一种低烟尘50公斤级耐候性药芯焊丝的制作方法
1.本发明属于焊材技术领域,尤其是涉及一种低烟尘50公斤级耐候性药芯焊丝。
背景技术:
2.免涂装耐候钢桥具有环保、维护成本低、全寿命周期长的综合优势。很多发达国家耐候钢桥梁发展较早,占比较高;我国耐候钢桥的工程实际应用虽然起步较晚,但近几年应用日渐增多,明细呈快速发展趋势。在众多的耐候钢项目中,对焊材合金成分、焊材耐候性等的要求又不尽相同,与其它焊材相比,药芯焊丝具有较高的调整灵活性以及较好的焊接工艺性,因而应用较多。
3.但普通钛型药芯焊丝的发尘量约为7~13g/kg,相对较高,对周边环境产生了不利影响,尤其在排尘条件不好的环境中焊接,更会损害操作人员健康;在调整发尘量的同时,势必需要调整各组分的成分以及含量,而如何保证熔敷金属的耐候性性能,也是需要技术人员考虑的重要问题之一,所以研发一种低烟尘钛型耐候性药芯焊丝,显得很有必要。
技术实现要素:
4.有鉴于此,本发明旨在提出一种低烟尘50公斤级耐候性药芯焊丝,以克服现有技术的不足,既能降低发尘量,同时又能保证耐候性性能。
5.本发明药芯焊丝主要特点是:低烟尘、耐候性与冲击韧性较为均衡,在熔金中采用了cr低、ni高的成分组合,同时具有较高的mn、si比。
6.本发明通过降低氟化物与穏弧剂使用量并且优化含量较大的金属粉颗粒度等方面来实现低烟尘,同时通过提高金红石使用量、使用电弧稳定性较好的氟化物—氟化钠来辅助提升焊丝的穏弧效果。本发明中通过cr低ni高、mn偏高si偏低的成分组合,同时通过加大镁粉使用量、提高熔渣碱度来改善冲击性能,使熔敷金属在具有较高耐候性的同时还具有较好的-40℃冲击韧性。但普通镁粉焊接时产生热量较高,影响焊接成型,经大量试验后采用了焊接热量偏低的雾化镁粉。
7.为达到上述目的,本发明的技术方案是这样实现的:
8.一种低烟尘50公斤级耐候性药芯焊丝,包括药芯以及表皮,其药芯包括如下重量份数的组分,金红石455-550份、氟化物13-16份﹑钾钠稳弧剂22-27份、铁粉100-230份、硅锰合金130-150份、金属锰38-47份、镁粉54-60份、镍粉50-60份、金属铬12-15份、铜粉17-22份、钛铁13-16份、硼铁1-3份;且硅锰合金中碳的质量分数为0.80-1.10%、锰的质量分数为68-70%、硅的质量分数为18-20%、余量为铁粉及少量不可避免杂质元素,各组分的质量分数之和为100%。
9.优选的,金红石中tio2的质量分数为≥95%;镍粉中含有镍的质量分数为≥99.5%;金属铬中含有铬的质量分数为≥99%;铜粉中含有铜的质量分数为≥99.5%;所述氟化物为氟化钠,其中naf的质量分数为≥98%;铁粉中fe的质量分数为≥98%;金属锰中mn的质量分数为≥99.7%;镁粉中mg的质量分数为≥99%;铜粉中cu的质量分数为≥
99.5%;钛铁中ti的质量分数为25-35%,余量为铁粉及少量不可避免杂质元素;硼铁中b的质量分数为19-24%,余量为铁粉及少量不可避免杂质元素。
10.优选的,镁粉为雾化镁粉;铁粉为60-200目雾化铁粉;硅锰合金的颗粒度为80-250目。
11.优选的,焊丝表皮为spcc钢带;焊丝的直径规格为1.2mm。
12.优选的,所述药芯占焊丝总重量的比例为13%~16%。
13.优选的,药芯焊丝的熔覆金属药芯焊丝熔敷金属抗拉强度500~670mpa,屈服强度≥400mpa,延伸率≥22%,-40℃冲击韧性≥100j;发尘量≤6g/kg;耐腐蚀性指数i≥6.5。
14.gbt 4171-2008《耐候结构钢》中,耐腐蚀性指数i=26.01(%cu)
15.+3.88(%ni)+1.20(%cr)+1.49(%si)+17.28(%p)-7.29(%cu)(%ni)-9.10(%ni)(%p)-33.39(%cu)(%cu)。
16.本发明同时提供如上所述的低烟尘50公斤级耐候性药芯焊丝在耐候钢板焊接中的应用。
17.本发明原理:
18.金红石:本发明中采用的金红石中tio2含量≥95%,其在本发明中占比较高,主要起造渣剂及稳弧的作用,随着金红石含量的增加,增加焊渣的粘稠度,试验证明能有效抑制焊接烟尘的产生;但增加到一定程度后,熔渣的流动性变差,焊缝金属夹杂物增多,在影响焊接工艺性的同时也会影响焊缝金属的力学性能。
19.钾钠稳弧剂:在本发明中主要起稳弧作用,本发明中除由金红石外加较少份数(22-27份)的钾钠稳弧剂达到穏弧效果。经研究发现:过多的穏弧剂会产生偏多的焊接烟尘。
20.镍粉:镍是保证熔敷金属耐腐蚀性能的主要合金元素之一,也是改善低温冲击韧性的合金元素。镍在含量合适时可以降低焊缝金属的韧脆转变温度,同时镍对酸碱有较高的耐腐蚀能力。镍含量增加对焊肉耐候性增加效果明显,但是镍含量过高会增大熔敷金属的热裂纹倾向。
21.硅锰合金:脱氧剂,可降低焊缝金属的氧含量,同时向焊缝过度合金元素。此发明选用硅锰合金中碳的质量分数为0.80-1.10%、锰的质量分数为68-70%、硅的质量分数为18-20%、余量为铁粉及少量不可避免杂质元素,颗粒度为80-250目,使得熔敷金属具有偏高的mn、si比,从而使该发明具有较高的-40℃冲击韧性。该物质在本发明中用量较多,将颗粒度控制在合理范围,有利于降低焊接烟尘。
22.氟化物:本发明选用氟化物为氟化钠,其不仅具有脱氢的作用,与还具比其它氟化物更好的稳弧作用,但是含量高时,会产生较多的焊接烟尘。
23.镁粉:为强脱氧剂,可提高熔渣的碱度,从而提高焊肉的机械性能。适量加入还可以改善熔滴过渡;如果加入过多则会使熔滴变大,同时会使熔渣凝固速度变慢,从而影响焊接工艺性。本发明中采用焊接时产生热量偏低的雾化镁粉。
24.硼铁:适量的硼可以细化晶粒,增加晶界面积,提高焊缝金属的强度及韧性;适量硼还可以改善焊肉的延展性能。但加入过量的硼会增加焊肉的裂纹倾向。另外,以硼铁合金的形式加入硼,既增强了焊肉中硼含量的可控性,也保障了其在焊丝中分布的均匀性。
25.铁粉:主要起增加混合药粉流动性及熔敷效率作用,在本发明中用量较多。本发明
中采用铁粉为60-200目雾化铁粉,雾化铁粉具有较好的流动性,经试验发现铁粉颗粒过大会增加焊接飞溅发生量,过细则会增加焊接发尘量。
26.铜粉:铜能提高熔敷金属的耐大气腐蚀性能,缺点是在热加工时容易产生热脆;铜也是耐候性合金指数中的主要元素,对提高钢板的耐腐蚀性效果明显。
27.金属铬粉:添加cr可以显著提高焊缝金属的耐腐蚀性以及抗拉强度,但对冲击韧性有较为明显的不利影响,且在一定范围内含量越多影响越大。本发明在注重耐候性的同时注重-40℃冲击韧性,所以制定合理cr含量。
28.相对于现有技术,本发明所述的一种低烟尘50公斤级耐候性药芯焊丝,具有以下优势:
29.本发明药芯焊丝用于配套耐田园大气腐蚀钢用于耐田园大气腐蚀桥梁建设。在焊接过程中产生的烟尘较少,有利于操作人员身体健康及周边环境;桥梁可以免除涂装工序,具有环保优势;可以减少定期维护费用,综合成本低。同时保证了其熔敷金属具有较为均衡的冲击韧性与耐候性,药芯焊丝熔敷金属抗拉强度500~670mpa,屈服强度≥400mpa,延伸率≥22%,-40℃冲击韧性≥100j;发尘量≤6g/kg;耐腐蚀性指数i≥6.5。
具体实施方式
30.除有定义外,以下实施例中所用的技术术语具有与本发明所属领域技术人员普遍理解的相同含义。以下实施例中所用的试验试剂,如无特殊说明,均为常规生化试剂;所述实验方法,如无特殊说明,均为常规方法。
31.下面结合实施例来详细说明本发明。
32.以下实施例以及对比例中使用的以下物质均满足以下要求:
33.金红石中tio2的质量分数为≥95%;镍粉中含有镍的质量分数为≥99.5%;金属铬中含有铬的质量分数为≥99%;铜粉中含有铜的质量分数为≥99.5%;所述氟化物为氟化钠,其中naf的质量分数为≥98%;铁粉中fe的质量分数为≥98%、金属锰中mn的质量分数为≥99.7%、镁粉中mg的质量分数为≥99%、铜粉中cu的质量分数为≥99.5%、钛铁中ti的质量分数为25-35%(余量为铁粉及少量不可避免杂质元素)、硼铁中b的质量分数为19-24%(余量为铁粉及少量不可避免杂质元素);且硅锰合金中碳的质量分数为0.80-1.10%、锰的质量分数为68-70%、硅的质量分数为18-20%、余量为铁粉及少量不可避免杂质元素。
34.铁粉为60-200目雾化铁粉;硅锰合金的颗粒度为80-250目。
35.焊丝表皮为spcc钢带;焊丝的直径规格为1.2mm。
36.实施例1
37.一种低烟尘50公斤级耐候性药芯焊丝,包括药芯以及表皮,所述药芯占焊丝总质量的13.0%;其药芯包括如下重量份数的组分,金红石550份、氟化物16份﹑钾钠稳弧剂27份、铁粉101份、硅锰合金150份、金属锰47份、镁粉60份、镍粉60份、金属铬15份、铜粉22份、钛铁16份、硼铁3份。
38.实施例2
39.一种低烟尘50公斤级耐候性药芯焊丝,包括药芯以及表皮,所述药芯占焊丝总质量的13.8%;其药芯包括如下重量份数的组分,金红石520份、氟化物15份﹑钾钠稳弧剂25份、铁粉143份、硅锰合金143份、金属锰44份、镁粉58份、镍粉57份、金属铬14份、铜粉20份、
钛铁15份、硼铁2份。
40.实施例3
41.一种低烟尘50公斤级耐候性药芯焊丝,包括药芯以及表皮,所述药芯占焊丝总质量的14.8%;其药芯包括如下重量份数的组分,金红石485份、氟化物14份﹑钾钠稳弧剂23份、铁粉192份、硅锰合金136份、金属锰41份、镁粉56份、镍粉53份、金属铬13份、铜粉19份、钛铁14份、硼铁2份。
42.实施例4
43.一种低烟尘50公斤级耐候性药芯焊丝,包括药芯以及表皮,所述药芯占焊丝总质量的16.0%;其药芯包括如下重量份数的组分,金红石455份、氟化物13份﹑钾钠稳弧剂22份、铁粉230份、硅锰合金130份、金属锰38份、镁粉54份、镍粉50份、金属铬12份、铜粉17份、钛铁13份、硼铁1份。
44.1、熔敷金属试验
45.1.1熔敷金属化学成分(%)与耐大气腐蚀指数i:
46.项目csimnspnicrcui值实施例10.0460.301.300.0080.0130.740.230.346.88实施例20.0440.281.240.0090.0140.710.210.366.75实施例30.0450.291.260.0070.0120.750.240.346.88实施例40.0470.311.320.0100.0130.730.250.336.92
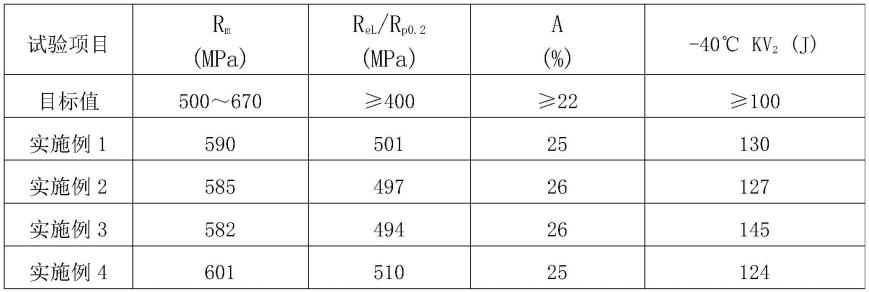
47.1.2熔敷金属力学性能(保护气体:co2)
[0048][0049]
1.3熔敷金属焊接试验条件:
[0050]
试板材质q370qenh试板尺寸20*150*300mm坡口角度单边10度根部间隙16mm环境温度18℃环境相对湿度32%保护气体100%co2气体流量20l/min干伸长度15~20mm焊接电流240~250a电弧电压28~29v焊接热输入14~15 kj/cm道间温度140~160℃焊接层数7焊接道数14
[0051]
2、发尘量检测:
[0052][0053]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1