用于封闭机的卷封轴组件的制作方法
本发明涉及一种用于封闭机的卷封轴组件。本发明还涉及一种封闭机和一种具有根据本发明的卷封轴组件的卷封站、一种用于根据本发明的卷封轴组件的弹簧组,以及一种用于封闭罐的方法。
背景技术:
1、在灌装饮料罐或食品罐时,罐在灌注饮料或食品之后通过封罐机,其中,经灌注的罐体通过供应路径进入,并且罐盖件(也为盖件)通过另外的供应路径进入。封罐机通常具有多个旋转式传输带式地布置的相同类型的站(在下面也称为旋转式传输带(karussell)),在站中罐体分别借助罐盖件封闭。罐盖件在此被引导到罐体上并且借助布置在卷封头上的顶出头保持在罐体上。只有在罐(由罐体和罐盖件构成的复合件)上升时,才通过顶出头进行这种保持。在罐夹紧在卷封头中之后,顶出头暂且不再接合。在封罐机中,在此罐体与罐盖件在边缘侧通过卷封辊进行卷封并由此封闭。通常,罐体与罐盖件在此借助卷封头附加地围绕自身的对称轴线旋转。为了进行旋转,卷封辊和卷封头布置在相应的卷封轴上。
2、在de749636和de4234115a1中描述了这种类型的封罐机。该封罐机包括用于接纳待封闭的罐的夹紧装置。在运行状态下,待封闭的罐被带入到夹紧装置中并通过该夹紧装置沿轴向方向并且在上端部处径向(通过卷封头)固定。罐盖件也被对中地带入到待封闭的罐体的罐开口上。在罐开口的区域中,罐体具有环绕的罐法兰,并且罐盖件具有环绕的罐盖件法兰。为了通过罐盖件封闭罐开口,封罐机附加地包括两个分别围绕一轴线可转动地支承的卷封辊,所述卷封辊借助基本上径向作用的力将罐法兰和罐盖件法兰彼此挤压,其中,通过沿着罐开口的周缘在周向方向上的连续滚动来进行挤压。
3、在现有技术的封闭机中,顶出板可至少部分地位于卷封头内并且可相对于卷封头沿竖直方向运动。当罐盖件被卷封到罐体上时,罐通常围绕旋转轴线在封闭机的旋转式传输带中运转。由卷封头和通常两个卷封辊构成的单元布置在旋转式传输带的周缘处。封闭机在此通常包括大量这些单元。在旋转式传输带环绕运行时,罐盖件被放置到罐体上,经填充的罐体连同盖件被抵着卷封头抬起并且封闭。在此此后,封闭的罐再次下降并且从卷封头移去。
4、根据工作速度而定,产生相对高的离心力,该离心力可使罐向外抛出并且可导致机器运行中断。这通过顶出头避免,顶出头跟随罐的抬高运动和/或下降运动并且在抬高/下降期间通过将力作用到罐上、优选地作用到罐盖件上产生摩擦力,该摩擦力(在罐和卷封盘之间,该摩擦力通过(顶出头的)压制力获得并且在此之后借助升降弹簧来获得)反作用于离心力。
5、该力优选地通过顶出头的预确定的、所设定的升降行程(例如通过升降站和顶出头的凸轮控制的位置)限定。因此,在卷封过程之前、期间和/或之后,盖件和主体实现受控地压制。
6、即使在罐尺寸或盖件尺寸与作为所设定的升降行程基础的尺寸有小的偏差的情况下也可能造成损伤,因为罐在不准确对中时在移入/上升到卷封头中时可发生折弯(即如果作用到罐上的力变得太大,因为罐没有正确对中)。如果由顶出头施加的力太小,则可能导致罐的固定不充分,从而可产生不准确的对中。因此如果罐在上升时没有被顶出头适当支撑,则罐倾向于塌陷。
7、由ep3520924a1已知了一种用于封闭机的用于将罐盖件卷封到罐体处的卷封轴组件,所述卷封轴组件包括用于将罐盖件固定在罐体上的卷封头。此外,卷封轴组件包括顶出杆和布置在顶出杆处的顶出头。在此,带有顶出杆的顶出头可沿顶出杆的轴向方向相对于卷封头运动。在此,顶出头包括弹簧组,顶出头通过该弹簧组弹簧弹性地支承在顶出杆处。由此,通过弹簧组的弹簧力确定的力被施加到罐盖件上。
8、应避免由于“未限定的”条件导致的过程安全性问题(尤其是不稳定的、未限定的力,从而罐不能保持干净)。无法实现特定的力设定,这由于制造公差、盖件公差和罐公差而导致不能正确设定压制力。出现不均匀的压制力,所述压制力导致罐在上升期间不能干净地保持在卷封盘上。由此,罐不平稳/偏心地移入到卷封头中并且通过卷封头“强制对中”。在此,在罐体中产生高的力/应力,这可导致罐的塌陷。
技术实现思路
1、因此,本发明的任务是提供一种用于封闭机和卷封站的卷封轴组件,尤其是用于根据本发明的卷封轴组件的弹簧组,其避免了由现有技术已知的不利作用。尤其是,应该提供卷封轴组件和封闭机,通过所述卷封轴组件和封闭机很大程度上避免了对罐的损伤。
2、所述任务通过根据本发明的卷封轴组件、用于根据本发明的卷封轴组件的弹簧组以及具有根据本发明的卷封轴组件的封闭机和卷封站以及通过根据本发明的方法来解决。
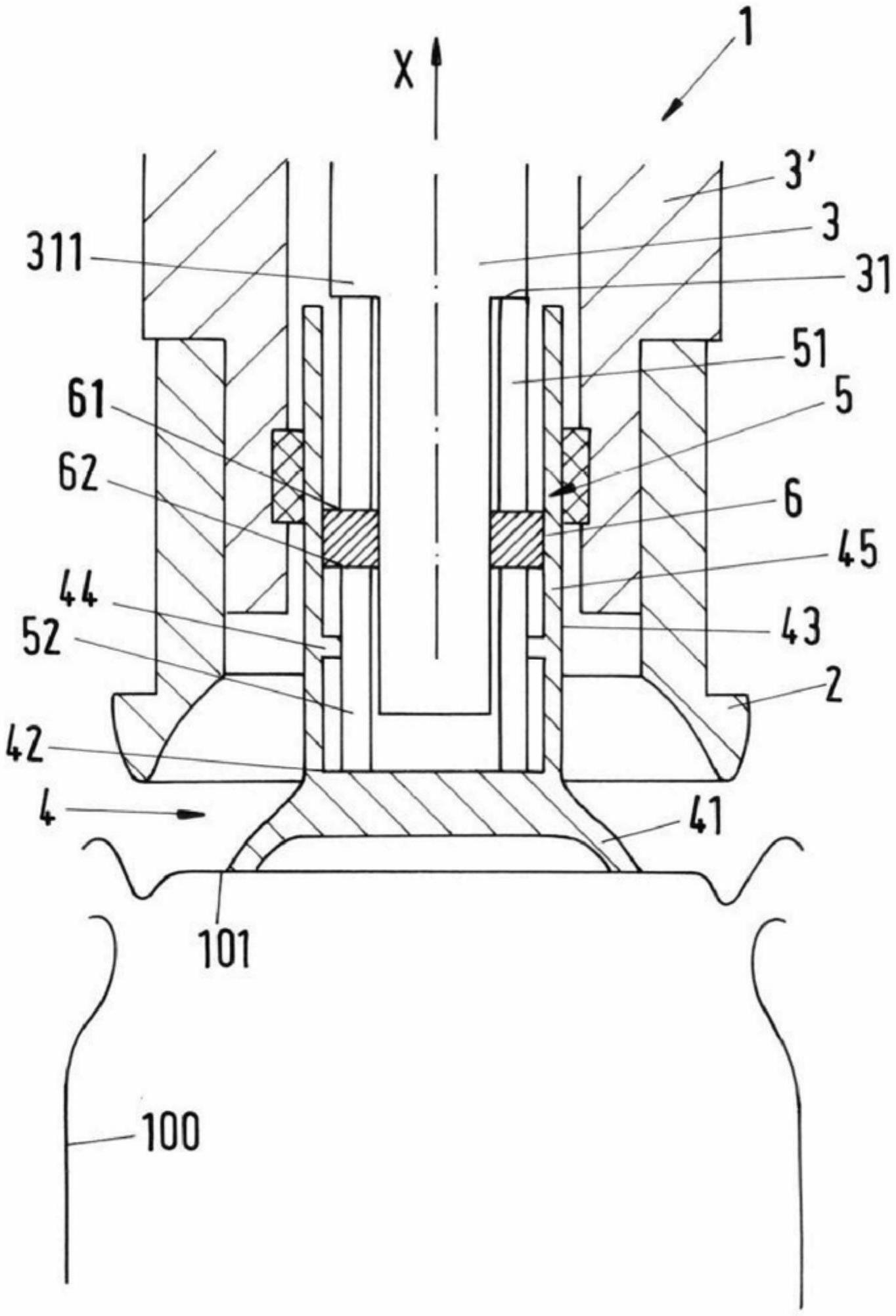
3、根据本发明,提出了一种用于封闭机的卷封轴组件,所述卷封轴组件用于将罐盖件固定(尤其是卷封)在罐体处,所述卷封轴组件包括用于将罐盖件固定在罐体上的卷封头。卷封轴组件还包括顶出杆和布置在顶出杆处的顶出头。顶出头在此可与顶出杆一起沿顶出杆的轴向方向相对于卷封头运动。卷封轴组件还包括弹簧组,顶出头通过弹簧组弹簧弹性地支承在顶出杆处。
4、根据本发明的卷封轴组件的特征在于,所述弹簧组包括滑动件,所述滑动件沿轴向方向可运动地布置在顶出杆处。此外,弹簧组包括布置在滑动件的第一贴靠面与顶出杆的第一支撑面之间的第一弹性元件和布置在滑动件的第二贴靠面与顶出头的第二支撑面之间的第二弹性元件。在此,滑动件可以如此支撑在顶出头处,使得顶出头可以通过第一弹性元件弹簧弹性地支承(或根据运行状态支承)在顶出杆处。
5、优选地,顶出头可运动地固定/布置在顶出杆的端部处,其中,弹簧组尤其是首先布置在顶出杆的端部处,且然后是顶出头,从而顶出头通过弹簧组弹簧弹性地支承在顶出杆的端部处。
6、通过根据本发明的具有两个弹性元件的滑动件,根据本发明的卷封轴组件相对于现有技术尤其是具有以下优点:可实现用于使罐盖件和/或罐体对中固定的分级的力传递。罐盖件在此优选可以首先被加载以第二弹性元件的第二弹簧力(该第二弹簧力优选地用于以轻的力使罐盖件在盖件引导部的区域中“引导”),且然后被加载以第一弹性元件的第一弹簧力,以便在上升时将罐保持固定,因此该罐一直保持对中,直至罐移入到卷封头中。滑动件在此如此支撑在顶出头(或顶出头的一部分)处,使得顶出头通过第一弹性元件弹簧弹性地支承在顶出杆处(即通过滑动件沿轴向方向朝向顶出头的运动或通过顶出头沿轴向方向朝向滑动件的运动,例如在移向罐时)。
7、因此,与ep3520924a1相比,尤其是通过根据本发明的滑动件,可以实现更好的力分配(因此可以正确限定压制力,以便实现均匀的压制力),由此可以防止罐在移入到卷封头中时由于罐没有对中而受到损伤、如折弯。此外,可以提高机器的过程可靠性。
8、在本发明的实施方式中,卷封轴组件还可以包括卷封轴,卷封头布置在卷封轴处(并且卷封头可以通过该卷封轴旋转)。不仅顶出杆而且顶出头都可以至少部分地布置在卷封轴和/或卷封头的内部,其中,所述顶出杆和顶出头可以相对于卷封头和/或卷封轴沿轴向方向运动(并且其中至少顶出头也可以从内部运动出来)。在此,顶出头也可以与顶出杆一起弹簧弹性地支承在卷封轴处(如在现有技术中已知的)。
9、优选地,滑动件可以如此支撑在顶出头处,使得顶出头仅通过第一弹性元件弹簧弹性地支承在顶出杆处,因为在罐与卷封轴组件之间的力通过顶出头传递到滑动件上,且然后传递到第一弹性元件上(并且不再通过第二弹性元件传递到滑动件上,且然后传递到第一弹性元件上)。
10、在本发明的一个特别优选的实施方案中,顶出头可以包括固定元件和顶出元件。顶出元件在此通过固定元件可运动地固定在顶出杆处。顶出元件和固定元件尤其是通过螺纹相互固定地旋紧。原则上,顶出元件可以设计为块或优选地设计为顶出板,其在运行状态下通过罐盖件与罐体接触。如果顶出头包括固定元件,则力可以从/通过固定元件(尤其是直接地)传递到滑动件上,因为滑动件然后可以通过固定元件支撑在顶出头处(根据第二弹性元件的压缩)。
11、代替直接拧到顶出杆上的顶出块,顶出头设有作为弹簧弹性模块的弹簧组,并且优选地设有被拧上的顶出板(也是顶出垫)。所提到的弹簧组在规格变换时不必更换。在规格变换时可以尤其是仅更换拧在弹簧组的下端部处的顶出板(该顶出板例如可以由不锈钢制成)。
12、在实践中,第一弹性元件可以是第一弹簧,尤其是第一螺旋弹簧,和/或,第二弹性元件可以是第二弹簧,尤其是第二螺旋弹簧。此外,通过第一弹性元件可以将70-160n、尤其是80-150n的第一弹簧力传递到顶出头上(在运行状态下)。此外,通过第二弹性元件可以将5-30n、尤其是10-20n的第二弹簧力传递到顶出头上(在运行状态下)。因此,弹簧组特别优选地以不同的弹簧刚度和预紧力分两级起作用。在一个特别优选的实施方式中,在此以带有约10-20n和直至1mm的弹簧行程的第一级(第二弹性元件)来执行针对不同盖件规格的设置。由于带有仅约1n/mm的平坦的弹簧特征线,起作用的力在限定的弹簧行程上仅发生小的变化。这尤其是导致作用到盖件上的预限定的、均匀的夹持力。只要压制高度处于第二弹性元件的弹簧行程的范围内,盖件几何形状就不再产生影响。
13、一旦第一级经过其完整的弹簧行程或直到第一级经过可预设的弹簧行程(通过第二弹性元件的压缩以及通过滑动件的支撑),顶出头可以将力(尤其是直接地)传递到滑动件上,因为滑动件随后被支撑在顶出头处。
14、通过支撑滑动件,则(尤其是仅)第一弹性元件是主动的并且逆着罐的提升方向进行挤压。在现有技术中通过升降站和顶出块的凸轮控制的位置完成的,在罐夹紧在所提到的部件之间时应该借助于弹簧组引起受控的且可限定的力。
15、第一弹性元件优选明显更多地被预紧并且尤其是根据所使用的元件在80-150n之间在直至2mm的弹簧行程上作用。由此,在上升到卷封头时,可以实现罐的可靠的对中,从而可以预防罐被卷封头折弯,即使是在带有较薄的罐材料的罐的情况下。
16、特别优选地,滑动件可以设计为围绕第二弹性元件布置的套筒。备选地或附加地,滑动件可以设计为布置在第二弹性元件和顶出杆之间的套筒。
17、第一弹性元件和第二弹性元件优选地关于轴向方向布置在滑动件的不同侧处,尤其是布置在滑动件的环绕的突出部的不同侧处。在此,第一贴靠面和第二贴靠面可以基本上彼此平行地布置并且特别是也正交于轴向方向布置。
18、固定元件可以包括固定套筒,固定套筒(至少部分地)围绕顶出杆、滑动件、第一弹性元件和第二弹性元件布置,其中,固定套筒包括突出部,滑动件能够如此支撑在突出部上,使得顶出头(尤其是仅)通过第一弹性元件弹簧弹性地支承在顶出杆处。
19、在实践中,固定元件可以布置(固定)在顶出杆处,尤其是借助螺纹连接结构或夹持连接结构来布置(固定),其中,固定元件优选地通过滑动套筒沿轴向方向可运动地布置。优选地,使用张紧螺纹件,所述张紧螺纹件为了布置而引入到顶出杆处的相应的螺纹中。然而,在此固定元件不与顶出杆固定地旋紧。位于顶出杆与旋紧结构之间的该滑动套筒可以在固定元件的滑动面上移动经过(第一和第二弹性元件的)整个弹簧行程。该滑动面尤其在第一侧处通过螺纹连接结构限制,而在另一侧上通过顶出杆和/或预紧套筒限制,从而固定元件的运动也受到限制。然后可以将顶出板拧紧、夹持或利用螺栓/销固定到固定元件处。
20、顶出杆可以包括预紧套筒,所述预紧套筒固定在所述顶出杆处并且包括突出部,所述滑动件(尤其是当滑动件是套筒时)沿轴向方向的行程经由所述预紧套筒通过所述突出部限制。第一弹性元件的弹簧行程因此可以通过预紧套筒限制,从而滑动件不能朝着顶出杆的端部的方向进一步运动。因此,通过预紧套筒形成预紧台肩,滑动件可支撑在该预紧台肩上。
21、根据另一个实施方案,所述顶出元件可以相对于所述固定元件围绕沿轴向方向伸延的转动轴线可转动地布置。以这种方式,在封闭期间可以发生相对于固定元件或相对于顶出杆的转动。
22、第一支撑面(第一弹性元件在第一支撑面处支撑在顶出杆处)可以设计为阶梯部,尤其是设计为布置在阶梯部与第一弹性元件之间的盘。
23、根据本发明的卷封轴组件还可以包括第一卷封辊和尤其是第二卷封辊,用于将罐盖件卷封到罐体处。此外,卷封轴组件可包括升降元件,其中,罐体与罐盖件一起在卷封过程期间布置在升降元件与卷封头之间,尤其是布置在升降元件与顶出头之间。
24、根据本发明,还提出一种用于封闭罐的封闭机,所述封闭机包括根据本发明的卷封轴组件。因此封闭机尤其优选是封罐机。在此,根据本发明的封闭机可以包括具有多个根据本发明的卷封轴组件的旋转式传输带以及通向所述旋转式传输带的用于罐体(尤其是填充有产物的罐体)的第一进入部和通向所述旋转式传输带的用于罐盖件的第二进入部。此外,封闭机可以包括用于经卷封的罐从所述旋转式传输带退出的离开部。
25、封罐机(或卷封轴组件)为了封闭所述罐优选地包括一个或多个卷封辊(如从现有技术中已知的)。在运行状态下,卷封辊以其相应的卷封轮廓部与罐盖件的罐盖件凸缘和罐体的罐凸缘接触。通过旋转罐,卷封辊然后沿罐的周向方向旋转,其中,罐凸缘与罐盖件凸缘卷封在一起。为了旋转所述罐,罐优选地夹紧在卷封头(或顶出头)与支撑部(尤其是升降元件)之间,其中,卷封头与卷封轴一起围绕卷封轴线(该卷封轴线尤其是平行于轴向方向伸延)旋转。
26、在本发明的范围内,所述罐可以理解为旋转对称的容器,该容器借助封罐机和相关联的卷封辊封闭。罐可以优选地包括塑料、纸板或金属、尤其是铝或钢。
27、原则上,根据本发明的封闭机可以类似于现有技术中已经已知的封罐机,但在卷封轴组件或弹簧组方面不同。在此得到以下优点:已知的封罐机/封闭机可以借助根据本发明的卷封轴组件进行修改,以便由此避免现有技术的缺点。
28、在实践中,与现有技术中一样,封罐机优选地包括由卷封头和升降元件构成的夹紧装置,借助该夹紧装置,罐在轴向和径向方向上固定以进行卷封,并且可以在周向方向上旋转。
29、原则上,封闭机可以优选地包括带有优选不同的卷封轮廓部的至少两个卷封辊,从而罐可以根据双卷封原理封闭,在该双卷封原理中,罐通常成两个级地封闭。每一个卷封辊在此负责一个级。
30、根据本发明,还提出了一种用于将罐盖件固定到罐体处的方法。在根据本发明的方法中,提供根据本发明的卷封轴组件。罐盖件和罐体被供应至卷封轴组件。罐盖件定位在罐体上,并且罐体定位在升降元件上。弹簧力借助弹簧弹性地布置的顶出头一直作用到罐盖件上,直到罐通过升降元件的升降运动(在维持弹簧力的情况下)与松弛安放的盖件一起被压到卷封头中。然后借助至少一个卷封辊将罐盖件卷封到罐体处。在卷封期间,顶出头不(或不再)接合。最后,将罐从卷封轴组件中引走。
31、如果借助根据本发明的封闭机执行根据本发明的方法,则可以在实际的卷封过程之前将罐盖件和罐体在限定的点处引导在一起。罐盖件的供应优选通过充气转子实现,罐盖件靠置在该充气转子上。罐体通过容器供应部供应。罐体从容器供应部到达相应的升降元件之一上(所述升降元件集成到旋转式传输带中)。在旋转式传输带旋转一圈期间,升降元件优选实施凸轮控制的升降运动,以便将罐体从下方移入到罐盖件处并且之后移入到卷封头处。
32、在特定的升降路线之后,罐体与罐盖件接触。为了使由罐体和罐盖件构成的复合件可以共同地实现上升的其余部分,使用顶出头(优选顶出元件)。
33、顶出头例如借助螺纹固定在顶出杆处,顶出杆在卷封轴内沿着轴向方向进行线性运动(卷封头固定在卷封轴处)。优选地,在向下运动中,由凸轮控制地首先使罐盖件在盖件供应部中被夹持(通过第二弹性元件的第二力)。一旦罐体移入到罐盖件中,顶出头改变升降的方向并且均匀地借助升降元件向上移动(其中,通过第一弹性元件的第一力使罐盖件对中地固定在罐体上)。顶出元件的支撑功能随着罐体和罐盖件到卷封头中的移入结束。从这一时刻起,罐就被夹紧在升降元件与卷封头之间。然后执行实际的卷封过程。
- 还没有人留言评论。精彩留言会获得点赞!