一种鼻腔止血塞制造设备的制作方法
1.本发明涉及一种医疗辅助设备,更具体的说是一种鼻腔止血塞制造设备。
背景技术:
2.鼻腔止血塞是耳鼻喉科常用耗材,为在实际应用时方便取出,鼻腔止血塞生产过程中在一端穿有棉线。现有生产设备结构复杂,本设计通过设计异形夹块、限位腔、倒勾的结构完成穿线动作,设备结构简单,方便快捷。
技术实现要素:
3.本发明主要解决的技术问题是提供一种鼻腔止血塞制造设备,设备能够调节激光器切割位置,设备能够输送及回收废料,设备能够对切割后产品进行脱模,设备能够对产品进行穿线及切线。
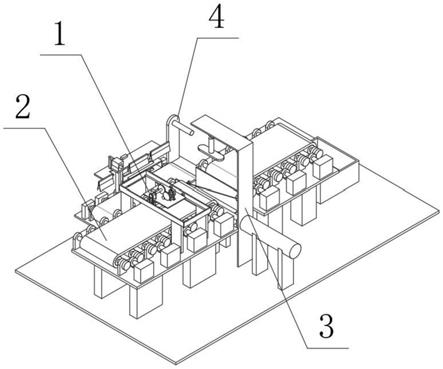
4.为解决上述技术问题,本发明涉及一种医疗辅助设备,更具体的说是一种鼻腔止血塞制造设备,包括激光器调节机构、运输及回收机构、脱模机构、穿线切线机构,设备能够调节激光器切割位置,设备能够输送及回收废料,设备能够对切割后产品进行脱模,设备能够对产品进行穿线及切线。
5.所述的激光器调节机构与运输及回收机构相连,运输及回收机构与穿线切线机构相连,脱模机构与穿线切线机构相连。
6.作为本技术方案的进一步优化,本发明一种鼻腔止血塞制造设备所述的激光器调节机构包括多个支撑杆一、小车平移框架、小车平台、带轴电机一、齿轮一、齿轮二、传动轴一、支撑座一、皮带轮一、皮带一、皮带轮二、丝杠、二氧化碳激光器、限位框、多个限位框支撑杆、带轴电机二、齿轮三、齿轮四、支撑座二、传动轴二、皮带轮三、皮带二、皮带轮四、主动轮轴、多个轮轴支撑座、两个主动轮、两个被动轮、被动轮轴,多个支撑杆一与小车平移框架相连,小车平移框架与两个主动轮、两个被动轮摩擦连接,小车平台与带轴电机一相连,小车平台与支撑座一相连,小车平台与多个限位框支撑杆相连,小车平台与带轴电机二相连,小车平台与支撑座二相连,小车平台与多个轮轴支撑座相连,带轴电机一与齿轮一转动连接,齿轮一与齿轮二相啮合,齿轮二与传动轴一相连,传动轴一与支撑座一转动连接,传动轴一与皮带轮一相连,皮带轮一与皮带一摩擦连接,皮带一与皮带轮二摩擦连接,皮带轮二与丝杠相连,丝杠与二氧化碳激光器螺纹连接,丝杠与限位框转动连接,二氧化碳激光器与限位框滑动连接,限位框与多个限位框支撑杆相连,带轴电机二与齿轮三转动连接,齿轮三与齿轮四相啮合,齿轮四与支撑座二转动连接,齿轮四与传动轴二相连,传动轴二与皮带轮三相连,皮带轮三与皮带二摩擦连接,皮带二与皮带轮四摩擦连接,皮带轮四与主动轮轴相连,多个轮轴支撑座与主动轮轴、被动轮轴转动连接,主动轮轴与两个主动轮转动连接,被动轮轴与两个被动轮转动连接。
7.作为本技术方案的进一步优化,本发明一种鼻腔止血塞制造设备所述的运输及回收机构包括多个平台一支撑杆、平台一、多个带轴电机三、多个齿轮五、多个齿轮六、多个平
台二支撑杆、平台二、多个带轴电机三、多个齿轮七、多个齿轮八、收集槽、多个支撑座三、多个传动轴三、多个转辊一、多个支撑座四、传送带一、多个支撑座五、多个传动轴四、多个转辊二、多个支撑座六、传动带二,多个平台一支撑杆与平台一相连,平台一与多个带轴电机三相连,平台一与多个支撑座三相连,平台一与多个支撑座四相连,多个带轴电机三与多个齿轮五转动连接,多个齿轮五与多个齿轮六相啮合,多个齿轮六与多个传动轴三相连,多个平台二支撑杆与平台二相连,平台二与多个带轴电机三相连,平台二与多个支撑座五相连,平台二与多个支撑座六相连,多个带轴电机三与多个齿轮七转动连接,多个齿轮七与多个齿轮八相啮合,多个齿轮八与多个传动轴四相连,多个传动轴三与多个转辊一相连,多个传动轴三与多个支撑座三转动连接,多个传动轴三与多个支撑座四转动连接,多个转辊一与传送带一摩擦连接,多个传动轴四与多个转辊二相连,多个传动轴四与多个支撑座五转动连接,多个传动轴四与多个支撑座六转动连接,多个转辊二与传动带二摩擦连接,多个支撑杆一与平台一相连。
8.作为本技术方案的进一步优化,本发明一种鼻腔止血塞制造设备所述的脱模机构包括凹槽、多个凹槽支撑杆、两个液压缸一支撑杆、液压缸一、脱模锤支撑杆、活塞杆一、推头、多个滚轮支撑座、多个滚轮、绳索、脱模锤,凹槽与多个凹槽支撑杆相连,两个液压缸一支撑杆与液压缸一相连,液压缸一与脱模锤支撑杆相连,液压缸一与活塞杆一滑动连接,脱模锤支撑杆与多个滚轮支撑座相连,活塞杆一与推头相连,推头与绳索相连,多个滚轮支撑座、多个滚轮转动连接,多个滚轮与绳索摩擦连接,绳索与脱模锤相连。
9.作为本技术方案的进一步优化,本发明一种鼻腔止血塞制造设备所述的穿线切线机构包括多个切线平台支撑杆、切线平台、基础平台、多个电机、多个支撑座七、多个带轴转辊、多个支撑座八、传送带三、棉线限位槽一、棉线限位槽二、棉线限位槽三、棉线限位槽连接平台、棉线原料支撑杆、液压缸二、活塞杆二、棉线勾、棉线切刀、切刀支撑杆、连接平台支撑杆、夹块固定端支撑杆、异形夹块固定端、多个限位腔支撑杆、限位腔、液压缸三、活塞杆三、异形块移动端,多个切线平台支撑杆与切线平台相连,多个切线平台支撑杆与基础平台相连,切线平台与多个电机相连,切线平台与多个支撑座七相连,切线平台与多个支撑座八相连,切线平台与棉线原料支撑杆相连,切线平台与连接平台支撑杆相连,切线平台与多个限位腔支撑杆相连,基础平台与液压缸二相连,基础平台与液压缸三相连,多个电机与多个带轴转辊转动连接,多个带轴转辊与多个支撑座七转动连接,多个带轴转辊与多个支撑座八转动连接,多个带轴转辊与传送带三摩擦连接,棉线限位槽一与棉线限位槽连接平台相连,棉线限位槽二与棉线限位槽连接平台相连,棉线限位槽三与棉线限位槽连接平台相连,棉线限位槽连接平台与连接平台支撑杆相连,棉线限位槽连接平台与夹块固定端支撑杆相连,液压缸二与活塞杆二滑动连接,活塞杆二与棉线勾相连,棉线勾与棉线切刀相接触,棉线切刀与切刀支撑杆相连,切刀支撑杆与限位腔相连,夹块固定端支撑杆与异形夹块固定端相连,异形夹块固定端与异形块移动端相接触,液压缸三与活塞杆三滑动连接,活塞杆三与异形块移动端相连,多个平台一支撑杆与基础平台相连,多个平台二支撑杆与基础平台相连,收集槽与基础平台相连,多个凹槽支撑杆与基础平台相连,两个液压缸一支撑杆与基础平台相连,脱模锤支撑杆与基础平台相连。
10.本发明一种鼻腔止血塞制造设备的有益效果为:
11.本发明一种鼻腔止血塞制造设备,设备能够调节激光器切割位置,设备能够输送
及回收废料,设备能够对切割后产品进行脱模,设备能够对产品进行穿线及切线。
附图说明
12.下面结合附图和具体实施方法对本发明做进一步详细的说明。
13.图1为本发明一种鼻腔止血塞制造设备的结构示意图一。
14.图2为本发明一种鼻腔止血塞制造设备的结构示意图二。
15.图3为本发明一种鼻腔止血塞制造设备的结构示意图三。
16.图4为本发明一种鼻腔止血塞制造设备的激光器调节机构1的结构示意图一。
17.图5为本发明一种鼻腔止血塞制造设备的激光器调节机构1的结构示意图二。
18.图6为本发明一种鼻腔止血塞制造设备的激光器调节机构1的结构示意图三。
19.图7为本发明一种鼻腔止血塞制造设备的激光器调节机构1的结构示意图四。
20.图8为本发明一种鼻腔止血塞制造设备的激光器调节机构1的结构示意图五。
21.图9为本发明一种鼻腔止血塞制造设备的运输及回收机构2的结构示意图一。
22.图10为本发明一种鼻腔止血塞制造设备的运输及回收机构2的结构示意图二。
23.图11为本发明一种鼻腔止血塞制造设备的运输及回收机构2的结构示意图三。
24.图12为本发明一种鼻腔止血塞制造设备的脱模机构3的结构示意图一。
25.图13为本发明一种鼻腔止血塞制造设备的脱模机构3的结构示意图二。
26.图14为本发明一种鼻腔止血塞制造设备的脱模机构3的结构示意图三。
27.图15为本发明一种鼻腔止血塞制造设备的穿线切线机构4的结构示意图一。
28.图16为本发明一种鼻腔止血塞制造设备的穿线切线机构4的结构示意图二。
29.图17为本发明一种鼻腔止血塞制造设备的穿线切线机构4的结构示意图三。
30.图18为本发明一种鼻腔止血塞制造设备的穿线切线机构4的结构示意图四。
31.图中:激光器调节机构1;支撑杆一1
‑
1;小车平移框架1
‑
2;小车平台1
‑
3;带轴电机一1
‑
4;齿轮一1
‑
5;齿轮二1
‑
6;传动轴一1
‑
7;支撑座一1
‑
8;皮带轮一1
‑
9;皮带一1
‑
10;皮带轮二1
‑
11;丝杠1
‑
12;二氧化碳激光器1
‑
13;限位框1
‑
14;限位框支撑杆1
‑
15;带轴电机二1
‑
16;齿轮三1
‑
17;齿轮四1
‑
18;支撑座二1
‑
19;传动轴二1
‑
20;皮带轮三1
‑
21;皮带二1
‑
22;皮带轮四1
‑
23;主动轮轴1
‑
24;轮轴支撑座1
‑
25;主动轮1
‑
26;被动轮1
‑
27;被动轮轴1
‑
28;运输及回收机构2;平台一支撑杆2
‑
1;平台一2
‑
2;带轴电机三2
‑
3;齿轮五2
‑
4;齿轮六2
‑
5;平台二支撑杆2
‑
6;平台二2
‑
7;带轴电机三2
‑
8;齿轮七2
‑
9;齿轮八2
‑
10;收集槽2
‑
11;支撑座三2
‑
12;传动轴三2
‑
13;转辊一2
‑
14;支撑座四2
‑
15;传送带一2
‑
16;支撑座五2
‑
17;传动轴四2
‑
18;转辊二2
‑
19;支撑座六2
‑
20;传动带二2
‑
21;脱模机构3;凹槽3
‑
1;凹槽支撑杆3
‑
2;液压缸一支撑杆3
‑
3;液压缸一3
‑
4;脱模锤支撑杆3
‑
5;活塞杆一3
‑
6;推头3
‑
7;滚轮支撑座3
‑
8;滚轮3
‑
9;绳索3
‑
10;脱模锤3
‑
11;穿线切线机构4;切线平台支撑杆4
‑
1;切线平台4
‑
2;基础平台4
‑
3;电机4
‑
4;支撑座七4
‑
5;带轴转辊4
‑
6;支撑座八4
‑
7;传送带三4
‑
8;棉线限位槽一4
‑
9;棉线限位槽二4
‑
10;棉线限位槽三4
‑
11;棉线限位槽连接平台4
‑
12;棉线原料支撑杆4
‑
13;液压缸二4
‑
14;活塞杆二4
‑
15;棉线勾4
‑
16;棉线切刀4
‑
17;切刀支撑杆4
‑
18;连接平台支撑杆4
‑
19;夹块固定端支撑杆4
‑
20;异形夹块固定端4
‑
21;限位腔支撑杆4
‑
22;限位腔4
‑
23;液压缸三4
‑
24;活塞杆三4
‑
25;异形块移动端4
‑
26。
具体实施方式
32.具体实施方式一:
33.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18说明本实施方式,本发明涉及一种医疗辅助设备,更具体的说是一种鼻腔止血塞制造设备,包括激光器调节机构1、运输及回收机构2、脱模机构3、穿线切线机构4,设备能够调节激光器切割位置,设备能够输送及回收废料,设备能够对切割后产品进行脱模,设备能够对产品进行穿线及切线。
34.所述的激光器调节机构1与运输及回收机构2相连,运输及回收机构2与穿线切线机构4相连,脱模机构3与穿线切线机构4相连。
35.具体实施方式二:
36.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18说明本实施方式,本实施方式对实施方式一作进一步说明,所述的激光器调节机构1包括多个支撑杆一1
‑
1、小车平移框架1
‑
2、小车平台1
‑
3、带轴电机一1
‑
4、齿轮一1
‑
5、齿轮二1
‑
6、传动轴一1
‑
7、支撑座一1
‑
8、皮带轮一1
‑
9、皮带一1
‑
10、皮带轮二1
‑
11、丝杠1
‑
12、二氧化碳激光器1
‑
13、限位框1
‑
14、多个限位框支撑杆1
‑
15、带轴电机二1
‑
16、齿轮三1
‑
17、齿轮四1
‑
18、支撑座二1
‑
19、传动轴二1
‑
20、皮带轮三1
‑
21、皮带二1
‑
22、皮带轮四1
‑
23、主动轮轴1
‑
24、多个轮轴支撑座1
‑
25、两个主动轮1
‑
26、两个被动轮1
‑
27、被动轮轴1
‑
28,多个支撑杆一1
‑
1与小车平移框架1
‑
2相连,小车平移框架1
‑
2与两个主动轮1
‑
26、两个被动轮1
‑
27摩擦连接,小车平台1
‑
3与带轴电机一1
‑
4相连,小车平台1
‑
3与支撑座一1
‑
8相连,小车平台1
‑
3与多个限位框支撑杆1
‑
15相连,小车平台1
‑
3与带轴电机二1
‑
16相连,小车平台1
‑
3与支撑座二1
‑
19相连,小车平台1
‑
3与多个轮轴支撑座1
‑
25相连,带轴电机一1
‑
4与齿轮一1
‑
5转动连接,齿轮一1
‑
5与齿轮二1
‑
6相啮合,齿轮二1
‑
6与传动轴一1
‑
7相连,传动轴一1
‑
7与支撑座一1
‑
8转动连接,传动轴一1
‑
7与皮带轮一1
‑
9相连,皮带轮一1
‑
9与皮带一1
‑
10摩擦连接,皮带一1
‑
10与皮带轮二1
‑
11摩擦连接,皮带轮二1
‑
11与丝杠1
‑
12相连,丝杠1
‑
12与二氧化碳激光器1
‑
13螺纹连接,丝杠1
‑
12与限位框1
‑
14转动连接,二氧化碳激光器1
‑
13与限位框1
‑
14滑动连接,限位框1
‑
14与多个限位框支撑杆1
‑
15相连,带轴电机二1
‑
16与齿轮三1
‑
17转动连接,齿轮三1
‑
17与齿轮四1
‑
18相啮合,齿轮四1
‑
18与支撑座二1
‑
19转动连接,齿轮四1
‑
18与传动轴二1
‑
20相连,传动轴二1
‑
20与皮带轮三1
‑
21相连,皮带轮三1
‑
21与皮带二1
‑
22摩擦连接,皮带二1
‑
22与皮带轮四1
‑
23摩擦连接,皮带轮四1
‑
23与主动轮轴1
‑
24相连,多个轮轴支撑座1
‑
25与主动轮轴1
‑
24、被动轮轴1
‑
28转动连接,主动轮轴1
‑
24与两个主动轮1
‑
26转动连接,被动轮轴1
‑
28与两个被动轮1
‑
27转动连接,工作时带轴电机一1
‑
4带动齿轮一1
‑
5转动,齿轮一1
‑
5带动齿轮二1
‑
6转动,齿轮二1
‑
6带动传动轴一1
‑
7转动,传动轴一1
‑
7带动皮带轮一1
‑
9转动,皮带轮一1
‑
9带动皮带一1
‑
10运动,皮带一1
‑
10带动皮带轮二1
‑
11转动,皮带轮二1
‑
11带动丝杠1
‑
12转动,丝杠1
‑
12带动二氧化碳激光器1
‑
13在限位框1
‑
14内滑动进行横向调节,带轴电机二1
‑
16带动齿轮三1
‑
17转动,齿轮三1
‑
17带动齿轮四1
‑
18转动,齿轮四1
‑
18带动传动轴二1
‑
20转动,传动轴二1
‑
20带动皮带轮三1
‑
21转动,皮带轮三1
‑
21带动皮带二1
‑
22运动,皮带二1
‑
22带动皮带轮四1
‑
23转动,皮带轮四1
‑
23带动主动轮轴1
‑
24转动,主动轮轴1
‑
24带动两个主动轮1
‑
26转动进而带动小车平台1
‑
3移动完成对二氧化碳激光器1
‑
13的纵向调节。
37.具体实施方式三:
38.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18说明本实施方式,本实施方式对实施方式一作进一步说明,所述的运输及回收机构2包括多个平台一支撑杆2
‑
1、平台一2
‑
2、多个带轴电机三2
‑
3、多个齿轮五2
‑
4、多个齿轮六2
‑
5、多个平台二支撑杆2
‑
6、平台二2
‑
7、多个带轴电机三2
‑
8、多个齿轮七2
‑
9、多个齿轮八2
‑
10、收集槽2
‑
11、多个支撑座三2
‑
12、多个传动轴三2
‑
13、多个转辊一2
‑
14、多个支撑座四2
‑
15、传送带一2
‑
16、多个支撑座五2
‑
17、多个传动轴四2
‑
18、多个转辊二2
‑
19、多个支撑座六2
‑
20、传动带二2
‑
21,多个平台一支撑杆2
‑
1与平台一2
‑
2相连,平台一2
‑
2与多个带轴电机三2
‑
3相连,平台一2
‑
2与多个支撑座三2
‑
12相连,平台一2
‑
2与多个支撑座四2
‑
15相连,多个带轴电机三2
‑
3与多个齿轮五2
‑
4转动连接,多个齿轮五2
‑
4与多个齿轮六2
‑
5相啮合,多个齿轮六2
‑
5与多个传动轴三2
‑
13相连,多个平台二支撑杆2
‑
6与平台二2
‑
7相连,平台二2
‑
7与多个带轴电机三2
‑
8相连,平台二2
‑
7与多个支撑座五2
‑
17相连,平台二2
‑
7与多个支撑座六2
‑
20相连,多个带轴电机三2
‑
8与多个齿轮七2
‑
9转动连接,多个齿轮七2
‑
9与多个齿轮八2
‑
10相啮合,多个齿轮八2
‑
10与多个传动轴四2
‑
18相连,多个传动轴三2
‑
13与多个转辊一2
‑
14相连,多个传动轴三2
‑
13与多个支撑座三2
‑
12转动连接,多个传动轴三2
‑
13与多个支撑座四2
‑
15转动连接,多个转辊一2
‑
14与传送带一2
‑
16摩擦连接,多个传动轴四2
‑
18与多个转辊二2
‑
19相连,多个传动轴四2
‑
18与多个支撑座五2
‑
17转动连接,多个传动轴四2
‑
18与多个支撑座六2
‑
20转动连接,多个转辊二2
‑
19与传动带二2
‑
21摩擦连接,多个支撑杆一1
‑
1与平台一2
‑
2相连,多个带轴电机三2
‑
3带动多个齿轮五2
‑
4转动,多个齿轮五2
‑
4带动多个齿轮六2
‑
5转动,多个齿轮六2
‑
5带动多个传动轴三2
‑
13转动,多个传动轴三2
‑
13带动多个转辊一2
‑
14转动,多个转辊一2
‑
14带动传送带一2
‑
16运动运输原料海绵进行切割,多个带轴电机三2
‑
8带动多个齿轮七2
‑
9转动,多个齿轮七2
‑
9带动多个齿轮八2
‑
10转动,多个齿轮八2
‑
10带动多个传动轴四2
‑
18转动,多个传动轴四2
‑
18带动多个转辊二2
‑
19转动,多个转辊二2
‑
19带动传动带二2
‑
21运动将脱模后的废料收集到收集槽2
‑
11内。
39.具体实施方式四:
40.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18说明本实施方式,本实施方式对实施方式一作进一步说明,所述的脱模机构3包括凹槽3
‑
1、多个凹槽支撑杆3
‑
2、两个液压缸一支撑杆3
‑
3、液压缸一3
‑
4、脱模锤支撑杆3
‑
5、活塞杆一3
‑
6、推头3
‑
7、多个滚轮支撑座3
‑
8、多个滚轮3
‑
9、绳索3
‑
10、脱模锤3
‑
11,凹槽3
‑
1与多个凹槽支撑杆3
‑
2相连,两个液压缸一支撑杆3
‑
3与液压缸一3
‑
4相连,液压缸一3
‑
4与脱模锤支撑杆3
‑
5相连,液压缸一3
‑
4与活塞杆一3
‑
6滑动连接,脱模锤支撑杆3
‑
5与多个滚轮支撑座3
‑
8相连,活塞杆一3
‑
6与推头3
‑
7相连,推头3
‑
7与绳索3
‑
10相连,多个滚轮支撑座3
‑
8、多个滚轮3
‑
9转动连接,多个滚轮3
‑
9与绳索3
‑
10摩擦连接,绳索3
‑
10与脱模锤3
‑
11相连,工作时切割后材料运输至传送带一2
‑
16与传动带二2
‑
21之间,凹槽3
‑
1上方此时,液压缸一3
‑
4泄压带动活塞杆一3
‑
6退回,同时脱模锤3
‑
11因重力作用下降带动绳索3
‑
10绕多个滚轮3
‑
9运动,将切割好的材料推至凹槽3
‑
1内,此时液压缸一3
‑
4加压带动活塞杆一3
‑
6伸出推动产品至传送带三4
‑
8上,顶端至限位腔4
‑
23内,同时带动绳索3
‑
10绕多个滚轮3
‑
9运动带动脱模锤3
‑
11复位,使设备具备脱模功能。
41.具体实施方式五:
42.下面结合图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11、图12、图13、图14、图15、图16、图17、图18说明本实施方式,本实施方式对实施方式一作进一步说明,所述的穿线切线机构4包括多个切线平台支撑杆4
‑
1、切线平台4
‑
2、基础平台4
‑
3、多个电机4
‑
4、多个支撑座七4
‑
5、多个带轴转辊4
‑
6、多个支撑座八4
‑
7、传送带三4
‑
8、棉线限位槽一4
‑
9、棉线限位槽二4
‑
10、棉线限位槽三4
‑
11、棉线限位槽连接平台4
‑
12、棉线原料支撑杆4
‑
13、液压缸二4
‑
14、活塞杆二4
‑
15、棉线勾4
‑
16、棉线切刀4
‑
17、切刀支撑杆4
‑
18、连接平台支撑杆4
‑
19、夹块固定端支撑杆4
‑
20、异形夹块固定端4
‑
21、多个限位腔支撑杆4
‑
22、限位腔4
‑
23、液压缸三4
‑
24、活塞杆三4
‑
25、异形块移动端4
‑
26,多个切线平台支撑杆4
‑
1与切线平台4
‑
2相连,多个切线平台支撑杆4
‑
1与基础平台4
‑
3相连,切线平台4
‑
2与多个电机4
‑
4相连,切线平台4
‑
2与多个支撑座七4
‑
5相连,切线平台4
‑
2与多个支撑座八4
‑
7相连,切线平台4
‑
2与棉线原料支撑杆4
‑
13相连,切线平台4
‑
2与连接平台支撑杆4
‑
19相连,切线平台4
‑
2与多个限位腔支撑杆4
‑
22相连,基础平台4
‑
3与液压缸二4
‑
14相连,基础平台4
‑
3与液压缸三4
‑
24相连,多个电机4
‑
4与多个带轴转辊4
‑
6转动连接,多个带轴转辊4
‑
6与多个支撑座七4
‑
5转动连接,多个带轴转辊4
‑
6与多个支撑座八4
‑
7转动连接,多个带轴转辊4
‑
6与传送带三4
‑
8摩擦连接,棉线限位槽一4
‑
9与棉线限位槽连接平台4
‑
12相连,棉线限位槽二4
‑
10与棉线限位槽连接平台4
‑
12相连,棉线限位槽三4
‑
11与棉线限位槽连接平台4
‑
12相连,棉线限位槽连接平台4
‑
12与连接平台支撑杆4
‑
19相连,棉线限位槽连接平台4
‑
12与夹块固定端支撑杆4
‑
20相连,液压缸二4
‑
14与活塞杆二4
‑
15滑动连接,活塞杆二4
‑
15与棉线勾4
‑
16相连,棉线勾4
‑
16与棉线切刀4
‑
17相接触,棉线切刀4
‑
17与切刀支撑杆4
‑
18相连,切刀支撑杆4
‑
18与限位腔4
‑
23相连,夹块固定端支撑杆4
‑
20与异形夹块固定端4
‑
21相连,异形夹块固定端4
‑
21与异形块移动端4
‑
26相接触,液压缸三4
‑
24与活塞杆三4
‑
25滑动连接,活塞杆三4
‑
25与异形块移动端4
‑
26相连,多个平台一支撑杆2
‑
1与基础平台4
‑
3相连,多个平台二支撑杆2
‑
6与基础平台4
‑
3相连,收集槽2
‑
11与基础平台4
‑
3相连,多个凹槽支撑杆3
‑
2与基础平台4
‑
3相连,两个液压缸一支撑杆3
‑
3与基础平台4
‑
3相连,脱模锤支撑杆3
‑
5与基础平台4
‑
3相连,初始原材料棉线棒位于棉线原料支撑杆4
‑
13上可自由转动,线头经棉线限位槽三4
‑
11、棉线限位槽二4
‑
10固定于异形夹块固定端4
‑
21与异形块移动端4
‑
26之间,当产品进入限位腔4
‑
23内时,液压缸二4
‑
14加压带动活塞杆二4
‑
15伸出,活塞杆二4
‑
15带动棉线勾4
‑
16穿过产品与棉线至上限位,然后液压缸二4
‑
1泄压带动活塞杆二4
‑
15退回,活塞杆二4
‑
15带动棉线勾4
‑
16勾取棉线穿过产品至下限位,棉线勾4
‑
16与棉线切刀4
‑
17接触切断棉线,此时液压缸三4
‑
24泄压带动活塞杆三4
‑
25退回,活塞杆三4
‑
25带动异形块移动端4
‑
26下降同时释放线头,当活塞杆三4
‑
25退回至下限位时多个电机4
‑
4带动多个带轴转辊4
‑
6转动,多个带轴转辊4
‑
6带动传送带三4
‑
8运动将穿好线产品运输至棉线限位槽一4
‑
9下方同时,此时多个电机4
‑
4停转液压缸三4
‑
24加压带动活塞杆三4
‑
25伸出,活塞杆三4
‑
25带动异形块移动端4
‑
26上升同时一端切断棉线完成生产另一端重新完成线头固定,使设备具备穿线及切线功能。
43.本设备的工作原理是:设备能够调节激光器切割位置,工作时带轴电机一1
‑
4带动齿轮一1
‑
5转动,齿轮一1
‑
5带动齿轮二1
‑
6转动,齿轮二1
‑
6带动传动轴一1
‑
7转动,传动轴一1
‑
7带动皮带轮一1
‑
9转动,皮带轮一1
‑
9带动皮带一1
‑
10运动,皮带一1
‑
10带动皮带轮二1
‑
11转动,皮带轮二1
‑
11带动丝杠1
‑
12转动,丝杠1
‑
12带动二氧化碳激光器1
‑
13在限位框
1
‑
14内滑动进行横向调节,带轴电机二1
‑
16带动齿轮三1
‑
17转动,齿轮三1
‑
17带动齿轮四1
‑
18转动,齿轮四1
‑
18带动传动轴二1
‑
20转动,传动轴二1
‑
20带动皮带轮三1
‑
21转动,皮带轮三1
‑
21带动皮带二1
‑
22运动,皮带二1
‑
22带动皮带轮四1
‑
23转动,皮带轮四1
‑
23带动主动轮轴1
‑
24转动,主动轮轴1
‑
24带动两个主动轮1
‑
26转动进而带动小车平台1
‑
3移动完成对二氧化碳激光器1
‑
13的纵向调节;设备能够输送及回收废料,多个带轴电机三2
‑
3带动多个齿轮五2
‑
4转动,多个齿轮五2
‑
4带动多个齿轮六2
‑
5转动,多个齿轮六2
‑
5带动多个传动轴三2
‑
13转动,多个传动轴三2
‑
13带动多个转辊一2
‑
14转动,多个转辊一2
‑
14带动传送带一2
‑
16运动运输原料海绵进行切割,多个带轴电机三2
‑
8带动多个齿轮七2
‑
9转动,多个齿轮七2
‑
9带动多个齿轮八2
‑
10转动,多个齿轮八2
‑
10带动多个传动轴四2
‑
18转动,多个传动轴四2
‑
18带动多个转辊二2
‑
19转动,多个转辊二2
‑
19带动传动带二2
‑
21运动将脱模后的废料收集到收集槽2
‑
11内;设备能够对切割后产品进行脱模,工作时切割后材料运输至传送带一2
‑
16与传动带二2
‑
21之间,凹槽3
‑
1上方此时,液压缸一3
‑
4泄压带动活塞杆一3
‑
6退回,同时脱模锤3
‑
11因重力作用下降带动绳索3
‑
10绕多个滚轮3
‑
9运动,将切割好的材料推至凹槽3
‑
1内,此时液压缸一3
‑
4加压带动活塞杆一3
‑
6伸出推动产品至传送带三4
‑
8上,顶端至限位腔4
‑
23内,同时带动绳索3
‑
10绕多个滚轮3
‑
9运动带动脱模锤3
‑
11复位,使设备具备脱模功能;设备能够对产品进行穿线及切线,初始原材料棉线棒位于棉线原料支撑杆4
‑
13上可自由转动,线头经棉线限位槽三4
‑
11、棉线限位槽二4
‑
10固定于异形夹块固定端4
‑
21与异形块移动端4
‑
26之间,当产品进入限位腔4
‑
23内时,液压缸二4
‑
14加压带动活塞杆二4
‑
15伸出,活塞杆二4
‑
15带动棉线勾4
‑
16穿过产品与棉线至上限位,然后液压缸二4
‑
1泄压带动活塞杆二4
‑
15退回,活塞杆二4
‑
15带动棉线勾4
‑
16勾取棉线穿过产品至下限位,棉线勾4
‑
16与棉线切刀4
‑
17接触切断棉线,此时液压缸三4
‑
24泄压带动活塞杆三4
‑
25退回,活塞杆三4
‑
25带动异形块移动端4
‑
26下降同时释放线头,当活塞杆三4
‑
25退回至下限位时多个电机4
‑
4带动多个带轴转辊4
‑
6转动,多个带轴转辊4
‑
6带动传送带三4
‑
8运动将穿好线产品运输至棉线限位槽一4
‑
9下方同时,此时多个电机4
‑
4停转液压缸三4
‑
24加压带动活塞杆三4
‑
25伸出,活塞杆三4
‑
25带动异形块移动端4
‑
26上升同时一端切断棉线完成生产另一端重新完成线头固定,使设备具备穿线及切线功能。
44.本发明的控制方式是通过控制器来自动控制,控制器的控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,并且本发明主要用来保护机械装置,所以本发明不再详细解释控制方式和电路连接。
45.当然,上述说明并非对本发明的限制,本发明也不仅限于上述举例,本技术领域的普通技术人员在本发明的实质范围内所做出的变化、改型、添加或替换,也属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1