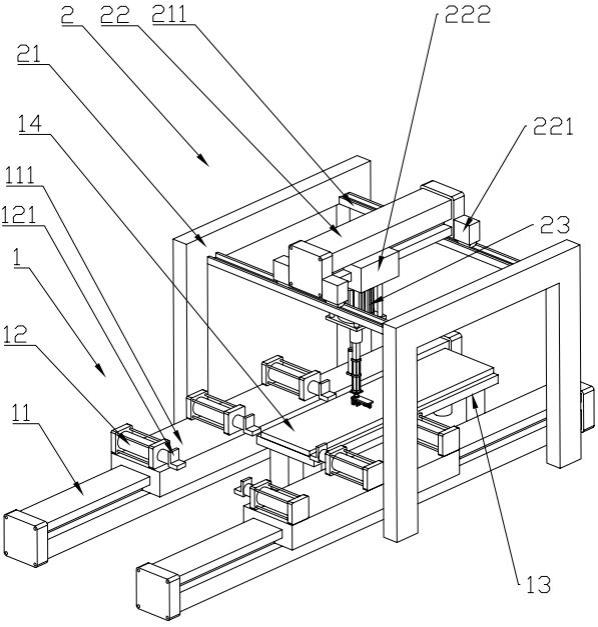
23.图1示出了本技术实施例整体立体图。
24.图2示出了本技术实施例冲压机构立体图。
25.图3示出了本技术实施例冲压块夹持机构立体图。
26.图4示出了本技术实施例开缝模具立体图。
27.图5示出了本技术实施例冲压块立体图。
具体实施方式
28.为使本技术的目的、技术方案和优点更加清楚,下面结合附图对本技术的实施方式进行详细说明,但本技术所描述的实施例是本技术一部分实施例,而不是全部的实施例。
实施例
29.如图1~5所示的一种波导裂缝天线表面板开缝装置,包括夹持单元1、开缝单元2。
30.夹持单元1用于夹持天线表面板,夹持单元1包括桌体13、一对底部无杆气缸11,底部无杆气缸11上端面滑动配合有气缸板111,气缸板111沿长度方向阵列有多个第一单轴气缸12,第一单轴气缸12输出端指向两个底部无杆气缸11之间,第一单轴气缸12输出轴一端设有l型块121,桌体13上设有开缝模具14,开缝模具14上贯穿开设有若干缝隙15;
31.开缝单元2设于夹持单元1上端预定距离,用于对天线表面板开缝,开缝单元2包括顶部无杆气缸22、冲压块292、一对支架21,支架21顶端内侧面设有一对导轨211,顶部无杆气缸22两端各对称设有一对车体221,车体221底端设有滚动配合于导轨211的滚轮,顶部无杆气缸22底端面滑动配合有电机板222,电机板222底端设有竖直设置的旋转电机23,旋转电机23输出轴一端设有竖杆24,竖杆24底端设有竖直设置的气液增压缸25,气液增压缸25
输出端设有横板26,横板26底端面一端设有连接块,连接块底端设有第二单轴气缸27,横板26底端面另一端设有固定板28,固定板28侧面贯穿开设有若干螺孔281,固定板28侧面设有若干缓冲垫282,缓冲垫282为橡胶材质,第二单轴气缸27输出轴一端设有压板29,压板29侧面贯穿开设有位置与螺孔281匹配的圆孔,圆孔内穿设有螺杆291,冲压块292设于固定板28和压板29间且与缝隙15匹配,冲压块292用于在天线表面板上开出预定大小的缝。
32.工作方式:
33.根据需要加工的波导裂缝天线规格选择对应的开缝模具14放在桌体13上,启动底部无杆气缸11,将气缸板111滑至开缝单元2外,启动第一单轴气缸12,分开l型块121,在l型块121上放置待加工的天线表面板材,启动第一单轴气缸12,用l型块121夹紧天线表面板材,启动底部无杆气缸11,将天线表面板材平移至开缝模具14上方。
34.将待使用的第一个冲压块292放在固定板28和压板29之间,启动第二单轴气缸27,压紧压板29,拧入螺杆291,使其穿入压板29的圆孔和固定板28的螺孔281且拧紧。
35.通过车体221底部滚轮带动车体221在导轨211长度方向运动,通过顶部无杆气缸22带动电机板222在顶部无杆气缸22长度方向运动,调整冲压块292的水平方向位置,通过旋转电机23调整冲压块292的方向。从第一个开缝点开始,启动气液增压缸25在天线表面板材上进行冲压,使用车体221和顶部无杆气缸22调整冲压块292的水平位置,依次将所有开缝点进行开缝,如需调整冲压块292的方向,启动旋转电机23调整。
36.在将与第一个规格的冲压块292匹配的所有开缝点进行开缝完成后,按以上步骤更换冲压块292,依次类推进行开缝。
37.以上实施例仅用以说明本技术的技术方案而非对其限制,对于所属领域的普通技术人员而言,对本技术的具体实施方式进行修改或者对部分技术特征进行等同替换,而不脱离本技术技术方案的精神,其均应涵盖在本技术请求保护的技术方案范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1