多脉冲焊接方法与流程
1.本发明涉及一种用于使用于执行多脉冲焊接方法的至少两个脉冲焊接过程同步的方法,其中,脉冲焊接过程由以脉冲频率周期性重复的、具有脉冲电流纤维和基本电流相位的焊接循环组成,每个脉冲焊接过程借助焊接装置执行,焊接装置借助通信连接相互连接并且经由该通信连接将同步信息从发送焊接装置发送给至少一个接收焊接装置,并且在接收焊接装置中使用该同步信息,以使借助接收焊接装置实施的脉冲焊接过程与借助发送焊接装置实施的脉冲焊接过程同步。此外,本发明涉及一种用于执行多脉冲焊接方法的布置系统。
背景技术:
2.本发明涉及借助熔化或者非熔化焊接电极的、利用脉冲电弧的脉冲焊接。在这种焊接方法的情况下,基本焊接电流和相对于其提高的脉冲焊接电流以预先给定的脉冲频率有规律地相互交替。在具有基本焊接电流的基本焊接电流相位期间,电弧以低功率燃烧,以使熔池保持液态。在具有脉冲焊接电流的脉冲电流相位期间形成焊丝的大的熔滴作为焊接填充料,其最终被剥除并且落入熔池中。在此,焊丝同时也能够用作熔化焊接电极,例如在金属惰性气体(mig:metall lnertgas)焊接或者金属活性气体(mag:metall aktivgas)焊接的情况下,或者能够输送给在非熔化焊接电极和工件之间燃烧的电弧,例如在钨极惰性气体(wig:wolfram inertgas)焊接的情况下。在wig焊接的情况下,所述焊接方法通常也称为直流脉冲(dc puls)焊或者交流tig(wig ac)焊。根据焊丝的丝直径和材料,在mig/mag焊接的情况下应当这样选择焊丝进给速度和脉冲频率并且使二者相互匹配,使得在每个电流脉冲下产生熔滴并且将其剥除。在此,焊丝进给速度和脉冲频率彼此相关。在焊丝进给速度和脉冲频率的值选择不当的情况下无法实现稳定的焊接过程和/或无法实现良好的焊接质量。借助脉冲焊接能够减少并且控制进入工件中的热量输入,由此也能够焊接较薄的工件。附加地,借助脉冲焊接得到在质量方面具备高品质的焊接结果,例如由此能够大幅降低飞溅。
3.为了提高焊接效率,也已知了多脉冲焊接方法,例如串联式脉冲焊接方法,在多脉冲焊接方法的情况下至少两个脉冲焊接方法同时运行。在此,优选至少两个焊丝在一个共同的熔池中熔化。但是,各个脉冲焊接方法也能够分别具有各自的熔池。为此,对于每个脉冲焊接过程需要独立的焊接装置,即分别需要电源、焊炬并且可选地需要焊丝进给单元。借助每套焊接装置实现一种脉冲焊接方法。对于mig/mag能够这样运行所述多脉冲焊接,使得各焊接过程被启动并且彼此不相关地运行,即单独为每个焊接过程设定焊丝进给速度和脉冲频率。在wig焊接的情况下通常仅设定脉冲频率,但是也可能设定焊接填充料的焊丝进给速度。然而,这对于焊工而言更耗时,因为必须在所有焊接装置中相应设置焊接参数。除此之外,对于由于同时运行的焊接过程而引起的可能的相互作用产生很小的影响直至不产生影响,这可能降低焊接质量。
4.因此也已知了具有同步焊接过程的串联式脉冲焊接方法,在所述串联式脉冲焊接
方法的情况下,为一个焊接装置预先给定脉冲频率,另一个焊接装置跟随该焊接频率。由此,两个焊接过程彼此同步并且以同一脉冲频率进行焊接。但是,在mig/mag焊接的情况下,如果以不同于另一焊接过程中的焊丝进给速度输送跟随的焊接过程的焊丝,虽然这通常是为了提高过程稳定性所期望的,但这可能导致出现问题。在wig焊接的情况下也力求实现同步的焊接过程。但是,较低的焊丝进给速度通常也要求较低的脉冲频率,因为焊丝进给与焊接电流的功率平衡必须相互协调。因此,在主导的脉冲焊接过程中的焊丝进给速度和跟随的脉冲焊接过程中的焊丝进给速度之间相差过大的情况下,可能发生所述跟随的脉冲焊接过程以(从主导的脉冲焊接过程中承接的)过高的脉冲频率运行的情况,由此,可能由于所述跟随的脉冲焊接过程而无法实现稳定的焊接过程或者得到较差的焊接结果(例如焊接飞溅)。
5.为了解决这一问题,在de 10 2007 016 103 a1中已经提出,可以将串联式脉冲焊接方法中的跟随的脉冲焊接过程的脉冲频率设定为主导的脉冲焊接过程的脉冲频率的整数倍。在此,所述两个脉冲焊接过程的脉冲频率应当选择为,使得脉冲电流相位不会相互重叠。但是并未详述如何能够实现两个脉冲焊接过程的同步。
技术实现要素:
6.因此,本发明的任务在于,提出一种用于在多脉冲焊接方法中同步同时运行的多个脉冲焊接过程的方法。
7.根据本发明,所述任务通过如下方式解决,发送焊接装置将同步脉冲作为同步信息发送给至少一个接收焊接装置,该同步脉冲与发送焊接装置的脉冲焊接过程的焊接循环存在限定的时间关系,并且接收焊接装置的脉冲焊接过程的焊接循环与接收到的同步脉冲同步。
8.借助同步脉冲,接收焊接装置能够使要执行的脉冲焊接过程与发送焊接装置中的脉冲焊接过程同步,以确保两个脉冲焊接过程彼此间的期望的关系。为了防止两个脉冲焊接过程彼此偏离,也可能能够以规律的间隔重复这种同步脉冲。
9.由此,经由通信连接能够以简单的方式发送对于同步脉冲焊接过程所需的同步信息。由此,所述同步能够自动化地实现,而不必由焊工进行干预或者不必设置焊接参数。
10.为了简单地实施所述多脉冲焊接方法,接收焊接装置的脉冲焊接过程的脉冲频率可以是在接收焊接装置中是已知的或者从已知的焊接特性曲线中确定。
11.作为替选,能够附加地将发送焊接装置的脉冲频率或者待由接收焊接装置设定的脉冲频率作为同步信息发送至接收焊接装置。在一种有利的构造方案中,能够在接收焊接装置中借助已知的分频器从已获取的发送焊接装置脉冲频率中确定待由接收焊接装置设定的脉冲频率。这能够使接收焊接装置中的脉冲焊接过程跟随发送焊接装置中的脉冲焊接过程。
12.如果发送焊接装置至少在同步期间连续地将同步脉冲作为同步信息以发送焊接装置的脉冲频率发送至接收焊接装置,并且接收焊接装置从接收到的同步脉冲的周期中确定发送焊接装置的脉冲频率并且借助已知的分频器从中确定要在接收焊接装置中设定的脉冲频率,则得到一种另外的有利的构造方案。这能够使接收焊接装置中的脉冲焊接过程跟随发送焊接装置中的脉冲焊接过程。
13.特别有利的是,在接收焊接装置中从已知的焊接特性曲线中确定分频器并且从发送焊接装置的脉冲频率和分频器中确定待由接收焊接装置设定的脉冲频率。优选地从由设定的接收焊接装置的脉冲焊接过程的焊丝进给速度组成的焊接特性曲线中确定脉冲焊接过程所需的脉冲频率,从所需的脉冲频率和所获取的发送焊接装置的脉冲频率中确定分频器。因此,能够在考虑到存储的焊接特性曲线的情况下优化地设置接收焊接装置的脉冲频率,由此,能够在考虑到存储的焊接特性曲线的情况下优化地设置接收焊接装置的脉冲频率,由此,在确定脉冲频率时可将焊接过程考虑在内。
14.对于多脉冲焊接方法可能有利的是,以预先给定的相位差在发送焊接装置中的焊接循环开始时发送同步脉冲和/或在接收同步脉冲之后以预先给定的相位差开始接收焊接装置中的焊接循环。以这种方式能够确保脉冲焊接过程的期望的相位位置。
附图说明
15.下面参考附图1至附图7更详细地阐述本发明,各附图示例性地、示意性地并且非限制性地示出本发明的有利的构造方案。附图如下:
16.图1示出用于执行多脉冲焊接方法的布置系统,
17.图2示出多脉冲焊接方法中的焊接循环,
18.图3示出借助在相关焊接装置之间的通信连接实现的脉冲焊接过程的同步,
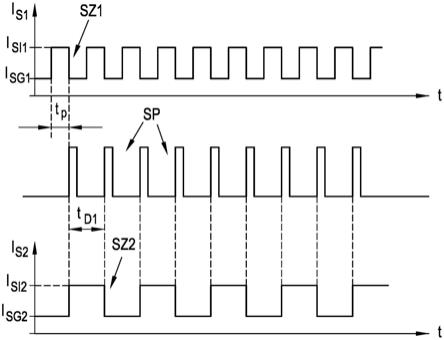
19.图4示出借助同步脉冲实现的同步,
20.图5示出脉冲焊接过程的一种可能的焊接特性曲线,
21.图6示出具有中间脉冲的脉冲焊接过程,以及
22.图7示出焊接期间同步的切换。
具体实施方式
23.下面针对作为多脉冲焊接方法的例子的串联式脉冲焊接方法(即具有两个脉冲焊接过程)对本发明进行阐述。但是,当然也可以考虑,将下面的实施方案扩展应用于具有两个以上的脉冲焊接方法的多脉冲焊接方法。多脉冲焊接方法的特点尤其是在于,同时运行至少两个脉冲焊接过程,因此,在串联式脉冲焊接方法的情况下运行两个脉冲焊接过程。所述多个脉冲焊接过程能够全部在同一熔池内作业,但是也可能不同的脉冲焊接过程在部分不同的熔池内作业。
24.图1中示意性地示出一种用于串联式脉冲焊接方法的可能的配置。设有两个单独的焊接装置1a、1b,其分别具有电源2a、2b、焊丝进给单元3a、3b(在wig焊接的情况下也可不具有焊丝进给单元3a、3b)、和焊炬4a、4b。电源2a、2b分别提供所需的焊接电压,所述焊接电压分别施加到作为焊接过程的熔化焊接电极的焊丝5a、5b上。为此,例如能够在焊炬4a、4b中设有接触套,将焊接电压例如经由焊接线路6a、6b施加至所述接触套上,并且所述接触套与焊丝5a、5b接触。但是,也能够使用具有非熔化焊接电极的焊炬4a、4b,焊接电压经由焊接线路6a、6b施加至所述非熔化焊接电极上。在这种情况下,将焊丝5a、5b输送至在非熔化焊接电极和材料之间燃烧的电弧。
25.由此,分别有确定的焊接电流流经焊接电极,其中,为此当然设有未在图1中示出的用于接触工件的第二焊接线路。焊丝5a、5b由焊丝进给单元3a、3b分别以确定的焊丝进给
速度输送。焊丝进给单元3a、3b能够分别集成在焊接装置1a、1b中,但是也可以是独立的单元。焊丝5a、5b和焊接装置1a、1b的焊接线路6a、6b以及可选地也包括在电源2a、2b和焊炬4a、4b之间的另外的管线(例如控制线路或者冷却剂管道)也能够在一个共同的亦或多个软管组中引导。软管组能够经由合适的联接装置耦联至焊炬4a、4b上和电源2a、2b上。在焊接装置1a、1b中也设有控制单元7a、7b,所述控制单元控制并且监控脉冲焊接过程。为此,在控制单元7a、7b中预先给定或者能够设定所需的焊接参数,例如脉冲频率、焊丝进给速度、焊接电流值、脉冲电流持续时间、基本电流持续时间等。为了输入或者为了显示特定的焊接参数或者焊接状态,也能够设有输入/输出单元8a、8b。这种焊接装置1a、1b当然是充分已知的并且不必在这里详细描述。对于具有两个以上脉冲焊接过程的多脉冲焊接方法,当然相应设有更多个焊接装置1a、1b。多脉冲焊接方法的多个焊接装置1a、1b(可选地也连同配设的焊丝进给单元3a、3b一起)也能够设置一个共同的壳体中。
26.为了实现串联式焊接过程,两个焊炬4a、4b在示出的实施例中在局部相对于彼此设置,使得它们能够在一个工件10上的共同的熔池11中作业。这种相对于彼此的布置可以是固定的,例如其方式为:将两个焊炬4a、4b设置在焊接机器人12上,该焊接机器人引导两个焊炬4a、4b(如图1中示出的那样)。但是,所述布置也可以是可变的,例如其方式为:每个焊炬4a、4b分别由一个焊接机器人12引导。焊炬4a、4b相对于焊接方向是否是依次连续地、并排地或者以其它方式彼此任意偏移地设置的,这也并不重要。借助脉冲焊接过程实现的是搭焊、堆焊还是任何其它焊接方法,同样也无关紧要。这些实施方式当然也以类似的方式适用于具有两个以上的脉冲焊接过程的多脉冲焊接过程。
27.根据图2,通过焊接电流i
s
随时间t的延伸走向阐述所述充分已知的脉冲焊接方法。在脉冲焊接期间,基本电流i
sg
和与之相比更高的脉冲电流i
si
以预先给定的脉冲频率f
d
周期性地相互交替。当然,脉冲频率f
d
是作为焊接循环sz的周期持续时间t
d
的倒数而得出的,所述焊接循环由具有基本电流i
sg
的基本电流相位和具有脉冲电流i
si
的脉冲电流相位组成。在脉冲电流相位期间,应当分别将焊接熔滴剥除到相应的熔池11中。在焊接期间也能够更改脉冲频率f
d
和/或基本电流i
sg
的或者脉冲电流i
si
的值。
28.焊接电流i
s1
、i
s2
的随时间变化的延伸走向在图2中当然是理想化的并且是简化示出的。当然,在现实中,在侧翼处会存在一定的电流斜坡。同样地,通常规定,焊接电流i
s
在从脉冲电流i
si
过渡到基本电流i
sg
的情况下呈阶梯状地、或者以其它的电流变化曲线下降,以辅助剥除熔滴。通常也在基本电流相位设有短的中间电流脉冲,以提高过程稳定性,如还将在较靠后详细描述的那样。但是,这不会改变焊接循环sz的循环持续时间t
d
以及由此得出的脉冲频率f
d
。
29.在根据本发明的串联式脉冲焊接过程的情况下,两个脉冲焊接过程相互同步,其方式为:这两个脉冲焊接过程的脉冲频率f
d1
=1/t
d1
、f
d2
=1/t
d2
彼此处于预先给定的特定的关系中,并且得到的焊接循环sz1、sz2彼此具有预先给定的特定的相位关系。优选地适用:一个脉冲频率是另一脉冲频率的整数倍。当然,这又以类似的方式也普遍适用于多脉冲焊接方法,在所述多脉冲焊接方法中,各个脉冲焊接过程是彼此同步的。在图2的示例中,例如跟随的脉冲焊接过程的脉冲频率f
d2
是例如主导的脉冲焊接过程的脉冲频率f
d1
的双倍,但反之亦可行。作为附加,具有较高脉冲频率f
d2
的焊接电流变化曲线相对于具有较低脉冲频率f
d1
的焊接电流变化曲线在时间上延迟相位差t
p
,即在时间上错开地开始具有脉冲电流i
si
的脉冲。但是,相位差当然也能够表示为相对于主导的脉冲焊接过程的脉冲频率f
d1
的相位角。
30.通常,主导的脉冲焊接过程具有较高的脉冲频率f
d1
,而跟随的脉冲焊接过程具有与之相比较低的或者相同的脉冲频率f
d2
。在多脉冲焊接方法的情况下存在一个主导的脉冲焊接过程和多个跟随的脉冲焊接过程,其中,在这种情况下,主导的脉冲焊接过程也优选地具有最高的脉冲频率,而跟随的脉冲焊接过程则具有与之相比较低的或者相同的脉冲频率。但是,各跟随的脉冲焊接过程的脉冲频率不必强制性地相等。
31.为了执行所述的串联式脉冲焊接过程,在两个焊接装置1a、1b中或者说在控制单元7a、7b中必须已知相应的脉冲频率f
d1
、f
d2
并且也已知可能的相位差t
p
。也就是说,焊接电流i
s1
、i
s2
随时间变化的变化曲线必须相互同步。为了实现这一点必须使所述两个焊接装置1a、1b相互同步。
32.为此,多脉冲焊接方法的焊接装置1a、1b、1c、通常是焊接装置1a、1b、1c的控制单元7a、7b、7c经由通信连接15相互连接,如在图3中示出的那样,该通信连接既可以是有线的,也可以是无线的。经由通信连接15,在多脉冲焊接过程开始时,将同步信息si从优选所述主导的脉冲焊接过程的焊接装置1a发送至优选所述跟随的脉冲焊接过程的其它焊接装置1b、1c。该同步信息si在接收焊接装置1b、1c中使用,以使借助该焊接装置1b、1c实施的脉冲焊接过程与借助发送焊接装置1a实施的脉冲焊接过程相匹配、尤其是同步。
33.在极简单的情况下,同步信息si是由发送焊接装置1a经由通信连接15发送的各个同步脉冲sp。在此,同步脉冲sp与发送焊接装置1a中的焊接循环sz1处于限定的时间关系中。优选使同步脉冲sp在焊接循环sz1开始时(例如基本电流相位开始时)以发送焊接装置1a中的脉冲频率f
d1
发送。同步脉冲sp也能够以存储的或者设定的相对于其的特定的相位差t
p
发送。为了实现更精确的同步,也能够在相位差t
p
中考虑已知的延迟时间,例如传输、接收焊接装置1b、1c的反应时间等。
34.在此,同步脉冲sp能够作为在两个焊接装置1a、1b之间的有线通信连接15上的电流或者电压脉冲发送。但是也可行的是,通信连接15作为数据总线实施,在所述数据总线上发送总线消息。在这种情况下,同步脉冲sp能够作为总线消息发送,这不仅能够有线地(电缆、玻璃纤维等)、也能够无线地(wifi,蓝牙等)实现。在接收焊接装置1b、1c中使焊接电流变化曲线is与接收到的同步脉冲sp同步,例如其方式为,接收焊接装置1b中的焊接循环sz2以脉冲频率f
d2
在接收同步脉冲的情况下开始(例如具有基本电流相位)。相应的脉冲频率f
d1
、f
d2
能够在焊接装置1a、1b、1c中存储或者设定。
35.同样地能够在焊接装置1b、通常是跟随的焊接装置中存储或者设定相位差t
p
。为此,接收焊接装置1b中的焊接循环sz2也能够以相位差t
p
在接收同步脉冲sp之后开始。
36.所需的另外的焊接参数、例如焊接电流i
si1
、i
sg1
、i
si2
、i
sg2
、脉冲电流持续时长、基本电流持续时长等当然同样地在焊接装置1a、1b、1c中存储或者设定,使得焊接装置1a、1b、1c能够实施脉冲焊接过程。
37.哪个焊接装置1a、1b是发送焊接装置,即为此在同步中是主导的焊接装置,并且哪个是接收焊接装置,即在同步中跟随的焊接装置,这本身对于本发明并不重要。这例如能够在参与多脉冲焊接方法的焊接装置1a、1b、1c中存储或者设定。所述设定当然也能够更改,即便在焊接期间亦是如此。
38.所述设定能够由焊工进行,例如经由相应的输入/输出单元8a、8b。
39.但是,也可以设置有上级控制单元,例如机器人控制装置或者过程控制装置,其与焊接装置1a、1b、1c相连接并且预先给定所述设定。为此,焊接装置1a、1b、1c和上级控制单元能够经由数据总线相互并联或者串联连接,以便能够进行所述设定。如果通信连接15作为数据总线实施,则该数据总线也能够用于所述设定。
40.同样可以考虑,根据焊接参数、例如脉冲频率f
d
或者焊丝进给速度v
d
存储关于焊接装置1a、1b、1c中的哪个焊接装置在同步中主导的设定。在这里例如可能规定,以最高的脉冲频率f
d
实施脉冲焊接过程的焊接装置1a、1b、1c始终是发送焊接装置,并且另外的是接收焊接装置。
41.在一种扩展方案中能够经由通信连接15传输附加信息。
42.例如,发送同步信息si的发送焊接装置1a也能够将自身的脉冲频率f
d1
或者待由接收焊接装置1b设定的脉冲频率f
d2
作为同步信息si发送,例如以单独的或者同一总线消息发送。如果发送自身的脉冲频率f
d1
,则能够在接收焊接装置1b中存储或者设定分频器f(如图3中示出的那样)。借助分频器f,于是能够简单地从接收到的脉冲频率f
d1
中确定脉冲频率f
d2
为f
d2
=f
d1
/f。当然,在此有利的是,所述两个脉冲频率f
d1
、f
d2
彼此处于整数比(例如1/2、1/3、1/4),也就是说,分频器(frequenzteiler)f为整数。这也能够使脉冲频率f
d1
、f
d2
在多脉冲焊接过程期间改变。为此,例如主导的焊接装置1a将新的焊接脉冲频率f
d1
发送至跟随的焊接装置1b就已足够,所述跟随的焊接装置然后根据分频器f重新确定并且设定脉冲频率f
d2
。由此,接收焊接装置1b的脉冲频率f
d2
跟随发送焊接装置1a的脉冲频率f
d1
。在另一种情况下,接收焊接装置1b直接从发送焊接装置1a中获取要设定的脉冲频率f
d2
,由此,在接收焊接装置1b上在这方面不需要任何设定。在这两种情况下使多脉冲焊接过程的操纵对于焊工来说更容易。
43.原则上,对于期望的相位差t
d
也能够这样处理。也可为零的相位差t
d
能够在焊接装置1a、1b中存储或者设定,或者能够由焊接装置1a作为同步信息si发送给另一焊接装置1b,例如在单独的总线信息中或者与其它同步信息si在一个共同的总线信息中发送。
44.相位差t
d
也能够在焊接装置1a、1b上可变地设定,例如作为时间亦或作为百分比。优选地也能够将相位差t
d
在0
‑
100%之间按照各个百分比增量、例如以1%的增量可变地设定。在此,例如25%对应于90
°
的相位差,而50%对应于180
°
的相位差。相位差t
d
的设定能够由焊工进行,亦或能够由上级控制单元预先给定,例如如上所述的那样再次经由数据总线。
45.也可能可以考虑,期望的相位差t
d
在发送同步信息si的时间点上同步。发送焊接装置1a例如能够将同步信息si在脉冲电流相位开始之后延迟相位差t
d
发送至接收焊接装置1b。在这种情况下,所述期望的相位差t
d
可能存储在发送焊接装置1a中或者在那里设定。然后,接收焊接装置1b在接收到同步信息si的情况下开始自身的脉冲电流相位或者基本电流相位(根据同步的情况),由此自动地设定期望的相位差t
d
。因此,改变/调整相位差t
d
在焊接过程期间是可行的。
46.在一种另外的可行的构造方案中,发送焊接装置1a、例如在串联式脉冲焊接过程中主导的焊接装置连续地将同步脉冲sp作为同步信息si以自身的脉冲频率f
d1
、即以时间周期t
d1
发送,如图4中示出的那样。同步脉冲sp又与发送焊接装置中的焊接循环sz1处于限定的时间关系。例如在焊接循环sz1每次开始时发送同步脉冲sp,在这里考虑到相位差t
p
在脉
冲电流相位开始时发送。所述同步脉冲sp又能够作为电流或者电压脉冲在作为通信连接15的电线上发送或者作为总线消息在作为通信连接15的有线或者无线数据总线上发送。接收焊接装置1b、例如在串联式脉冲焊接过程中跟随的焊接装置能够在分析单元(硬件和/或软件)中、例如在控制单元7b中从接收到的同步脉冲的周期t
d1
中简单地确定发送焊接装置1a的脉冲频率f
d1
,例如在具有计数器的比较器电路中或者从接收到的总线消息的时间戳中确定。
47.接收焊接装置1b中的焊接循环sz2再次在时间上与同步脉冲sp同步,例如其方式为:使接收焊接装置1b中的焊接循环sz2的开始与同步脉冲sp的接收同步。
48.在接收焊接装置1b中又能够存储有分频器f,然后又能够从所述分频器中根据f
d2
=f
d1
/f确定接收焊接装置1b中的脉冲频率f
d2
。当然,在此有利的是,所述两个脉冲频率f
d1
、f
d2
彼此处于整数比。在至少在同步期间连续发送同步脉冲sp之后,接收焊接装置1b的脉冲频率f
d2
自动跟随发送焊接装置1a的脉冲频率f
d1
。
49.除了同步脉冲sp外,发送焊接装置1a也能够将要设定的脉冲频率f
d2
的值发送至接收焊接装置1b,例如又在单独的或者同一总线消息中发送。在这种情况下,同步脉冲sp能够用于确保并且控制所述两个焊接装置1a、1b的同步。
50.当然,经由同步脉冲sp相对于发送焊接装置1a中的焊接循环sz1的时间延迟能够重新设定在所述两个焊接装置1a、1b中的两个电流延变化曲线的相位差t
p
。在此,接收焊接装置1b使焊接电流i
s2
随时间的变化曲线与接收到的同步脉冲sp同步,如图4中示出的那样。作为替选,能够将期望的相位差t
p
作为焊接参数在接收焊接装置1b中存储或者设定。在这种情况下,接收焊接装置1b可能使焊接循环sz2在时间上延迟相位差t
p
与同步脉冲sp的接收相关联。但原则上,二者也可能是同时的。
51.脉冲焊接过程所需的脉冲频率f
d1
、f
d2
或者分频器f能够由焊工在焊接装置1a、1b上设定。然而,这要求焊工具有深厚的工艺知识,而这是无法假设的。因此能够规定,脉冲频率f
d1
、f
d2
从设置的其它焊接参数中、尤其是从焊丝进给速度v
d
(其通常又与焊接电流有关)或者焊接电流i
s
中推导出。为此,在焊接装置1a、1b中,例如在控制单元7a、7b或者存储单元中能够存储关于不同焊丝的焊接特性曲线,如在图5中以焊丝进给速度v
d
为例示出的那样。根据设定的焊丝进给速度v
d
,能够从中推断出所需的脉冲频率f
d
。对于同步有利的是,将这样确定的脉冲频率f
d
设置为与另一脉冲频率f
d
成下一个整数比。于是,也能够从中推导出所需的分频器f,该分频器优选设置为下一个整数。由此得出,如果在两个焊接装置1a、1b中存储有焊接特性曲线,则也可能以等效的方式将焊丝进给速度v
d1
代替脉冲频率f
d1
发送至接收焊接装置1b。
52.在图6中示出一种串联式脉冲焊接过程,其中f
d1
=f
d2
(即分频器f=1)并且相位差为90
°
。作为附加,在两个脉冲焊接过程中,在基本电流相位中设有短的中间脉冲zp1、zp2,即焊接电流i
si1
、i
si2
的短暂升高。当然,中间脉冲zp1、zp2的持续时间和增幅能够在焊接装置1a、1b中存储或者进行配置。当然,在此可行的是,并非在多脉冲焊接方法的所有脉冲焊接过程中均设有中间脉冲zp1、zp2。同样可以考虑,并非在每个焊接循环sz1、sz2中均设有这种中间脉冲zp1、zp2,而是仅在每第x个焊接循环中设有,这同样是可以存储或者进行配置的。优选地将中间脉冲zp1、zp2在脉冲焊接过程中这样设置,使得它们处于相应其它脉冲焊接过程的脉冲电流相位中。这例如在相位差为180
°
的情况下极易实现,在180
°
相位差的
情况下,两个脉冲焊接过程中的基本电流相位和脉冲电流相位彼此重合。
53.根据本发明的多脉冲焊接方法的脉冲焊接过程的同步能够在焊接期间根据需求开始和停止。优选地,在开始焊接的情况下,在各个脉冲焊接过程的电弧稳定燃烧之后,即在点燃电弧之后或者当达到设定的焊丝进给速度v
d
时才开始同步。在多重脉冲焊接过程的最后阶段,例如当焊丝进给速度v
d
开始降低时,也优选地结束同步。这能够由焊接装置1a、1b自动化地完成,或者由焊工手动完成。
54.也可行的是,各脉冲焊接过程的同步在焊接期间发生变化。例如能够在焊接期间设定或者得到其它的分频器f。但是,也能够改变跟随的脉冲焊接过程的焊丝进给速度,这同样能够导致其它的脉冲频率f
d2
或者分频器f。同样地能够要求或者设定脉冲焊接过程之间的其它相位差t
p
。这种变化例如能够由多脉冲焊接过程(例如自动化运行的焊接程序)和/或由焊工引起。
55.例如,在由主导的脉冲焊接过程所要求的、跟随的脉冲焊接过程与之同步的脉冲频率f
d1
和从存储的焊接特性曲线(例如如图5中那样)基于设定的焊接参数而可能得出的脉冲频率f
d2
之间的偏差可能超过在焊接装置1a、1b中配置的或者存储的极限值。在这种情况下,焊接装置1a、1b的控制单元7a、7b例如能够切换到下一个分频器f,例如从f=1切换到f=2,亦或朝另一个方向切换,即从f=2切换到f=1。在此,也能够视需求调整相位差t
p
。
56.在图7中例如示出从在串联式脉冲焊接方法中具有相同的脉冲频率f
d1
、f
d2
、即f
d1
=f
d2
并且相位差为180
°
的同步切换到跟随的脉冲焊接过程的脉冲频率f
d2
减半,即f
d2
=f
d1
/2或者分频器f=2并且相位差t
p
为0
°
。示出了所述主导的脉冲焊接过程的随时间t变化的焊接电流i
s1
和所述跟随的脉冲焊接过程的随时间t变化的焊接电流i
s2
(虚线)。所述切换在时间点t
u
进行。借助所述切换而切换到新的脉冲频率f
d2
上。新的相位位置可选地根据控制的实施而在几个焊接循环sz1、sz2内设定。在根据图2的示例中,新的相位位置在主导的脉冲焊接过程的四个焊接循环sz1内设定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1