附加制造装置、附加制造方法及机器学习装置与流程
1.本发明涉及制造3维造形物的附加制造装置、附加制造方法及机器学习装置。
背景技术:
2.作为制造3维造形物的技术之一,已知附加制造(additive manufacturing:am)的技术。附加制造的技术中的多个方式之中的定向能量沉积(direct energy deposition:ded)方式与其他方式相比,具有造形物的制造所花费的时间短,且能够进行材料的简单的切换这样的优点。ded方式与其他方式相比,具有被加工物即基体材料的限制少这一优点。在ded方式的情况下,材料的消耗量被限于为了制造造形物而使用的量,因此与其他方式相比材料的浪费少。ded方式的附加制造装置能够适当变更加工头的结构,由此能够将粉末和线这两者作为材料使用。在作为材料而使用线的情况下,能够沿用作为已有产品的焊接线,由此能够抑制材料的筹措成本,且能够容易地筹措材料。
3.在专利文献1中公开了下述方法,即,通过将由彼此接合的多个焊道构成的层进行层叠,从而制造造形物。在专利文献1所公开的方法中,多个焊道各自是使通过电弧而熔融的焊接线凝固而形成的。另外,在专利文献1所公开的方法中,如果形成1个层,则在使该层的表面熔融后形成下一层,由此实现抑制在彼此层叠的2个层之间残存的空隙。
4.专利文献1:日本特开2019-63858号公报
技术实现要素:
5.根据上述专利文献1中公开的现有技术,即使使层的表面熔融,也会在相同的层中在彼此相邻的焊道之间残存空隙。因此,根据现有技术,在造形物残存空隙,由此存在造形物的强度降低这样的问题。
6.本发明就是鉴于上述情况而提出的,其目的在于得到能够抑制造形物的强度降低的附加制造装置。
7.为了解决上述的课题,并达到目的,本发明所涉及的附加制造装置将使熔融的材料的固化物即单位焊道并列而成的层进行层叠而制造造形物。本发明所涉及的附加制造装置具有:材料供给部,其向被加工物供给材料;照射部,其照射使供给的材料熔融的光束;以及控制装置,其通过材料供给部及照射部的控制而形成单位焊道。控制装置在彼此接触而构成层的单位焊道彼此形成时,通过光束的照射使所形成的单位焊道平坦化,形成与平坦化的单位焊道接触的单位焊道。
8.发明的效果
9.本发明所涉及的附加制造装置具有能够抑制造形物的强度降低这一效果。
附图说明
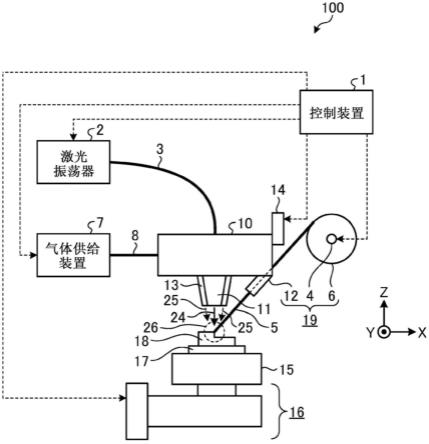
10.图1是表示实施方式1所涉及的附加制造装置的图。
11.图2是表示通过实施方式1所涉及的附加制造装置进行的加工的情形的示意图。
12.图3是表示实施方式1所涉及的附加制造装置所具有的控制装置的硬件结构例的框图。
13.图4是表示实施方式1所涉及的附加制造装置的动作顺序的流程图。
14.图5是用于对通过实施方式1所涉及的附加制造装置实现的沉积物的形成进行说明的图。
15.图6是表示通过实施方式1所涉及的附加制造装置形成的单位焊道的示意图。
16.图7是用于对实施方式1的对比例进行说明的图。
17.图8是表示实施方式2所涉及的附加制造装置的动作顺序的流程图。
18.图9是用于对通过实施方式2所涉及的附加制造装置实现的沉积物的形成进行说明的图。
19.图10是表示实施方式3所涉及的附加制造装置的动作顺序的流程图。
20.图11是用于对通过实施方式3所涉及的附加制造装置实现的沉积物的形成进行说明的图。
21.图12是对通过实施方式3所涉及的附加制造装置实现的珠状焊道的形成方法进行说明的流程图。
22.图13是用于对通过实施方式3所涉及的附加制造装置实现的珠状焊道的形成进行说明的图。
23.图14是通过实施方式3所涉及的附加制造装置形成的珠状焊道的平面示意图。
24.图15是表示实施方式4所涉及的附加制造系统的结构的图。
25.图16是表示实施方式4所涉及的机器学习装置的动作顺序的流程图。
具体实施方式
26.下面,基于附图对实施方式所涉及的附加制造装置、附加制造方法及机器学习装置详细地进行说明。
27.实施方式1.
28.图1是表示实施方式1所涉及的附加制造装置的图。图2是表示通过实施方式1所涉及的附加制造装置进行的加工的情形的示意图。附加制造装置100是通过将熔融的材料向被加工物附加而制造造形物的工作机械。在实施方式1中,光束为激光束24,材料为金属的线5。线5也可以是除了金属以外的材料。附加制造装置100所使用的材料并不限于线5,也可以是金属或者树脂的粉末。
29.附加制造装置100通过将使熔融的材料的固化物即单位焊道并列而成的层进行层叠,从而不断形成沉积物18而制造造形物。造形物是指将按照加工程序进行的材料的附加结束而得到的沉积物18。附加制造装置100在基体材料17形成沉积物18。基体材料17被置于工作台15。图1所示的基体材料17为板材。基体材料17也可以是板材以外的材料。在下面的说明中,被加工物是指被熔融的材料附加的物体,是指基体材料17或者沉积物18。
30.附加制造装置100具有相对于被加工物进行移动的加工头10。加工头10具有光束喷嘴11、线供给嘴12和气体喷嘴13。光束喷嘴11朝向被加工物射出激光束24。激光束24是使线5熔融的热源。线供给嘴12使线5朝向被加工物中的激光束24的照射位置行进。气体喷嘴13朝向被加工物而喷射作为屏蔽气体的惰性气体25。附加制造装置100通过气体的喷射,抑
制沉积物18的氧化,并且对在被加工物形成的层进行冷却。光束喷嘴11、线供给嘴12和气体喷嘴13固定于加工头10,由此彼此的位置关系被唯一地确定。即,光束喷嘴11、气体喷嘴13和线供给嘴12的相对位置是固定的。
31.作为光束源的激光振荡器2振荡产生激光束24。来自激光振荡器2的激光束24经过光传输路径即光缆3向加工头10传输。由激光振荡器2、光缆3和加工头10构成将使线5熔融的激光束24向被加工物照射的照射部。
32.从光束喷嘴11向被加工物照射的激光束24和线5的中心轴cw可以设为非同轴,也可以设为同轴。将成型为环状的环状光束用作激光束24,由此通过将分支为多条的激光束用作激光束24,从而能够将从光束喷嘴11向被加工物照射的激光束24和线5的中心轴cw配置于同轴上。此外,在实施方式1中,对从光束喷嘴11向被加工物照射的激光束24和线5的中心轴cw为非同轴的情况进行说明。
33.气体供给装置7经过配管8向气体喷嘴13供给惰性气体25。由气体供给装置7、配管8和气体喷嘴13构成向加工区域26喷出惰性气体25的气体供给部。
34.卷绕有线5的线卷线筒6是材料的供给源。与伺服电动机即旋转电动机4的驱动相伴而线卷线筒6旋转,由此线5从线卷线筒6被抽出。从线卷线筒6抽出的线5经过线供给嘴12向激光束24的照射位置供给。另外,在与将线5从线卷线筒6抽出的情况相反的方向使旋转电动机4旋转,由此能够从激光束24的照射位置将向激光束24的照射位置供给的线5拉出。在该情况下,从线卷线筒6抽出的线5中的线卷线筒6侧的一部分卷绕于线卷线筒6。由旋转电动机4、线卷线筒6和线供给嘴12构成向被加工物供给材料的材料供给部19。
35.此外,在线供给嘴12可以设置用于从线卷线筒6将线5拉出的动作机构。附加制造装置100设置旋转电动机4和线供给嘴12的动作机构中的至少一者,由此能够向激光束24的照射位置供给线5。在图1中,省略了线供给嘴12的动作机构的图示。
36.加工头驱动装置14向x轴方向、y轴方向及z轴方向的各方向使加工头10移动。x轴、y轴及z轴是彼此垂直的3轴。x轴及y轴是与水平方向平行的轴。z轴方向是铅垂方向。加工头驱动装置14具有构成用于使加工头10向x轴方向移动的动作机构的伺服电动机、构成用于使加工头10向y轴方向移动的动作机构的伺服电动机和构成用于使加工头10向z轴方向移动的动作机构的伺服电动机。加工头驱动装置14是能够进行3轴各自的方向的平移运动的动作机构。在图1中省略了各伺服电动机的图示。附加制造装置100通过加工头驱动装置14使加工头10移动,由此能够使被加工物中的激光束24的照射位置移动。附加制造装置100使工作台15移动,由此可以使被加工物中的激光束24的照射位置移动。
37.在图1所示的加工头10中,使激光束24从光束喷嘴11向z轴方向行进。线供给嘴12在xy面内设置于从光束喷嘴11分离的位置,向相对于z轴倾斜的方向使线5行进。此外,线供给嘴12在加工头10中朝向z轴方向被固定,由此可以向相对于z轴平行的方向使线5行进。线供给嘴12对线5的行进进行限制,以使得将线5供给至期望的位置。
38.在图1所示的加工头10中,气体喷嘴13在xy面内与光束喷嘴11同轴地设置于光束喷嘴11的外周侧,以沿从光束喷嘴11射出的激光束24的中心轴的方式喷出气体。即,光束喷嘴11和气体喷嘴13彼此配置于同轴上。此外,气体喷嘴13也可以向相对于z轴倾斜的方向喷出气体。即,气体喷嘴13可以向相对于从光束喷嘴11射出的激光束24的中心轴倾斜的方向喷出气体。
39.旋转机构16是能够进行以第1轴为中心的工作台15的旋转和能够进行以与第1轴垂直的第2轴为中心的工作台15的旋转的动作机构。在图1所示的旋转机构16中,第1轴是与x轴平行的轴,第2轴是与y轴平行的轴。旋转机构16具有构成用于以第1轴为中心使工作台15旋转的动作机构的伺服电动机、和构成用于以第2轴为中心使工作台15旋转的动作机构的伺服电动机。旋转机构16是能够进行以2轴各自为中心的旋转运动的动作机构。在图1中省略了各伺服电动机的图示。
40.附加制造装置100通过旋转机构16使工作台15旋转,由此能够对被加工物的姿态或者位置进行变更。即,附加制造装置100使工作台15旋转,由此能够使被加工物中的激光束24的照射位置移动。通过使用旋转机构16,从而也能够造形出具有锥形状的复杂的形状。
41.控制装置1按照加工程序对附加制造装置100进行控制。控制装置1例如为数控装置。控制装置1向加工头驱动装置14输出位置指令,由此对加工头驱动装置14的位置进行控制。控制装置1将与光束强度的条件相对应的指令即输出指令向激光振荡器2输出,由此对激光振荡器2的激光振荡进行控制。
42.控制装置1将与材料的供给量的条件相对应的指令即供给指令向旋转电动机4输出,由此对旋转电动机4进行控制。供给指令可以是与线5的供给速度的条件相对应的指令。供给速度是从线卷线筒6朝向照射位置的线5的速度。供给速度表示每时间的材料的供给量。
43.控制装置1将与气体的供给量的条件相对应的指令向气体供给装置7输出,由此对从气体供给装置7向气体喷嘴13供给的惰性气体25的量进行控制。控制装置1向旋转机构16输出旋转指令,由此对旋转机构16的驱动进行控制。即,控制装置1输出各种指令,由此对附加制造装置100的整体进行控制。控制装置1通过材料供给部19、照射部,气体供给部、加工头驱动装置14及旋转机构16的控制,在附加制造装置100形成单位焊道。
44.附加制造装置100如图2所示,通过对向加工区域26供给的线5照射激光束24,从而在加工区域26中使熔融状态的材料21沉积。在加工区域26中,通过被加工物的表面22的被加工物的熔融而形成熔融池23。在加工区域26中,通过线5的熔融而生成的熔融状态的材料21与熔融池23熔接。加工区域26是表面22之中的进行附加加工的区域。
45.附加制造装置100使加工头驱动装置14和旋转机构16联动而使加工头10和工作台15移动,由此使表面22的加工区域26的位置变化。由此,附加制造装置100能够得到期望的形状的造形物。
46.接下来,对控制装置1所具有的硬件结构进行说明。控制装置1的功能是通过使用硬件执行控制程序而实现的,该控制程序是用于执行附加制造装置100的控制的程序。
47.图3是表示实施方式1所涉及的附加制造装置所具有的控制装置的硬件结构例的框图。控制装置1具有执行各种处理的cpu(central processing unit)41、包含数据储存区域的ram(random access memory)42、非易失性存储器即rom(read only memory)43、存储装置44和用于信息向控制装置1的输入及信息从控制装置1的输出的输入输出接口45。图3所示的各部分经由总线46彼此连接。
48.cpu 41执行在rom 43或者存储装置44中存储的程序。通过控制装置1进行的附加制造装置100整体的控制是使用cpu 41而实现的。
49.存储装置44是hdd(hard disk drive)或者ssd(solid state drive)。存储装置44
对控制程序和各种数据进行存储。在rom 43中,存储有用于进行控制装置1即计算机或者控制器的基本控制的程序即bios(basic input/output system)或者uefi(unified extensible firmware interface)这样的启动加载器、及对硬件进行控制的软件或者程序。此外,控制程序也可以存储于rom 43。
50.在rom 43及存储装置44中存储的程序下载至ram 42。cpu 41在ram 42将控制程序展开而执行各种处理。输入输出接口45是与控制装置1的外部装置的连接接口。向输入输出接口45输入加工程序。另外,输入输出接口45输出各种指令。控制装置1可以具有如键盘及指点设备这样的输入设备及如显示器这样的输出设备。
51.控制程序可以存储于可由计算机读取的存储介质。控制装置1可以将在存储介质中存储的控制程序向存储装置44储存。存储介质可以是软盘即移动型存储介质或者半导体存储器即闪存。控制程序可以从其他计算机或者服务器装置经由通信网络向成为控制装置1的计算机或者控制器进行安装。
52.控制装置1的功能可以通过用于附加制造装置100的控制的专用的硬件即处理电路而实现。处理电路是单一电路、复合电路、被程序化的处理器、被并行程序化的处理器、asic(application specific integrated circuit)、fpga(field-programmable gate array)或它们的组合。控制装置1的功能可以将一部分通过专用的硬件而实现,将其他一部分通过软件或者固件而实现。
53.接下来,参照图4和图5,对实施方式1所涉及的附加制造装置100的动作进行说明。图4是表示实施方式1所涉及的附加制造装置的动作顺序的流程图。图5是用于对通过实施方式1所涉及的附加制造装置实现的沉积物的形成进行说明的图。
54.附加制造装置100将使多个单位焊道并列而成的层进行层叠而制造造形物。单位焊道是通过1次加工动作而形成的固化物。加工动作是开始熔融状态的材料21的附加,在使熔融状态的材料21向熔融池23的熔接继续后直至将熔融状态的材料21的附加停止为止的动作。附加制造装置100在每次结束加工动作时,向开始下一次加工动作的位置使加工头10移动。在实施方式1中,附加制造装置100一边使加工头10向直线方向移动,一边附加熔融状态的材料21,由此形成线状的单位焊道。
55.在步骤s1中,附加制造装置100在被加工物即基体材料17形成单位焊道51a。在步骤s2中,附加制造装置100对形成的单位焊道51a的缘部52照射激光束24。缘部52是在单位焊道51a中沿单位焊道51a的长度方向的2个边缘之中的接下来要形成单位焊道侧的边缘。附加制造装置100通过激光束24对缘部52进行扫描,由此对缘部52的整体照射激光束24。附加制造装置100通过激光束24向缘部52的照射而使单位焊道51a平坦化。在下面的说明中,有时将用于对所形成的单位焊道进行平坦化的处理称为平坦化处理。在实施方式1中,通过平坦化处理,在单位焊道51a之中的缘部52侧形成平坦部分53。
56.图6是表示通过实施方式1所涉及的附加制造装置而形成的单位焊道的示意图。在图6示出了单位焊道51a之中的长度方向上的一个端面。单位焊道51a是x轴方向上的宽度为wx、z轴方向上的高度为h的立体物。高度h是被加工物的表面22和顶部55之间的高度。在下面的说明中,有时将x轴方向上的宽度wx和高度h之比即wx/h称为平坦度。顶部55是单位焊道51a之中的从表面22起的铅垂方向的高度最高的位置。
57.缘部52是单位焊道51a、被加工物的表面22和单位焊道51a的周围的气体的3个接
触点。接触角θa是表面22和单位焊道51a的表面所成的角之中的包含单位焊道51a的角。接触角θa与平坦化处理前相比在平坦化处理后变小。附加制造装置100通过从形成单位焊道51a时的激光束24的照射位置起使照射位置向x轴方向移动,从而使激光束24的中心轴与缘部52一致而照射激光束24。
58.在平坦化处理中,激光束24的中心轴可以从缘部52偏移。缘部52和激光束24的中心轴的偏移量,例如通常处于通过被称为d4σ的定义得到的光束直径的
±
30%以内。
59.在步骤s3中,附加制造装置100形成与平坦化的单位焊道51a相接的单位焊道51b,形成焊道层。单位焊道51b形成于与单位焊道51a的平坦部分53相接的位置。
60.在步骤s4中,附加制造装置100判断焊道层的形成是否完成。造形物是由多个焊道层构成的层叠体。在焊道层的形成没有完成的情况下(步骤s4,no),附加制造装置100使顺序向步骤s5进入。在焊道层的形成完成的情况下(步骤s4,yes),附加制造装置100使顺序向步骤s6进入。
61.附加制造装置100在步骤s3中形成单位焊道51b后,判断包含单位焊道51a、51b在内的焊道层的形成是否完成。在形成了单位焊道51b的时刻焊道层的形成没有完成的情况下,附加制造装置100在步骤s5中,对所形成的单位焊道51b的缘部52照射激光束24。附加制造装置100通过向单位焊道51b的平坦化处理,在单位焊道51b的缘部52形成平坦部分53。
62.在单位焊道51b的平坦化处理后,附加制造装置100使顺序返回至步骤s3。附加制造装置100在步骤s3中,形成与平坦化的单位焊道51b相接的单位焊道51c。附加制造装置100直至1个焊道层的形成完成为止,重复步骤s3至步骤s5的顺序。
63.如果通过单位焊道51c的形成而焊道层54的形成完成,则附加制造装置100使顺序向步骤s6进入。在步骤s6中,附加制造装置100在所形成的焊道层54之上形成焊道层。附加制造装置100通过与步骤s1至步骤s5相同的顺序,形成焊道层54之上的焊道层。
64.如果焊道层的形成完成,则附加制造装置100在步骤s7中,判断造形物的形成是否完成。在造形物的形成没有完成的情况下(步骤s7,no),附加制造装置100使顺序返回至步骤s6,并且形成焊道层。附加制造装置100重复步骤s6及步骤s7的顺序,由此形成造形物的各焊道层。在造形物的形成完成的情况下(步骤s7,yes),附加制造装置100结束图4所示的顺序所涉及的动作。
65.图7是用于对实施方式1的对比例进行说明的图。在对比例中,示出了不进行平坦化处理而形成了单位焊道51a、51b、51c的情况下的单位焊道51a、51b、51c。在单位焊道51a的接触角θa大的状态下直接形成单位焊道51b,由此在彼此相邻的单位焊道51a及单位焊道51b和基体材料17之间残存空隙57。在彼此相邻的单位焊道51b及单位焊道51c和基体材料17之间也残存空隙57。
66.在实施方式1中,控制装置1在彼此接触而构成焊道层的单位焊道彼此形成时,通过激光束24的照射使所形成的单位焊道平坦化,形成与平坦化的单位焊道接触的单位焊道。控制装置1使激光束24照射已形成的单位焊道的缘部52,由此使该单位焊道平坦化。
67.附加制造装置100在使所形成的单位焊道的接触角θa通过平坦化处理而减小后,形成与该单位焊道接触的单位焊道。附加制造装置100向彼此相邻的单位焊道和被加工物之间能够容易地使熔融状态的材料21流入,能够抑制空隙的残存。由此,附加制造装置100能够抑制在相同的焊道层中彼此相邻的单位焊道之间的空隙。
68.此外,在造形物中,也可以包含没有实施平坦化处理的单位焊道和与该单位焊道接触的单位焊道。附加制造装置100可以关于造形物之中的希望使强度提高的部分而对单位焊道实施平坦化处理,关于其他部分而省略平坦化处理。
69.附加制造装置100在接触角θa大于或等于阈值的情况下或者在单位焊道的平坦度小于阈值的情况下,可以实施平坦化处理。在加工头10的上方可以安装用于对接触角θa或者平坦度进行观察的照相机。附加制造装置100例如在接触角θa超过45度的情况下或者在平坦度小于5的情况下,可以实施平坦化处理。由此,附加制造装置100相对于对全部单位焊道实施平坦化处理的情况而能够缩短加工时间,且能够抑制在造形物残存的空隙。
70.此外,在取代实施方式1所涉及的平坦化处理,而是通过熔融状态的材料21的熔接而实现形成平坦的单位焊道的情况下,认为激光束24的高输出化或者扫描速度的高速化等是有效的。为了形成平坦的单位焊道,需要使熔融状态的材料21针对表面22的熔接性提高。但是,能够提高熔融状态的材料21和表面22的熔接性的条件受限。即,如果为了得到平坦的单位焊道而使激光束24的输出增加,则线5被过量地熔融而发生向表面22的熔接不良,无法得到平坦的单位焊道。另外,如果关于扫描速度也过量地使其增加,则也会发生熔接不良,无法得到平坦的单位焊道。
71.在实施方式1中,能够将单位焊道的形成和平坦化处理分开而处理,因此能够作为激光束24的输出、扫描速度、光束直径等的参数而选择最适于平坦化处理的值。在实施方式1中,限定于单位焊道之中的缘部52而进行平坦化处理,因此控制装置1能够通过与形成单位焊道时的激光束24相比强度较低的激光束24的照射而使所形成的单位焊道平坦化。或者,控制装置1也可以通过与形成单位焊道时的激光束24相比使扫描速度更高速的激光束24而使所形成的单位焊道平坦化。由此,附加制造装置100能够抑制向被加工物及单位焊道的入热变得过量,由此能够使对被加工物及单位焊道赋予的热影响变为最小限度。由此,附加制造装置100能够进行高品质的造形。
72.在这里,良好的平坦化处理是指平坦化处理后的接触角θa小于或等于45度,或者平坦度大于或等于5的状态。根据发明人的实验,理想的平坦度为7。附加制造装置100在即使不实施平坦化处理也能够形成平坦度大于或等于5的单位焊道的情况下,可以省略平坦化处理。
73.在由于持续长时间的造形而沉积物18的温度上升的情况下,有时单位焊道由于沉积物18的热而平坦化。因此,可以针对沉积物18的温度上升少的焊道层,例如层叠于基体材料17的3个焊道层而进行平坦化处理,针对在该3个焊道层之上形成的各焊道层而省略平坦化处理。或者,也可以针对在该3个焊道层之上形成的各焊道层,使平坦化处理中的激光束24的强度降低。由此,附加制造装置100能够抑制向沉积物18的入热变得过量。另外,附加制造装置100通过省略平坦化处理,从而能够缩短加工时间。这在此后的实施方式2、实施方式3中也是同样的。
74.根据实施方式1,附加制造装置100在彼此接触而构成焊道层的单位焊道彼此形成时,通过激光束24的照射使所形成的单位焊道平坦化,形成与平坦化的单位焊道接触的单位焊道。附加制造装置100能够抑制在相同的层中在彼此相邻的焊道之间残存的空隙。以上,附加制造装置100具有能够抑制造形物的强度降低这一效果。
75.实施方式2.
76.在实施方式2中,对通过图1所示的附加制造装置100实现的其他附加加工的方式进行说明。下面,参照图8和图9对实施方式2所涉及的附加制造装置100的动作进行说明。
77.图8是表示实施方式2所涉及的附加制造装置的动作顺序的流程图。图9是用于对通过实施方式2所涉及的附加制造装置实现的沉积物的形成进行说明的图。在实施方式2中,附加制造装置100通过激光束24向单位焊道的顶部的照射而进行平坦化处理。在实施方式2中,对与上述的实施方式1相同的结构要素标注同一标号,主要对与实施方式1不同的结构进行说明。
78.在步骤s1中,附加制造装置100在被加工物即基体材料17形成单位焊道51a。在步骤s11中,附加制造装置100对所形成的单位焊道51a的顶部55照射激光束24。附加制造装置100通过激光束24对顶部55进行扫描,由此对顶部55的整体照射激光束24。在实施方式2中,通过平坦化处理,使单位焊道51a的整体变得平坦。附加制造装置100使单位焊道51a的整体平坦化,由此使单位焊道51a的接触角θa减小。附加制造装置100对形成了单位焊道51a时的激光束24的照射位置再次照射激光束24,由此进行平坦化处理。
79.步骤s3及步骤s4与图4所示的实施方式1的情况相同。附加制造装置100在步骤s12中,对所形成的单位焊道51b的顶部55照射激光束24。附加制造装置100通过向单位焊道51b的平坦化处理,使单位焊道51b的整体平坦化。附加制造装置100直至1个焊道层的形成完成为止,重复步骤s3、s4及s12的顺序。在焊道层的形成完成后,附加制造装置100使顺序向步骤s6进入。
80.如果焊道层的形成完成,则附加制造装置100与图4所示的实施方式1的情况同样地,通过步骤s6及步骤s7而形成造形物的各焊道层。在造形物的形成完成的情况下(步骤s7,yes),附加制造装置100结束图8所示的顺序所涉及的动作。
81.在实施方式2中,控制装置1在彼此接触而构成焊道层的单位焊道彼此形成时,通过激光束24的照射使所形成的单位焊道平坦化,形成与平坦化的单位焊道接触的单位焊道。控制装置1对所形成的单位焊道的顶部55照射激光束24,由此使该单位焊道平坦化。
82.在实施方式2中,附加制造装置100也与实施方式1同样地,在通过平坦化处理使所形成的单位焊道的接触角θa减小后,能够形成与该单位焊道接触的单位焊道。在实施方式2的情况下,附加制造装置100通过使单位焊道的整体平坦化,从而能够得到凹凸少、具有平滑的表面的单位焊道。附加制造装置100能够抑制由单位焊道的表面的凹凸而产生的空隙。由此,附加制造装置100能够抑制在造形物中残存的空隙。
83.在实施方式2中,附加制造装置100在平坦化处理时,可以照射与使熔融状态的材料21熔接时相比强度更高的激光束24。在该情况下,控制装置1通过照射与形成单位焊道时的激光束24相比强度更高的激光束24,从而使所形成的单位焊道平坦化。附加制造装置100通过照射与使熔融状态的材料21熔接时相比强度更高的激光束24,从而能够得到平坦度高的单位焊道。附加制造装置100得到平坦度高的单位焊道,由此能够进一步抑制空隙。
84.在实施方式2中,附加制造装置100可以照射与使熔融状态的材料21熔接时相比直径更大的激光束24。在该情况下,控制装置1通过照射与形成单位焊道时的激光束24相比直径更大的激光束24,从而使所形成的单位焊道平坦化。附加制造装置100通过大范围的激光束24的照射,能够得到平坦度高的单位焊道。附加制造装置100得到平坦度高的单位焊道,由此能够进一步抑制空隙。附加制造装置100通过在加工头10的内部设置的多个透镜的通
过驱动实现的变焦功能,能够使激光束24的直径变化。
85.实施方式3.
86.在实施方式3中,对通过图1所示的附加制造装置100实现的其他附加加工的方式进行说明。下面,参照图10至图14,对实施方式3所涉及的附加制造装置100的动作进行说明。
87.在实施方式3中,附加制造装置100在使加工头10停止的状态下附加熔融状态的材料21,由此形成单位焊道即珠状的焊道。在下面的说明中,有时将珠状的焊道称为珠状焊道。
88.图10是表示实施方式3所涉及的附加制造装置的动作顺序的流程图。图11是用于对通过实施方式3所涉及的附加制造装置实现的沉积物的形成进行说明的图。图12是对通过实施方式3所涉及的附加制造装置实现的珠状焊道的形成方法进行说明的流程图。图13是用于对通过实施方式3所涉及的附加制造装置实现的珠状焊道的形成进行说明的图。图14是通过实施方式3所涉及的附加制造装置形成的珠状焊道的平面示意图。在实施方式3中,附加制造装置100进行珠状焊道的平坦化处理。在实施方式3中,对与上述的实施方式1或者2相同的结构要素标注同一标号,主要对与实施方式1或者2不同的结构进行说明。
89.在这里,参照图12及图13,对珠状焊道的形成进行说明。附加制造装置100在步骤s31中,使加工头10移动,由此使激光束24的中心轴cl和加工区域26的中心一致。在步骤s32中,附加制造装置100朝向加工区域26倾斜地将线5喷出,使线5的前端与表面22接触。将线5喷出是指朝向表面22的激光束24的照射位置从线供给嘴12使线5行进。
90.从线供给嘴12喷出而与表面22接触时的线5的中心轴cw和激光束24的中心轴cl在表面22相交。或者,线5的中心轴cw在激光束24的直径的范围内与表面22相交。由此,附加制造装置100在表面22能够形成以线5的中心轴cw和激光束24的中心轴cl的交点为中心的珠状焊道61a。
91.在步骤s33中,附加制造装置100朝向加工区域26而照射激光束24。激光束24对配置于加工区域26的线5进行照射。另外,与激光束24的照射相匹配地开始惰性气体25从气体喷嘴13向加工区域26的喷出。优选在向加工区域26照射激光束24前,从气体喷嘴13持续预先确定的一定时间使惰性气体25喷出。由此,附加制造装置100能够将在气体喷嘴13内残存的氧气等活性气体从气体喷嘴13内去除。
92.在步骤s34中,附加制造装置100从线供给嘴12朝向表面22将线5喷出,由此开始线5向加工区域26的供给。通过激光束24向线5的照射而产生的熔融状态的材料21与表面22熔接。由此,在加工区域26形成珠状焊道61a。附加制造装置100在开始线5向加工区域26的供给后,在预先决定的供给时间的期间继续线5的供给。
93.附加制造装置100对旋转电动机4的旋转速度进行调整,由此对线5的供给速度进行调整。线5的供给速度由激光束24的输出进行限制。即,在用于实现熔融状态的材料21向加工区域26的适当的熔接的线5的供给速度和激光束24的输出之间具有相关性。通过使激光束24的输出上升,从而能够缩短珠状焊道61a的形成所需的时间。此外,在线5的供给速度相对于激光束24的输出而过快的情况下,线5没有熔融而残留。在线5的供给速度相对于激光束24的输出而迟缓的情况下,线5被过量地加热,由此熔融状态的材料21成为液滴而从线5落下。在该情况下,熔融状态的材料21有时成为与期望的形状不同的形状而被熔接。
94.珠状焊道61a的大小通过对线5的供给时间及激光束24的照射时间进行变更而能够调整。通过增加线5的供给时间及激光束24的照射时间,从而能够增大所要形成的珠状焊道61a的直径。另一方面,通过缩短线5的供给时间及激光束24的照射时间,从而能够减小所要形成的珠状焊道61a的直径。
95.在珠状焊道61a形成后,在步骤s35中,附加制造装置100从加工区域26将线5拉出。在步骤s36中,附加制造装置100停止激光束24向加工区域26的照射。在这里,气体喷嘴13不停止惰性气体25朝向被加工物的喷出而是继续喷出。即,在激光振荡器2停止后,气体喷嘴13持续预先确定的继续时间而继续惰性气体25朝向加工区域26的喷出。
96.使惰性气体25喷出的继续时间是从停止激光束24的照射起至所形成的珠状焊道61a的温度通过惰性气体25而降低至预先确定的温度为止所需的时间。继续时间基于线5的材质及珠状焊道61a的大小等各条件而被决定。继续时间的信息预先存储于控制装置1。附加制造装置100在激光束24停止后,在经过预先确定的继续时间后停止惰性气体25的喷出。由此,完成1个珠状焊道61a的形成。
97.在图10所示的步骤s21中,附加制造装置100如上述所示,在被加工物即基体材料17形成珠状焊道61a。在图14所示的珠状焊道61a中,x轴方向上的宽度wx和y轴方向上的宽度wy相同。宽度wx和宽度wy也可以彼此不同。宽度wx和宽度wy之比即wx/wy只要处于0.5至2.0的范围内即可。
98.在步骤s22中,附加制造装置100对所形成的珠状焊道61a照射激光束24。在实施方式3中,通过平坦化处理,使珠状焊道61a的整体变得平坦。附加制造装置100使珠状焊道61a的整体平坦化,由此使珠状焊道61a的接触角θa减小。附加制造装置100通过对形成珠状焊道61a时的激光束24的照射位置再次照射激光束24,从而进行平坦化处理。
99.在步骤s23中,附加制造装置100形成与平坦化的珠状焊道61a相接的珠状焊道61b。在步骤s24中,附加制造装置100判断焊道层的形成是否完成。在焊道层的形成没有完成的情况下(步骤s24,no),附加制造装置100使顺序向步骤s25进入。在焊道层的形成完成的情况下(步骤s24,yes),附加制造装置100使顺序向步骤s26进入。
100.附加制造装置100在步骤s23中形成珠状焊道61b后,判断包含珠状焊道61a、61b在内的焊道层的形成是否完成。在形成珠状焊道61b的时刻焊道层的形成没有完成的情况下,附加制造装置100在步骤s25中,对所形成的珠状焊道61b照射激光束24。附加制造装置100直至1个焊道层的形成完成为止,重复步骤s23至步骤s25的顺序。
101.如果焊道层的形成完成,则在步骤s26中,附加制造装置100在所形成的焊道层之上形成焊道层。如果焊道层的形成完成,则附加制造装置100在步骤s27中,判断造形物的形成是否完成。在造形物的形成没有完成的情况下(步骤s27,no),附加制造装置100使顺序返回至步骤s26,并且形成焊道层。附加制造装置100重复步骤s26及步骤s27的顺序,由此形成造形物的各焊道层。在造形物的形成完成的情况下(步骤s27,yes),附加制造装置100结束图10所示的顺序所涉及的动作。
102.在实施方式3中,控制装置1在彼此接触而构成焊道层的珠状焊道彼此形成时,通过激光束24的照射使所形成的珠状焊道平坦化,形成与平坦化的珠状焊道接触的珠状焊道。由此,附加制造装置100在通过平坦化处理使所形成的珠状焊道的接触角θa减小后,能够形成与该珠状焊道接触的珠状焊道。
103.在实施方式3中,附加制造装置100在平坦化处理时,照射与使熔融状态的材料21熔接时相比强度更高的激光束24。在该情况下,控制装置1通过照射与形成珠状焊道时的激光束24相比强度更高的激光束24,从而使所形成的珠状焊道平坦化。附加制造装置100通过照射与使熔融状态的材料21熔接时相比强度更高的激光束24,从而能够得到平坦度高的单位焊道。附加制造装置100得到平坦度高的单位焊道,由此能够进一步抑制空隙。
104.在实施方式3中,附加制造装置100可以照射与使熔融状态的材料21熔接时相比直径更大的激光束24。在该情况下,控制装置1通过照射与形成珠状焊道时的激光束24相比直径更大的激光束24,从而使所形成的珠状焊道平坦化。附加制造装置100通过大范围的激光束24的照射,从而能够得到平坦度高的单位焊道。附加制造装置100得到平坦度高的单位焊道,由此能够进一步抑制空隙。
105.在实施方式3中,附加制造装置100可以对珠状焊道的缘部照射激光束24,由此使珠状焊道平坦化。另外,附加制造装置100可以照射与形成珠状焊道时的激光束24相比强度更低的激光束24,从而使珠状焊道平坦化。并且,附加制造装置100可以通过对珠状焊道的顶部照射激光束24,从而使珠状焊道平坦化。在任意的情况下,附加制造装置100都能够在通过平坦化处理使所形成的珠状焊道的接触角θa减小后,形成与该珠状焊道接触的珠状焊道。
106.在实施方式3中,附加制造装置100将使珠状焊道并列而成的焊道层进行层叠而制造造形物。附加制造装置100与单位焊道为线状焊道的情况相比,造形的分辨率提高,因此能够提高造形精度。造形的分辨率提高,由此单位焊道和单位焊道进行接触的界面的数量增加。与界面增加相应地,可产生空隙的位置的数量变多。根据实施方式3,附加制造装置100能够一边进行高精度的造形,一边抑制在造形物中残存的空隙。
107.实施方式4.
108.在实施方式4中,说明对用于平坦化处理的加工条件的内容进行学习的机器学习装置。图15是表示实施方式4所涉及的附加制造系统的结构的图。实施方式4所涉及的附加制造系统200包含附加制造装置100、cam(computer aided manufacturing)装置110和机器学习装置120。机器学习装置120学习用于对理想平坦度的单位焊道进行平坦化处理而形成的加工条件的内容。在实施方式4中,对与上述的实施方式1至3相同的结构要素标注同一标号,主要对与实施方式1至3不同的结构进行说明。
109.向cam装置110输入cad(computer-aided design)数据。cam装置110基于cad数据,生成对附加制造的对象形状进行指定的设计数据即cad模型。cam装置110基于cad模型,生成用于对对象形状进行加工的加工路径,根据加工路径的数据而创建加工程序。控制装置1按照由cam装置110创建出的加工程序对附加制造装置100进行控制。
110.机器学习装置120具有状态观测部71、学习部72和动作结果取得部75。状态观测部71对包含在附加制造时生成的指令值和与加工状态有关的状态量在内的状态信息进行观测。状态观测部71对由控制装置1生成的各种指令值和与加工状态有关的状态量进行观测而作为状态变量。各种指令值包含向加工头驱动装置14输出的位置指令的指令值、向激光振荡器2输出的输出指令的指令值和向旋转电动机4输出的供给指令的指令值。在状态量中包含沉积物18的温度。
111.动作结果取得部75取得表示单位焊道的形状的形状信息而作为动作结果。形状信
息包含单位焊道的宽度wx、wy及高度h的各数据。形状信息由安装于加工头10的上方的照相机、高度传感器50这样的测定单元取得。
112.学习部72创建将从状态观测部71输入的状态信息和从动作结果取得部75输入的形状信息汇总而成的数据集。学习部72按照基于状态信息和形状信息而创建的数据集,对加工条件和平坦度的关系进行学习。在加工条件中包含与造形所使用的材料、基体材料17的材料、激光输出、照射时间、冷却时间、加工路径等有关的条件。
113.学习部72所使用的学习算法可以使用任意的学习算法。作为一个例子,对应用了强化学习(reinforcement learning)的情况进行说明。强化学习是某环境内的智能体即行动主体对当前的状态进行观测,决定应该采取的行动。智能体通过对行动进行选择,从而从环境得到回报,对经过一系列的行动而回报得到最多的对策进行学习。作为强化学习的代表性的方法,已知q学习(q-learning)及td学习(td-learning)等。例如在q学习的情况下,行动价值函数q(s,a)的通常的更新式即行动价值表通过以下的式(1)表示。行动价值函数q(s,a)表示基于环境“s”对行动“a”进行选择的行动的价值即行动价值q。
114.【式1】
115.q(s
t
,a
t
)
←
q(s
t
,a
t
)+α(r
t+1
+γmax
a q(s
t+1
,a
t
)-q(s
t
,a
t
))
ꢀꢀꢀ…
(1)
116.通过上述的式(1)表示的更新式是如果时刻“t+1”的最好的行动“a”的行动价值大于在时刻“t”执行的行动“a”的行动价值q,则增大行动价值q,在相反的情况下减小行动价值q。换言之,以使时刻“t”的行动“a”的行动价值q接近时刻“t+1”的最好的行动价值的方式对行动价值函数q(s,a)进行更新。由此,某环境中的最好的行动价值依次传播为其以前的环境中的行动价值。
117.学习部72具有回报计算部73和函数更新部74。回报计算部73基于状态信息及形状信息对回报进行计算。函数更新部74按照由回报计算部73计算的回报,对用于决定加工条件即各条件的关系的函数进行更新。
118.回报计算部73基于单位焊道的平坦度和表示理想平坦度的理想值的差分,对回报“r”进行计算。例如,在对加工条件之中的某条件进行变更后的结果为单位焊道的平坦度和理想值的差分小于或等于阈值的情况下,回报计算部73使回报“r”增大。回报计算部73通过赋予回报的值即“1”,从而使回报“r”增大。此外,回报的值并不限于“1”。另外,在对加工条件之中的某条件进行变更后的结果为单位焊道的平坦度和理想值的差分大于阈值的情况下,回报计算部73使回报“r”减小。回报计算部73通过赋予回报的值即“-1”,从而使回报“r”减小。此外,回报的值并不限于“-1”。
119.图16是表示实施方式4所涉及的机器学习装置的动作顺序的流程图。参照图16的流程图,说明对行动价值函数q(s,a)进行更新的强化学习方法。
120.在步骤s41中,机器学习装置120取得平坦化的单位焊道的高度及宽度的数据。在步骤s42中,机器学习装置120基于单位焊道的高度及宽度的数据,对单位焊道的平坦度进行计算。在步骤s43中,机器学习装置120对计算出的平坦度和理想值的差分进行计算。理想值例如设为7。
121.在步骤s44中,机器学习装置120基于差分而对回报进行计算。在步骤s45中,机器学习装置120基于回报而对行动价值函数q(s,a)进行更新。在步骤s46中,机器学习装置120判断行动价值函数q(s,a)是否收敛。机器学习装置120根据步骤s45中的行动价值函数q(s,
a)的更新无法进行而判定为行动价值函数q(s,a)收敛。
122.在判定为行动价值函数q(s,a)没有收敛的情况下(步骤s46,no),机器学习装置120使动作顺序向步骤s41返回。在判定为行动价值函数q(s,a)收敛的情况下(步骤s46,yes),机器学习装置120结束学习部72的学习。由此,机器学习装置120结束图16所示的顺序所涉及的动作。此外,机器学习装置120也可以不进行步骤s46的判定,而是通过从步骤s45向步骤s41使动作顺序返回,从而使学习继续。
123.机器学习装置120将生成的行动价值函数q(s,a)作为训练好的模型进行存储。控制装置1基于训练好的模型,对用于形成理想平坦度的单位焊道的加工条件进行推断,基于推断结果对加工条件进行调整。
124.在实施方式4中,对在学习部72所使用的学习算法应用强化学习的情况进行了说明,但在学习算法中也可以应用强化学习以外的学习。学习部72可以使用强化学习以外的公知的学习算法,例如深层学习(deep learning)、神经网络、遗传编程、功能逻辑编程或者支持向量机这样的学习算法而执行机器学习。
125.机器学习装置120并不限于附加制造系统200所包含的装置,也可以是附加制造系统200的外部的装置。机器学习装置120可以是经由网络而能够与附加制造系统200连接的装置。机器学习装置120也可以是存在于云服务器上的装置。机器学习装置120也可以内置于控制装置1。
126.学习部72可以按照针对多个附加制造装置100而创建的数据集,对加工条件的关系进行学习。学习部72可以从在同一现场使用的多个附加制造装置100取得数据集,或者也可以从在彼此不同的现场使用的多个附加制造装置100取得数据集。数据集可以是从在多个现场彼此独立地运转的多个附加制造装置100收集到的数据。可以在开始来自多个附加制造装置100的数据集的收集之后,在对数据集进行收集的对象追加新的附加制造装置100。另外,也可以在开始来自多个附加制造装置100的数据集的收集之后,从对数据集进行收集的对象将多个附加制造装置100之中的一部分排除在外。
127.关于某1个附加制造装置100进行了学习的学习部72,可以进行关于除了该附加制造装置100以外的其他附加制造装置100的学习。进行关于该其他附加制造装置100的学习的学习部72通过该其他附加制造装置100中的再学习,能够对输出的预测模型进行更新。实施方式4中的机器学习的功能或者学习结果即训练好的模型可以加入附加制造用的cam软件而使用。
128.根据实施方式4,机器学习装置120将用于形成理想平坦度的单位焊道的训练好的模型向控制装置1输出。附加制造装置100基于训练好的模型对加工条件进行调整,由此能够形成理想平坦度的单位焊道。由此,附加制造装置100能够抑制在造形物残存的空隙。
129.以上的各实施方式所示的结构示出本发明的内容的一个例子。各实施方式的结构能够与其他的公知技术进行组合。也可以将各实施方式的结构彼此适当组合。在不脱离本发明的主旨的范围能够将各实施方式的结构的一部分省略或者变更。
130.标号的说明
131.1控制装置,2激光振荡器,3光缆,4旋转电动机,5线,6线卷线筒,7气体供给装置,8配管,10加工头,11光束喷嘴,12线供给嘴,13气体喷嘴,14加工头驱动装置,15工作台,16旋转机构,17基体材料,18沉积物,19材料供给部,21熔融状态的材料,22表面,23熔融池,24激
光束,25惰性气体,26加工区域,41 cpu,42 ram,43 rom,44存储装置,45输入输出接口,46总线,50高度传感器,51a、51b、51c单位焊道,52缘部,53平坦部分,54焊道层,55顶部,57空隙,61a、61b珠状焊道,71状态观测部,72学习部,73回报计算部,74函数更新部,75动作结果取得部,100附加制造装置,110 cam装置,120机器学习装置,200附加制造系统。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1