一种双点式侧向点焊装置的制作方法
1.本实用新型涉及焊接技术领域,具体涉及一种双点式侧向点焊装置。
背景技术:
2.现有点焊装置的点焊过程中,因需要人工上料和下料,容易出现操作误差和操作安全问题,为了适应自动化生产需求,提高点焊工作效率,有必要提供自动运行、自动检测且自动报错的点焊装置。
技术实现要素:
3.本实用新型为克服现有技术存在的不足,提供了一种能自动运行、自动检测、自动报错的双点式侧向点焊装置。
4.本实用新型的一种双点式侧向点焊装置包括机座,安装于机座的产品夹具和点焊装置,设有控制装置,所述控制装置控制点焊装置的运行,所述控制装置包括用于存储动作条件、动作程序的存储部,控制装置形成为能够检测包括点焊装置驱动的电机的电流、转矩的状态值,控制装置形成为实施以下的检测控制:对点焊装置的各个打点分别设定参数控制,基于电焊装置驱动电动机的状态值、工件检测参数、工件操作人员状态值脱离预先决定的范围时,驱动点焊装置停止并提供警示;所述产品夹具包括下端的夹具定位座和产品夹具,所述夹具定位座配设多套产品夹具,所述产品夹具根据fdti1248协议编码,所述控制装置预留端口接受1248协议的信号,以调控不同的产品夹具夹持不同产品。
5.作为优选,所述控制装置配设夹具编码器,所述夹具编码器插装于控制装置,且被所述控制装置读取数值进行编译与控制装置输入的信息进行判别,以调取控制装置中的程序进而开始运行。
6.作为优选,所述控制装置还配设检测器,所述检测器对产品夹具、点焊装置进行信息采集,并将信息反馈给控制系统,供控制系统进行判别。
7.作为优选,所述各工件检测参数、点焊装置驱动电动机的状态值、及工件操作人员状态值分别与各打点的焊接指令相关联。
8.作为优选,所述动作程序包括各个打点的焊接指令,以及设定各个打点的检测参数的设定信息。
9.作为优选,所述控制装置配设一人机交换操作柜,所述人机交换操作柜显示各打点的检测参数的状态信息。
10.作为优选,所述控制装置配设一报警器,控制装置检测电焊装置驱动电动机的状态值、工件检测参数、工件操作人员状态值脱离预先决定的范围时,驱动点焊装置停止打点并通过警报器提供警示。
11.作为优选,所述产品夹具包括下端的夹具定位座和产品夹具,所述夹具定位座配设多套产品夹具以夹持不同产品。
12.作为优选,各所述产品夹具由编码调用,配套夹持不同型号的产品,与产品共同形
成控制系统的工件检测参数。
13.作为优选,所述点焊装置包括若干点焊臂和安装于机座的夹紧臂、焊枪,所述夹紧臂配合产品夹具夹紧产品,电焊臂带动焊枪实现产品焊接。
14.与现有技术相比,本实用新型的有益效果是:本实用新型提供了一种能自动运行、自动检测、自动报错的双点式侧向点焊装置,能有效提高点焊工作效率,降低点焊错误率,降低人工使用率,提升点焊操作人员的安全性。
附图说明
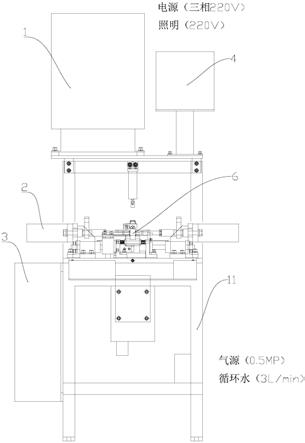
15.图1为本实用新型的正视图;
16.图2为本实用新型的侧视图;
17.图3为本实用新型的工作流程示意图;
18.附图中,控制器1;左点焊臂2;控制柜3;人机交换操作柜4;产品夹具6;启动按钮7;上夹紧臂8;侧夹紧臂9;变压器10;夹具定位座601;产品夹具602;机座11。
具体实施方式
19.下面结合附图和实施例,对本实用新型作进一步阐述:
20.实施例1
21.如图1
‑
3所示,本实用新型的一种双点式侧向点焊装置,包括机座11,安装于机座11的产品夹具6和点焊装置,还设有控制装置,所述控制装置控制点焊装置的运行,所述控制装置包括用于存储动作条件、动作程序的存储部,形成为检测包括点焊装置驱动的电机的电流、转矩的状态值,且,形成为实施以下的检测控制:对点焊装置的各个打点分别设定参数控制,基于电焊装置驱动电动机的状态值、工件检测参数、工件操作人员状态值脱离预先决定的范围时,驱动点焊装置停止运行;所述产品夹具6包括下端的夹具定位座601和产品夹具602,所述夹具定位座601配设多套产品夹具602,所述产品夹具602根据fdti1248协议编码,所述控制装置预留端口接受1248协议的信号,以调控不同的产品夹具602夹持不同产品。
22.所述控制装置配设夹具编码器,所述夹具编码器插装于控制装置,且被所述控制装置读取数值进行编译与控制装置输入的信息进行判别,以调取控制装置中的程序进而开始运行。
23.所述控制装置还配设检测器,所述检测器对产品夹具、点焊装置进行信息采集,并将信息反馈给控制系统,供控制系统进行判别。
24.本实用新型的双点式侧向点焊装置,通过控制装置的设计,通过控制装置与点焊装置的配合,实现了点焊装置的在点焊过程中的自动检测,自动检测之后的自动控制运行和自动控制停止、自动显示停止原因,提高了点焊装置的效率,解决了现有技术中操作错误、点焊有误差等问题。
25.本实用新型的产品夹具6配设多个,并根据fdti1248协议编码,被控制装置控制,根据不同产品自动选用不同夹具,夹持不同产品。所述产品夹具6包括下端的夹具定位座601和产品夹具602,所述夹具定位座601配设多套产品夹具602,所述产品夹具602根据fdti1248协议编码,所述控制装置预留端口接受1248协议的信号,以调控不同的产品夹具
602夹持不同产品。
26.所述各工件检测参数、点焊装置驱动电动机的状态值、及工件操作人员状态值分别与各打点的焊接指令相关联。各打点的焊接指令分别设置,提高了控制装置控制的精确度,便于实现对各焊接口的实时监控管理。
27.所述动作程序包括各个打点的焊接指令,以及设定各个打点的检测参数的设定信息。
28.所述控制装置包括控制柜3和控制连接的人机交换操作柜4,本实用新型配设的人机交换操作柜4,所述人机交换操作柜4与显示各打点的检测参数的状态信息,能实时显示本实用新型的点焊装置的参数,实时显示导致点焊装置停止运行的脱离的参数,便于迅速查明原因,修正错误,恢复正常工作状态。
29.所述控制装置配设一报警器,控制装置检测电焊装置驱动电动机的状态值、工件检测参数、工件操作人员状态值脱离预先决定的范围时,驱动点焊装置停止打点并通过警报器提供警示,进而实时警示使用人员,便于修正错误。
30.所述产品夹具6包括下端的夹具定位座601和产品夹具602,所述夹具定位座601配设多套产品夹具602以夹持不同产品,极大地扩大了使用范围。
31.各所述产品夹具602由编码调用,配套夹持不同型号的产品,与产品共同形成控制系统的工件检测参数,形成控制装置中的统一管理,实现了整个点焊装置的各部位的监测和管理。
32.所述点焊装置包括若干点焊臂和安装于机座的夹紧臂、焊枪,所述夹紧臂配合产品夹具6夹紧产品,电焊臂带动焊枪实现产品焊接。
33.本实用新型中点焊装置选用日本电元熔接机,是工作执行单元,接受控制柜3的调用程序命令,进行点焊动作运行,并将点焊动作的运作状态反馈给控制柜3;控制装置选用欧姆龙的plc系统,与产品夹具602通过运作通讯,控制装置接受1248协议的信号,以调控不同的产品夹具602夹持不同产品,产品夹具602夹持不同产品,并将夹持产品的识别及动作完成状况反馈给控制装置,本实用新型中,控制装置系系统核心单元,支配协作点焊装置、产品夹具,且校验夹具与人机界面;利用所述人机交换操作柜4选用普罗菲斯触摸屏系统,人机交换操作柜4是人机交流单元,用于设置焊接条件,调试手工操作,接受、显示报警信息,并用于查询。本实用新型的控制装置通过各部位的检测参数将检测参数传输至控制柜3,控制柜触发左点焊臂动作,完成后,右点焊臂动作,焊接完成后,上夹紧臂,侧夹紧臂分别打开,工作结束。点焊过程中,控制柜3命令协调工作。
34.本实用新型的一种双点式侧向点焊装置,需预先设置参数:通过人机操作面板4设定需要的车种/电流/电压/气压/保养参数/计数等焊接参数。当条件不满足时,报警并显示不满足原因。操作者可以迅速查明原因修正。在具体的生产过程中,先将产品放入产品夹具6,确认无误后,按动启动按钮7,启动之后上夹紧臂8;侧夹紧臂分别动作9,夹紧产品。各检测装置判断无误后通知3plc控制柜,触发左点焊臂2先动作;完成后,右点焊臂动作5。焊接完成,上夹紧臂8;分别打开侧夹紧臂9,工作结束。点焊过程中,点焊控制柜3及变压器10接受plc控制柜3命令协调工作。
35.根据控制装置中预设的参数,当参数条件不满足时,人机操作面板4显示不满足原因。操作者可以迅速查明原因。修正错误,恢复正常工作状态。当满足保养周期时,同样会报
警且显示原因。
36.本实用新型中,控制装置还配置检测系统:包括水流检测以实时监测水路以防止堵塞);红外线检测以实时监控操作人员安全;气压检测;电流电压检测;产品有无检测;动作干涉检测等。
37.在运转上,通过人工上下料,焊接过程全自动。因为是人工上料,设备配备安全装置,人的手必须离开安全区设备才能启动。启动方式为双手按钮。放入的工件必须在正确的位置,才启动有效,产品不在正确的位置,或有异品放入时,都不能启动设备,人机交换操作界柜的截面提示错误信息,通通过警报器报警。
38.本实用新型中,同一点焊装置通过产品定位家具6配装更换多套焊接夹具,来生产多个产品,每套夹具对应一个产品,每套夹具进行编码,通过编码调用产品生产程序。
39.本实用新型中,控制装置配设检测器,对产品夹具、点焊装置等进行实时信息采集,控制系统接收到信息后,对人机交换操作柜4发出指令进行操作。
40.当需将产品夹具装入后,插上编码器开关后,根据“模式选择”模块,对编码器进行读取数值,进行编译与人机界面输入的信息进行比对,当信息一致时,调用储存于里面的程序,并运行准备完了信号灯闪亮,不一致时,给人机界面发出报警信息,提醒操作员工进行调整。
41.当夹具进行调试时,开关打到手动按钮,启动“手动回路”模块,进行手动模式调试,手动模式也会与人机交换操作柜4实时交互信息,指导操作员工正确操作。
42.当产品正常生产时,首先启动的是“原点复位”模块,把所有的产品夹具、点焊装置、周边设备都回复的原始位置。完成后,人机界面提示员工可以进行正常生产了。启动“自动运行”模块进行生产,没完成一次动作,“计数模块”工作一次,进行生产数量的计算、维保数量的计算。当达到设定值时,向人机交互界面发出信息,及其停止运行。操作员工根据提示,修复后,方可运行。当“动作端”实时监测发生异常时,启动“异常检出”模块,对异常的判断,并到人机界面信息输出报警,要求员工进行修复。
43.出力回路模块是与周边设备进行信息交换的模块。
44.io端模块是专门人机界面交换的的信息模块。
45.产工作过程:生产准备:安装要生产的夹具,插入编码器,自动调用程序;生产:工人放入产品到夹具,夹具进行识别,准确无误后,系统提示可以启动。工人启动按钮,设备自动焊接。焊接完成后,产品夹具6打开,工人取出产品。焊接过程,刚好工人为下一个焊接产品做好准备,循环往复。
46.最后,需要注意的是,以上列举的仅是本实用新型的具体实施例。显然,本实用新型不限于以上实施例,还可以有很多变形。本领域的普通技术人员能从本实用新型公开的内容中直接导出或联想到的所有变形,均应认为是本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1