层叠造形路径生成装置、层叠造形路径生成方法及机器学习装置与流程
1.本发明涉及用于对通过熔融金属的层叠而造形出造形物的层叠造形装置进行控制的层叠造形路径生成装置、层叠造形路径生成方法及机器学习装置。
背景技术:
2.如专利文献1中公开那样,作为通过熔融金属的层叠而造形出造形物的造形方法,已知基于造形对象形状的形状数据而将造形对象分割为沿等高线的层叠体的工序,以及基于得到的层叠体的形状数据而创建焊枪的移动路径。
3.专利文献1:日本特开2000-015363号公报
技术实现要素:
4.但是,在上述现有的造形方法中,根据造形对象的形状,在分割为沿等高线的层时相对于下层的焊道,进行层叠的上层的焊道的偏差变大,有时即使控制熔融金属的供给量,也会发生向重力方向的下垂。发生向重力方向的下垂会导致造形物的精度的降低。
5.本发明就是鉴于上述情况而提出的,其目的在于得到能够生成能够抑制熔融金属的下垂的造形路径的层叠造形路径生成装置。
6.为了解决上述的课题,并达到目的,本发明的层叠造形路径生成装置具有:造形路径生成部,其根据对将层叠造形物向成为造形单位的层的分割进行定义的层定义信息和对造形路径的位置进行限制的面即造形路径面,以造形出层的焊道的造形高度不超过上限值的方式将层叠造形物分割为层,生成造形出分割后的层的路径即造形路径;以及造形路径修正部,其将造形路径修正为在造形高度处于上限值和下限值的范围内局部地一并造形多个层的造形路径。
7.发明的效果
8.根据本发明,具有下述效果,即,能够得到层叠造形路径生成装置,该层叠造形路径生成装置能够生成可抑制熔融金属的下垂的造形路径。
附图说明
9.图1是表示由层叠造形装置造形的造形对象的一个例子的图。
10.图2是表示将图1所示的造形对象分割为沿等高线的层的例子的图。
11.图3是表示将图1所示的造形对象分割为不沿等高线的层的例子的图。
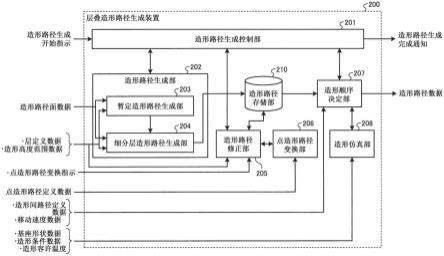
12.图4是表示实施方式1所涉及的层叠造形路径生成装置的概略结构的框图。
13.图5是表示实施方式1中的造形路径生成控制部接收到造形路径生成开始的指示时的动作的流程图。
14.图6是表示实施方式1中的造形路径生成部接收到动作开始的指示时的动作的流程图。
15.图7是表示向实施方式1中的暂定造形路径生成部输入的输入数据的图像的图。
16.图8是表示在实施方式1中用于对层进行定义的层间的边界面f1、f2、
···
的定义的图像的图。
17.图9是表示在实施方式1中生成的造形路径p0、p1、
···
的图。
18.图10是表示与实施方式1中的造形路径上的点q
i,j
对应的造形方向及造形高度的定义的例子的图。
19.图11是用于对实施方式1中的细分层的设定进行说明的图。
20.图12是用于对实施方式1中的细分层的设定进行说明的图。
21.图13是用于对实施方式1中的细分层的设定进行说明的图。
22.图14是表示实施方式1中的造形路径修正部接收到动作开始的指示时的动作的流程图。
23.图15是用于对实施方式1中的一并造形部分的提取进行说明的图。
24.图16是用于对实施方式1中的一并造形部分的提取进行说明的图。
25.图17是用于对实施方式1中的一并造形部分的提取进行说明的图。
26.图18是用于对实施方式1中的一并造形部分的提取进行说明的图。
27.图19是用于对实施方式1中的一并造形部分的提取进行说明的图。
28.图20是用于对实施方式1中的一并造形部分的提取进行说明的图。
29.图21是用于对实施方式1中的一并造形部分的提取进行说明的图。
30.图22是用于对实施方式1中的一并造形部分的提取进行说明的图。
31.图23是表示实施方式1中的造形顺序决定部接收到动作开始的指示时的动作的流程图。
32.图24是表示在实施方式1中从造形顺序决定部被赋予造形路径数据等的造形仿真部的动作的流程图。
33.图25是表示实现实施方式1所涉及的层叠造形路径生成装置的硬件的一个例子的图。
34.图26是表示实施方式2所涉及的机器学习装置的结构的框图。
具体实施方式
35.下面,基于附图,对实施方式所涉及的层叠造形路径生成装置、层叠造形路径生成方法及机器学习装置详细地进行说明。
36.首先,使用图1至图3,对在将层叠造形物即造形对象分割为沿等高线的层而进行层叠造形时,进行层叠的上层的焊道相对于下层的焊道的偏差变大,即使控制熔融金属的供给量,也会发生向重力方向的下垂的例子进行说明。
37.图1是表示由层叠造形装置造形的造形对象的一个例子的图。图2是表示将图1所示的造形对象分割为沿等高线的层的例子的图。
38.造形对象100在基座101的顶面102上进行造形。造形对象100成为弯曲的筒状形状。筒状形状的壁面形成为薄壁。在图2中,示出了将造形对象100分割为沿与基座101的顶面102平行的面即等高线的层的状态。在图2中沿箭头103所示的造形方向观察的层的剖面形状具有在上下相邻的层间大幅不同的部位。例如,在第1层100a和第2层100b中,剖面形状
大幅不同。如果在层间剖面形状大幅不同,则上层部分的熔融金属不易被下层部分支撑,因此在上层部分的熔融金属发生下垂。
39.图3是表示将图1所示的造形对象分割为不沿等高线的层的例子的图。如图3所示,将造形对象100分割为在弯曲部分的内周侧焊道的造形高度降低这样的层。由此,在图3中沿箭头104所示的造形方向观察的各层的剖面形状的差异变小。因此,能够抑制发生熔融金属的下垂。
40.但是,在图3所示的例子中,如果在1层中,层的高度的变化变大,则有时无法以能够维持品质并高效地造形的范围的焊道的造形高度进行造形。在该情况下,造形的效率降低,或熔融金属没有适当地熔接于造形对象100而发生缺陷等,有时造形对象100的品质降低。
41.实施方式1.
42.图4是表示实施方式1所涉及的层叠造形路径生成装置的概略结构的框图。层叠造形路径生成装置200具有造形路径生成控制部201、造形路径生成部202、造形路径修正部205、点造形路径变换部206、造形顺序决定部207、造形仿真部208及造形路径存储部210。首先,对上述层叠造形路径生成装置200的各功能部的动作简单地进行说明,关于详细的顺序,使用流程图在后面进行说明。
43.造形路径生成控制部201接收来自装置外部的造形路径生成开始指示,对用于造形路径生成的各部的动作开始进行控制。具体地说,造形路径生成控制部201针对造形路径生成部202、造形路径修正部205及造形顺序决定部207的各部,依次发送动作开始的指示。在这里,例示出在装置外部内置层叠造形路径生成装置200的上位装置。在上位装置举出cam装置及造形机上的自动编程装置等。
44.另外,造形路径生成控制部201基于接收到来自造形路径生成部202、造形路径修正部205及造形顺序决定部207的各部的动作结束的通知,判断为结束用于造形路径生成的全部动作而向装置外部发送造形路径生成完成通知。
45.造形路径生成部202具有暂定造形路径生成部203和细分层造形路径生成部204。造形路径生成部202接收来自造形路径生成控制部201的动作开始的指示,使暂定造形路径生成部203及细分层造形路径生成部204动作而生成造形路径数据。另外,将生成的造形路径数据储存于造形路径存储部210,将动作结束的通知向造形路径生成控制部201发送。
46.暂定造形路径生成部203接收来自造形路径生成部202的动作开始的指示,从装置外部取得造形路径面数据、层定义数据(层定义信息)及造形高度范围数据。暂定造形路径生成部203基于所取得的造形路径面数据、层定义数据及造形高度范围数据,生成暂定的造形路径数据。暂定造形路径生成部203将生成的造形路径数据向细分层造形路径生成部204发送。在造形高度范围数据中包含表示焊道的造形高度的上限值的数据及表示焊道的造形高度的下限值的数据。层定义数据是将层叠造形物向成为造形单位的层的分割进行定义的数据。
47.在这里,在本发明中生成的造形路径数据具有与将理想的造形路径通过折线近似表现时的折线的顶点对应的顶点位置、造形方向及其造形方向上的焊道的造形高度的各数据。
48.细分层造形路径生成部204从装置外部取得造形路径面数据、层定义数据及造形
高度范围数据。细分层造形路径生成部204基于从暂定造形路径生成部203发送出的造形路径数据、造形路径面数据、层定义数据及造形高度范围数据,在焊道中的最大的造形高度超过造形高度范围数据的上限值的1层造形路径数据中,以最大的造形高度不超过造形高度范围数据的上限值的方式对细分层进行设定。细分层造形路径生成部204生成与设定出的细分层对应的造形路径数据。细分层造形路径生成部204针对从暂定造形路径生成部203发送出的造形路径数据对造形高度的数据进行更新而设定细分层。细分层造形路径生成部204将设定有细分层的造形路径数据和针对细分层而生成的造形路径数据储存于造形路径存储部210。
49.造形路径修正部205接收来自造形路径生成控制部201的动作开始的指示,取得在造形路径存储部210中存储的造形路径数据。造形路径修正部205接收来自造形路径生成控制部201的动作开始的指示,从装置外部取得造形高度范围数据。造形路径修正部205接收来自造形路径生成控制部201的动作开始的指示,对有无来自装置外部的点造形路径变换指示进行确认。
50.造形路径修正部205在存在来自装置外部的点造形路径变换指示的情况下,向点造形路径变换部206发送造形路径数据,变换为在离散的位置造形出焊道的点造形路径数据。造形路径修正部205从点造形路径变换部206接收点造形路径数据。
51.造形路径修正部205以焊道的造形高度不超过造形高度范围数据的上限值,且尽可能不低于造形高度范围数据的下限值的方式对造形路径数据进行修正。造形路径修正部205通过修正后的造形路径数据对在造形路径存储部210中储存的数据进行更新,将动作结束的通知向造形路径生成控制部201发送。
52.点造形路径变换部206基于从造形路径修正部205发送出的造形路径数据、从装置外部所取得的点造形路径定义数据,变换为进行点造形的点造形路径数据。点造形路径变换部206将点造形路径数据发送至造形路径修正部205。
53.造形顺序决定部207接收来自造形路径生成控制部201的动作开始的指示,基于在造形路径存储部210中存储的造形路径数据、从装置外部取得的造形间路径定义数据及移动速度数据及造形仿真部208中的仿真的结果,决定造形路径数据的输出顺序。造形顺序决定部207生成按照决定出的输出顺序的造形路径数据间的造形间移动路径数据、造形等待时间数据。造形顺序决定部207将按照决定出的输出顺序的造形路径数据、造形间移动路径数据及造形等待时间数据输出至装置外部。在完成全部数据的输出时,将动作结束的通知向造形路径生成控制部201发送。此外,移动速度数据是表示熔融而形成焊道的金属材料的供给部的移动速度的数据。此外,在下面的说明中,将熔融而形成焊道的金属材料的供给部称为金属材料供给部。
54.造形仿真部208是基于从装置外部取得的基座形状数据、造形条件数据及指定出移动速度的造形间移动路径数据和造形路径数据,对随着时间经过的金属材料供给部的相对于造形物的位置、造形物形状及造形物的热分布即蓄热状态进行模拟的模拟器。此外,基座形状数据是表示基座101的形状的数据。造形物形状是将基座101的形状和由层叠于顶面102的焊道形成的形状组合后的形状。
55.造形仿真部208按照来自造形顺序决定部207的指示,设定为初始状态。造形仿真部208如果存在来自造形顺序决定部207的询问,则基于被赋予的造形间移动路径数据及造
形路径数据和从装置外部取得的造形容许最大温度对直至开始造形为止的等待时间进行计算。造形仿真部208将计算出的等待时间发送至造形顺序决定部207。造形仿真部208提供下述功能,即,按照来自造形顺序决定部207的指示,转换为对被赋予的造形间移动路径数据及造形路径数据所涉及的金属材料供给部的相对于造形部的位置、使焊道形状隆起得到的造形物形状及造形物的蓄热状态进行模拟的状态。
56.造形路径存储部210对由细分层造形路径生成部204生成的造形路径数据进行存储。造形路径存储部210在通过造形路径修正部205对造形路径数据进行了修正的情况下,通过修正后的造形路径数据对存储的造形路径数据进行更新。
57.接下来,使用流程图对层叠造形路径生成装置200的各功能部的详细动作进行说明。图5是表示实施方式1中的造形路径生成控制部接收到造形路径生成开始的指示时的动作的流程图。
58.在步骤s300中,造形路径生成控制部201向造形路径生成部202发送动作开始的指示,等待从造形路径生成部202接收动作结束的通知。如果造形路径生成控制部201从造形路径生成部202接收到动作结束的通知,则进入至步骤s301。
59.在步骤s301中,造形路径生成控制部201向造形路径修正部205发送动作开始的指示,等待从造形路径修正部205接收动作结束的通知。如果造形路径生成控制部201从造形路径修正部205接收到动作结束的通知,则进入至步骤s302。
60.在步骤s302中,造形路径生成控制部201向造形顺序决定部207发送动作开始的指示,等待从造形顺序决定部207接收动作结束的通知。如果造形路径生成控制部201从造形顺序决定部207接收到动作结束的通知,则进入至步骤s303。
61.在步骤s303中,造形路径生成控制部201向装置外部发送造形路径生成完成的通知,停止动作。
62.接下来,对由造形路径生成部202从造形路径生成控制部201接收到动作开始的指示时的动作,即步骤s300中的动作进行说明。图6是表示实施方式1中的造形路径生成部接收到动作开始的指示时的动作的流程图。
63.在步骤s400中,在暂定造形路径生成部203中生成暂定的造形路径数据。生成的暂定的造形路径数据发送至细分层造形路径生成部204。
64.使用图7至图10对暂定造形路径生成部203的动作的一个例子进行说明。图7是表示向实施方式1中的暂定造形路径生成部输入的输入数据的图像的图。通过造形路径面s对造形路径的位置进行限制。下面,作为用于对层进行定义的信息,示出成为基准的面f0、用于对与形状相匹配而厚度不恒定的层进行定义的曲线c、对沿曲线c的层的厚度进行指定的值b。面f0和曲线c在点c0处相交叉。
65.造形路径面s与图1至图3所示的造形对象100相对应。造形对象100由薄壁的壁面形成,因此针对每1层通过沿1条线的路径的焊道进行造形。将壁面的中立面设为造形路径面。在由厚壁的壁面形成等情况下,针对每1层通过将沿多根路径的焊道排列而进行造形,因此针对每个焊道而赋予多个造形路径面,由此能够生成对应的造形路径。
66.图8是表示在实施方式1中用于对层进行定义的层间的边界面f1、f2、
···
的定义的图像的图。第i个和第i+1个层间的边界面fi通过以下方式定义。
67.ci:在曲线c上从点c0起将曲线长度间隔取为值b的第i个点
68.d0:点c0处的曲线c的切线方向矢量(设为|d0|=1)
69.di:点ci处的曲线c的切线方向矢量(设为|di|=1)
70.边界面fi使面f0以矢量ci-c0平行移动,并且经过点ci而将矢量d0×di
方向的直线作为旋转轴而以旋转角度θ=sin
-1
(|d0×di
|)旋转移动。此外,
“×”
示出了矢量的向量积运算。
71.图9是表示在实施方式1中生成的造形路径p0、p1、
···
的图。第i个层的造形路径p
i-1
是作为造形路径面s和边界面f
i-1
之间的交叉线而求出的。
72.在本发明中的造形路径数据中,包含对造形路径的位置进行定义的数据和对与造形路径上的点对应的造形方向及其造形方向上的焊道的造形高度进行定义的数据。
73.图10是表示实施方式1中的与造形路径上的点q
i,j
对应的造形方向及造形高度的定义的例子的图。包含点q
i,j
在内,在与点q
i,j
处的造形路径的切线方向f
i,j
垂直的剖面上将从点q
i,j
朝向上一层的造形路径上的点p
i+1
(q
i,j
)的方向t
i,j
设为造形方向,造形高度h
i,j
定义为点q
i,j
、点p
i+1
(q
i,j
)间的距离。
74.造形方向及造形高度的信息在基于本发明中的造形路径数据进行造形的层叠造形机器中,利用于造形物相对于造形材料供给部的姿态的控制、造形材料的供给量、造形材料供给部相对于造形物的移动速度的控制。
75.在步骤s401中,在细分层造形路径生成部204中从由暂定造形路径生成部203发送出的造形路径数据的最下层的数据进行取出。
76.在步骤s402中,对取出的造形路径数据的有无进行检查。如果没有造形路径数据(步骤s402,no),则细分层造形路径生成部204的动作结束,造形路径生成部202向造形路径生成控制部201发送动作结束的通知。另一方面,在存在造形路径数据的情况下(步骤s402,yes),向步骤s403进入。
77.在步骤s403中,对取出的造形路径数据中的最大的造形高度是否超过造形高度范围的上限值hu进行检查。在最大的造形高度没有超过造形高度范围的上限值hu的情况下(步骤s403,no),向步骤s404进入。另一方面,在最大的造形高度超过造形高度范围的上限值hu的情况下(步骤s403,yes),向步骤s405进入。
78.在步骤s404中,使取出的造形路径数据存储于造形路径存储部210,然后向步骤s401返回。
79.在步骤s405中,对取出的造形路径数据所属的层的细分层进行设定,生成与细分层相对应的造形路径数据。与细分层相对应的造形路径数据作为取出前的数据而追加至暂定的造形路径数据。由此,在返回步骤s401时,再次取出该层的造形路径,重新进行与造形高度范围的上限值hu的比较。
80.使用图11至图13,对细分层的设定进行说明。图11至图13是用于对实施方式1中的细分层的设定进行说明的图。在图11中,取出的造形路径pi在造形路径上的点q
i,m
处造形高度取得最大值,该值超过造形高度范围的上限值hu。
81.造形路径pi所属的层被与用于对层进行定义的曲线c上的点ci和点c
i+1
对应的边界面夹着,如图12所示,取点ci和点c
i+1
之间的曲线c上的点c
i,0
,通过追加与其相对应的边界面,从而对细分层进行设定。
82.而且,生成与追加的边界面对应的造形路径p
i,0
。造形方向及造形高度的数据通过
造形路径p
i+1
的关系进行计算,保存于造形路径p
i,0
。另外,造形路径pi所保存的造形方向及造形高度的数据通过造形路径p
i,0
的关系进行计算而更新。
83.然后,返回步骤s403,关于造形高度的数据被更新后的造形路径pi,再次进行最大造形高度的确认。
84.对细分层进行设定时的边界面可以为多个。例如,通过基于造形路径pi的最大造形高度相对于造形高度范围的上限值hu的比例而决定边界面的数量,从而能够抑制细分层设定所涉及的层数增加,能够削减造形路径数据和动作时间。
85.在图13中,示出了细分层造形路径生成部204的动作结束后的在造形路径存储部210中存储的造形路径数据的图像。在使用暂定造形路径生成部203和细分层造形路径生成部204的造形路径数据的生成中,通过在必要的部分设定细分层而追加造形路径数据,从而能够高效地进行最大造形高度不超过造形高度范围的上限值hu的造形路径数据的生成。
86.作为以最大造形高度不超过造形高度范围的上限值hu的方式生成造形路径的方法,也能够采取下述方法,即,在初始的造形路径数据的生成中,以第i层造形路径的最大的造形高度等于造形高度范围的上限值hu的方式探索性地决定第i+1层造形路径的位置,通过该方法,能够生成进一步削减整体性的层数的造形路径数据。
87.接下来,对由造形路径修正部205从造形路径生成控制部201接收到动作开始的指示时的动作,即步骤s301中的动作进行说明。图14是表示实施方式1中的造形路径修正部接收到动作开始的指示时的动作的流程图。
88.在步骤s500中,从造形路径数据存储部210,设为基准的造形路径数据从最下层朝向上位层依次取出。
89.在步骤s501中,对设为基准的造形路径数据的有无进行确认。在存在设为基准的造形路径数据的情况下(步骤s501,yes),向步骤s502进入。在没有设为基准的造形路径数据的情况下(步骤s501,no),向造形路径生成控制部201发送动作结束的通知而动作结束。
90.在步骤s502中,对来自装置外部的点造形路径变换指示的有无进行确认。在存在点造形路径变换指示的情况下(步骤s502,yes),向步骤s503进入。在没有点造形路径变换指示的情况下(步骤s502,no),向步骤s504进入。
91.在步骤s503中,作为基准而取出的造形路径数据通过点造形变换部206变换为用于进行通过离散性的点(离散点)造形出焊道的点造形的点造形路径数据。在这里,点造形变换部206基于来自造形路径修正部205的造形路径数据和从装置外部取得的点造形路径定义数据所包含的点造形目标间隔数据,针对每层而决定点造形间的实际间隔da。点造形变换部206以实际间隔da产生造形路径数据所表现的造形路径上的点,基于产生的点的位置而生成点造形的造形路径数据,发送至造形路径修正部205。
92.在点造形间的实际间隔da的决定中,针对每层对造形路径数据所表现的造形路径的路径长度l进行计算,求出l/n不超过造形目标间隔d
t
且最大的整数值n,通过da=l/n而决定。
93.在步骤s504中,在基准的造形路径数据所表现的造形路径中包含上层的造形路径所涉及的造形而提取一并进行的一并造形部分。使用图15至图22对一并造形部分的提取的一个例子进行说明。
94.图15至图22是用于对实施方式1中的一并造形部分的提取进行说明的图。此外,图
15至图18是用于对线造形的情况进行说明的图。
95.在图15至图18中造形路径pi示出了基准的造形路径。在一并造形部分的提取时,首先,在基准的造形路径pi的部分对造形高度小于造形高度的范围的下限值h
l
的部分进行提取而作为一并造形候选。
96.图16是横轴取基准的造形路径pi上的点的位置,纵轴取与基准的造形路径pi上的点对应的造形高度的图形,hi示出了造形路径pi的数据所包含的造形高度数据进行定义的造形高度,作为造形高度hi低于下限值h
l
的部分而提取点ql
i,0
和点ql
i,1
之间的部分。
97.而且,在提取出的部分中,接下来对将上层的造形路径的造形可一并进行的部分进行提取。在该提取时针对基准的造形路径pi的造形高度hi低于下限值h
l
的部分,对在将上层的造形路径的造形一并进行时所需的造形高度进行计算,对计算出的造形高度低于造形高度的范围的上限值hu的部分进行提取。
98.在图16中,h
i+1
是在基准的造形路径pi对将上层的造形路径p
i+1
的造形一并进行时所需的造形高度进行计算,如果是点qu
i,0
和点qu
i,1
之间的部分,则相加上层的造形高度得到的造形高度h
i+1
低于造形高度的范围的上限值hu,将该部分作为一并造形部分进行提取。
99.在这里,在提取出的部分中造形高度h
i+1
低于造形高度的范围的下限值h
l
的部分存在的情况下,关于低于下限值h
l
的部分而重复进行与更上层的造形路径的一并造形部分的提取。此外,根据被赋予的造形高度的范围,存在如图16所示的造形路径pi的点ql
i,0
和点qu
i,0
的区间、点qu
i,1
和点ql
i,1
的区间那样造形高度低于下限值的部分,但仅存在能够与上层的造形路径一并造形的部分以外,成为造形高度低于下限值的部分尽可能缩小的区间。
100.在步骤s505中,关于在通过步骤s504提取出的基准的造形路径中可将上层的造形路径的造形一并进行的部分,造形路径数据的造形高度的数据被变更为一并造形所需的造形高度的数据,通过变更后的数据对造形路径存储部210的原来的数据进行更新。
101.在步骤s506中,关于在基准的造形路径具有一并造形的部分的上层的造形路径数据,变更为一并造形的部分的路径被删除的数据,通过变更后的数据对造形路径存储部210的原来的数据进行更新。
102.图17示出了基准的造形路径pi中的造形高度数据的更新和在具有通过基准的造形路径pi所涉及的造形进行一并造形的部分的上层的造形路径p
i+1
中将一并造形的部分的造形路径的删除的结果。图18示出了将基准的造形路径从下层依次取出而进行造形路径的修正后的结果。
103.图19至图22是用于对点造形的情况进行说明的图。在图19中,基准的造形路径pi以间隔da进行点造形,关于上层的造形路径,仍进行线造形。基本在步骤s504~步骤s506中,与基准的造形路径为线造形的情况下的处理同样地进行处理。但是,在步骤s504进行提取的基准的造形路径中的一并造形部分,如图20所示在点造形的离散点中进行提取。另外,基于离散点中的提取,如图21所示进行基准的造形路径的造形高度数据的更新和具有通过基准的造形路径进行一并造形的部分的上层的造形路径中的一并造形部分的路径的删除。
104.在存在点造形路径变换指示的情况下,仅将基准的造形路径变换为点造形,同时进行造形路径修正,由此针对图22的第i层的点ql
i,0
以与第i+1层的端的点p
i+1
(ql
i,0
)对应的方式,将各层的造形中的端的点造形的位置排列性良好地决定,能够进行品质良好的造形。
105.接下来,对由造形顺序决定部207从造形路径生成控制部201接收到动作开始的指示时的动作,即步骤s302中的动作进行说明。图23是表示实施方式1中的造形顺序决定部接收到动作开始的指示时的动作的流程图。
106.在步骤s600中,造形顺序决定部207对造形仿真部208指示初始化。造形仿真部208如果被指示初始化,则基于从装置外部取得的基座形状数据、造形条件数据,将表现仿真的状态的数据的造形机的位置、造形物形状、造形物的热分布初始化为造形开始前的状态。
107.在步骤s601中,造形顺序决定部207从造形路径存储部210取出下一个造形候选的造形路径数据的数据组。在取出造形路径数据时,从最下层朝向上层依次不断取出,将在取出的造形路径中直至没有层的上下关系的范围为止的造形路径数据作为下一个造形候选而取出。
108.在步骤s602中,造形顺序决定部207对下一个造形候选的造形路径数据的有无进行确认。在没有下一个造形候选的造形路径数据的情况下(步骤s602,no),向造形路径生成控制部201发送动作结束的通知而结束造形顺序决定部207的动作。在存在下一个造形候选的造形路径数据的情况下(步骤s602,yes),向步骤s603进入。
109.在步骤s603中,造形顺序决定部207关于下一个造形候选的各造形路径数据,生成从在造形仿真部208最后反映出造形状态的造形路径的终点至下一个造形候选的造形路径的起点为止的移动路径数据。造形顺序决定部207向造形仿真部208赋予下一个造形候选的造形路径数据、直至造形路径起点为止的移动路径数据,从造形仿真部208取得直至下一造形候选的造形路径所涉及的造形开始为止的等待时间即造形等待时间、和在等待时间中造形物的冷却所需的时间即冷却时间。
110.在这里,对造形仿真部208中的等待时间及冷却时间的计算动作,即,在步骤s603从造形顺序决定部207被赋予造形路径数据等时的造形仿真部208的动作进行说明。图24是表示在实施方式1中从造形顺序决定部被赋予造形路径数据等的造形仿真部的动作的流程图。
111.在步骤s700中,造形仿真部208将在当前的仿真状态后用于恢复的数据保存于内部。在步骤s701中,造形仿真部208基于从造形顺序决定部207赋予的移动路径数据和从装置外部取得的移动速度数据,将移动路径所涉及的移动的状态反映至仿真,取得时间tm。在这里,时间tm是从金属材料供给部最后反映造形状态的造形路径的终点沿赋予的移动路径移动至下一个造形候选的造形路径的起点为止时的时间。
112.在步骤s702中,造形仿真部208将冷却时间tc初始化为0。在步骤s703中,造形仿真部208基于从造形顺序决定部207赋予的造形路径数据及从装置外部取得的造形条件数据,取得造形路径所涉及的焊道隆起的造形物形状的部分的仿真状态下的最大温度tm。
113.在步骤s704中,造形仿真部208对所取得的最大温度tm是否低于从装置外部取得的造形容许温度t
p
进行确认。在最大温度tm低于造形容许温度t
p
的情况下(步骤s704,yes),进入至步骤s706。在最大温度tm大于或等于造形容许温度t
p
的情况下(步骤s704,no),进入至步骤s705。
114.在步骤s705中,造形仿真部208将仿真状态更新为微小时间δt后的状态,在使冷却时间tc以微小时间δt增加后,进入至步骤s703。在步骤s706中,恢复为步骤s700所保存的仿真状态。
115.在步骤s707中,造形仿真部208将作为移动时间tm与冷却时间tc之和而计算出的等待时间tw和冷却时间tc向造形顺序决定部207返回,然后,结束等待时间计算的动作。以上成为造形仿真部208中的等待时间及冷却时间的计算动作。
116.返回图23,在步骤s604中,在下一个造形候选的各造形路径数据中对所取得的造形等待时间最小的造形路径数据进行选择。在步骤s605中,对造形仿真部208赋予选择出的造形路径数据而使仿真的状态转换为基于赋予的数据的造形后的状态。
117.在步骤s606中,针对选择出的造形路径数据在通过步骤s603生成的移动路径数据附加通过步骤s603所取得的冷却时间数据,将选择出的造形路径数据向装置外部输出。然后向步骤s601返回。以上成为造形顺序决定部207的动作。
118.根据以上说明的层叠造形路径生成装置200,在使不一样的高度的层进行层叠的造形中,能够生成使得造形的高度不超过所指定的上限值,且尽可能不低于规定的下限值的造形路径。由此,能够通过输出的造形路径而进行适当的造形高度的造形,能够防止造形的效率和品质的降低。
119.另外,层叠造形路径生成装置200以基于造形路径间的移动时间和造形路径所涉及的焊道隆起的造形物部分下降至指定温度为止的冷却时间而成为至造形开始为止的最小等待时间的方式,决定输出的造形路径数据的顺序,将附加有冷却时间数据的移动路径数据在造形路径数据间进行输出。基于该输出的数据进行造形,从而能够将造形物的焊道隆起的部分的温度抑制为小于或等于指定温度,由此避免形状的塌毁并缩短造形时间。
120.图25是表示实现实施方式1所涉及的层叠造形路径生成装置的硬件的一个例子的图。处理器11是cpu(也称为central processing unit、中央处理装置、处理装置、运算装置、微处理器、微型计算机、dsp(digital signal processor))、系统lsi(large scale integration)等。存储器12是ram(random access memory)、rom(read only memory)、eprom(erasable programmable read only memory)、eeprom(注册商标)(electrically erasable programmable read only memory)、硬盘驱动器等。接口电路13是用于层叠造形路径生成装置200在与外部的装置之间进行数据的收发的电路。
121.层叠造形路径生成装置200的造形路径生成控制部201、造形路径生成部202、暂定造形路径生成部203、细分层造形路径生成部204、造形路径修正部205、点造形路径变换部206、造形顺序决定部207及造形仿真部208,是通过由处理器11执行用于作为这些各部而动作的程序而实现的。
122.程序预先储存于存储器12。处理器11从存储器12读出上述程序并执行。此外,程序并不限定于预先储存于存储器12。程序也可以是在写入至cd(compact disc)-rom、dvd(digital versatile disc)-rom等记录介质的状态下供给至用户,用户将上述程序安装于存储器12的方式。在该情况下,实现层叠造形路径生成装置200的硬件还包含用于从记录介质读出程序的读取装置。另外,也可以是在接口电路13连接读取装置而对程序进行安装的方式。
123.实施方式2.
124.以下基于附图对实施方式2所涉及的机器学习装置详细地进行说明。此外,关于与上述实施方式1相同的结构,标注相同的标号而省略详细的说明。图26是表示实施方式2所涉及的机器学习装置的结构的框图。机器学习装置220具有状态观测部221和学习部222。
125.状态观测部221对基于由层叠造形路径生成装置200输出的造形路径数据、造形材料材质类别数据及由层叠造形路径生成装置200输出的造形路径数据的造形结果的造形精度进行观测而作为状态变量。
126.基于造形路径数据的造形结果的造形精度,例如优选使用通过三维测定机、表面粗糙度测定器、图像尺寸测定器等仪器而测定出的值。与造形精度相关的信息,例如可以存储于造形结果信息存储部211。
127.学习部222按照基于通过造形路径数据、造形材料材质类别数据及造形路径数据的造形结果的造形精度的状态变量而创建的数据集,对满足基于造形路径数据的造形结果的造形精度的造形容许温度进行学习。
128.造形容许温度在层叠造形路径生成装置200中,对由造形仿真部208对在决定造形路径的造形顺序时成为基础的造形路径所对应的造形等待时间的结构要素即冷却时间进行计算时的、造形路径所涉及的焊道隆起的造形物形状的部分所要求的最大的温度进行指定。
129.学习部222所使用的学习算法可以使用任意算法。作为一个例子,对应用了强化学习(reinforcement learning)的情况进行说明。强化学习是某环境内的智能体(行动主体)对当前的状态进行观测,决定应该采取的行动。智能体通过对行动进行选择,从而从环境取得回报,对经过一系列的行动而回报得到最多的对策进行学习。作为强化学习的代表性的方法,已知q学习(q-learning)、td学习(td-learning)。例如,在q学习的情况下,行动价值函数q(s,a)的一般性的更新式(行动价值表)通过下面的算式(1)表示。
130.【式1】
[0131][0132]
在算式(1)中,s
t
表示时刻t的环境,a
t
表示时刻t的行动。通过行动a
t
,环境变为s
t+1
。r
t+1
表示通过其环境的变化而带来的回报,γ表示折扣率,α表示学习系数。此外,γ处于0<γ≤1的范围,α处于0<α≤1的范围。在应用了q学习的情况下,输入的造形容许温度成为行动a
t
。
[0133]
算式(1)所表示的更新式是如果时刻t+1的最好的行动a的行动价值大于在时刻t执行的行动a的行动价值q,则增大行动价值q,在相反的情况下,减小行动价值q。换言之,以使时刻t的行动a的行动价值q接近时刻t+1的最好的行动价值的方式,对行动价值函数q(s,a)进行更新。由此,某环境中的最好的行动价值不断依次传播为其以前的环境中的行动价值。
[0134]
学习部222具有回报计算部和函数更新部。回报计算部基于状态变量对回报进行计算。回报计算部基于按照从层叠造形路径生成装置200输出的造形路径数据的造形结果的加工精度,对回报r进行计算。例如,在基于造形路径数据的造形结果的造形精度比期望的造形精度良好的情况下使回报r增大(例如赋予“1”的回报)。另一方面,在基于造形路径数据的造形结果的造形精度比期望的造形精度差的情况下使回报r减小(例如赋予“-1”的回报)。
[0135]
基于造形路径数据的造形结果的造形精度按照公知方法进行提取。例如通过对使用三维测定机、表面粗糙度测定器、图像尺寸测定器等仪器而测定出的值是否处于期望的
造形精度以内进行判定而求出。
[0136]
函数更新部按照由回报计算部计算的回报,对用于决定满足基于造形路径数据的造形结果的造形精度的造形容许温度的函数进行更新。例如在q学习的情况下,将算式(1)所表示的行动价值函数q(s
t
,a
t
)用作用于对满足基于造形路径数据的造形结果的造形精度的造形容许温度进行计算的函数。
[0137]
此外,在本实施方式中,对在由学习部222所使用的学习算法应用了强化学习的情况进行了说明,但并不限定于此。关于学习算法,除了强化学习以外,也能够应用有教师学习、无教师学习或有半教师学习等。
[0138]
另外,作为上述的学习算法,也能够使用对特征量本身的提取进行学习的深层学习(deep learning),也可以按照其他公知的方法例如神经网络、遗传编程、功能逻辑编程、支持向量机等执行机器学习。
[0139]
此外,机器学习装置220用于对造形容许温度进行学习,该造形容许温度满足基于由层叠造形路径生成装置200输出的造形路径数据的造形结果的造形精度,例如可以经由网络与层叠造形路径生成装置200连接,是与该层叠造形路径生成装置200分体的装置。另外,机器学习装置220可以内置于层叠造形路径生成装置200。并且,机器学习装置220也可以存在于云服务器上。
[0140]
另外,学习部222可以按照针对多个层叠造形路径生成装置200而创建的数据集对造形容许温度进行学习,该造形容许温度满足基于造形路径数据的造形结果的造形精度。此外,学习部222可以从在同一现场使用的多个层叠造形路径生成装置200取得数据集,或者也可以利用从在不同的现场独立地运转的多个层叠造形机器209收集的数据集对造形容许温度进行学习,该造形容许温度满足基于造形路径数据的加工结果的造形精度。并且,也能够将对数据集进行收集的层叠造形路径生成装置200在中途追加至对象,或者反之从对象去除。并且,也可以将关于某层叠造形路径生成装置200对满足基于造形路径数据的造形结果的造形精度的造形容许温度进行了学习的机器学习装置220安装于其他层叠造形路径生成装置200,关于该其他层叠造形路径生成装置200对满足基于造形路径数据的造形结果的造形精度的造形容许温度进行再学习而更新。
[0141]
另外,机器学习装置220能够由图25所示的硬件实现。处理器11从存储器12将程序读出并执行,由此作为状态观测部221及学习部222进行动作。
[0142]
以上的实施方式所示的结构表示一个例子,也能够与其他公知技术组合,也能够将实施方式彼此组合,在不脱离主旨的范围也能够将结构的一部分省略、变更。
[0143]
标号的说明
[0144]
100造形对象,100a第1层,100b第2层,101基座,102顶面,200层叠造形路径生成装置,201造形路径生成控制部,202造形路径生成部,203暂定造形路径生成部,204细分层造形路径生成部,205造形路径修正部,206点造形路径变换部,207造形顺序决定部,208造形仿真部,209层叠造形机器,210造形路径存储部,211造形结果信息存储部,220机器学习装置,221状态观测部,222学习部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1