化工用高强度耐蚀不锈钢焊材加工方法与流程
1.本发明涉及不锈钢焊材加工领域,尤其涉及化工用高强度耐蚀不锈钢焊材加工方法。
背景技术:
2.化工领域中的设备,所需的不锈钢焊材必须耐腐蚀和高强度,从而保证焊接的稳定性,目前加工焊材的方法基本上都大同小异,特别是在拉拔的过程中,采用多道拉拔,但是拉拔的过程中会存在输送晃动,影响进入拉拔模具的拉拔的效果,不能进行及时校准,而且多道拉拉拔采用的车间面积大,对场地要求高。
技术实现要素:
3.为解决上述问题,本发明公开了化工用高强度耐蚀不锈钢焊材加工方法,简单易操作,同时优化了拉拔设备,保证拉拔的平稳性,保证了拉拔过程的水平校准,提高操作效率。
4.化工用高强度耐蚀不锈钢焊材加工方法,包括以下步骤:步骤1:通过熔炼炉进行熔炼;步骤2:水平连铸连扎盘元;步骤3:退火处理;步骤4;水冷降温,步骤5:拉拔处理;步骤6:酸洗处理;步骤7:水洗;步骤8:二次酸洗;步骤9:光亮处理;步骤10:多轨道收集绕丝。
5.其中所述步骤5中的拉拔处理采用稳定拉拔设备进行拉拔,所述稳定拉拔设备包括包括拉拔操作台和位于拉拔操作台上方的支撑杆;其中所述拉拔操作台依次设置的输送模块、拉拔模具和夹紧输送传动机构;其中所述支撑杆上设有若干个气缸;其中每个所述气缸的气缸轴与活动框连接固定;所述活动框的两端转动设有调节臂;每个所述调节臂的底部转动连接纵向连接杆;其中两个所述纵向连接杆之间活动链接固定且底部均设有夹框;每个所述夹框上设有若干个夹料输送轮;其中所述扒拉模具的上方设有辅助台;其中所述辅助台上设有预拉拔框;其中预拉拔框内设有若干个预拉拔输送辊且一端设有预拉拔模具进口且另一端设有预拉拔模具出口;所述拉拔模具的一端设有拉拔进口且另一端设有拉拔出口。
6.本发明进一步改进在于:所述辅助台的两端均设有辅助送料轮。
7.本发明进一步改进在于:所述调节臂的一端通过伸缩杆与所述拉拔操作台连接固定;其中两个所述纵向连接杆之间连接有弹簧件保证夹紧的张紧力。
8.本发明进一步改进在于:所述步骤4:水冷降温的同时采用风冷降温,增加降温的效果。
9.本发明进一步改进在于:所述步骤10中的多轨道是将若干个收丝轮通过连接杆与滑动轨道连接,便于收集和调节位置,配合车间的场地面积。
10.本发明进一步改进在于:所述步骤3退火保温时间为30
‑
35分钟,保证焊材的内部结构稳定。
11.其中步骤5中的工作原理是:1、冷却处理后的耐腐蚀不锈钢焊材送入稳定拉拔设
备上,首先将焊材依次经过输送模块,然后经过与拉拔模具进口送入预拉拔框内,并通过预拉拔输送辊进行输送,然后从预拉拔模具出口出来,实现预拉拔处理,减少工序,然后再经过拉拔进口送入拉拔模具内进行拉拔后从拉拔出口出来,最后焊材的一端固定在夹紧输送传动机构上进行输送;2、上述过程处理后,焊材拉拔正式进行工作,通过夹紧输送传动机构进行输送,与此同时,气缸带动气缸轴向上运动,这样调节臂带动纵向连接杆进行夹紧。这样夹框跟着夹紧,将需要加工中的焊材进行夹紧输送,保证其拉拔的稳定性,由于设有弹簧件,保证张紧力;伸缩杆与拉拔操作台连接,配合调节臂的活动范围,保证夹框的稳定性,从而进一步提高焊材输送的校准力;3、由于预拉拔框和拉拔模具上下布置,节约空间,同时增加拉拔时的路径,提高拉拔精准率。
12.本发明的有益效果:保证化工用高强度耐蚀不锈钢焊材加工的成品率,同时优化了拉拔设备,保证拉拔的平稳性,保证了拉拔过程的水平校准,提高操作效率。
附图说明
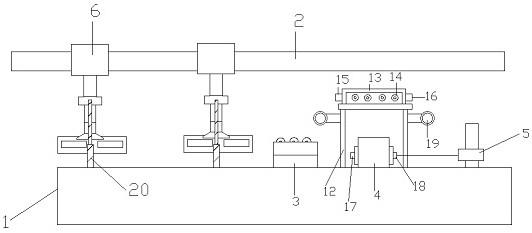
13.图1、本发明的稳定拉拔设备的结构示意图;图2、气缸与其连接的部件右视图;附图标记列表:其中1
‑
拉拔操作台;2
‑
支撑杆;3
‑
输送模块;4
‑
拉拔模具;5
‑
夹紧输送传动机构;6
‑
气缸;7
‑
活动框;8
‑
调节臂;9
‑
纵向连接杆;10
‑
夹框;11
‑
夹料输送轮;12
‑
辅助台;13
‑
预拉拔框;14
‑
预拉拔输送辊;15
‑
预拉拔模具进口;16
‑
预拉拔模具出口;17
‑
拉拔进口;18
‑
拉拔出口;19
‑
辅助送料轮;20
‑
伸缩杆;21
‑
弹簧件。
具体实施方式
14.下面结合附图和具体实施方式,进一步阐明本发明,应理解下述具体实施方式仅用于说明本发明而不用于限制本发明的范围。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
15.本实施例的化工用高强度耐蚀不锈钢焊材加工方法,包括以下步骤:步骤1:通过熔炼炉进行熔炼;其中原料重量百分比为:c、0.005
‑
0.015;mn:0.45
‑
1.20;p:《0.02;si、0.3
‑
1.2;s《0.020;cr:18.50
‑
19.50;ni:11.50
‑
13.50;cu〈0.40,n〈0.045。
16.步骤2:水平连铸连扎盘元;步骤3:退火处理;退火保温时间为30
‑
35分钟步骤4;水冷降温;水冷降温的同时采用风冷降温。
17.如图1
‑
2所示,步骤5:拉拔处理;其中所述步骤5中的拉拔处理采用稳定拉拔设备进行拉拔,所述稳定拉拔设备包括包括拉拔操作台1和位于拉拔操作台1上方的支撑杆2;其中所述拉拔操作台1依次设置的输送模块3、拉拔模具4和夹紧输送传动机构5;其中所述支撑杆2上设有若干个气缸6;其中每个所述气缸6的气缸轴与活动框7连接固定;所述活动框7的两端转动设有调节臂8;每个所述调节臂8的底部转动连接纵向连接杆9;其中两个所述纵
向连接杆9之间活动链接固定且底部均设有夹框10;每个所述夹框10上设有若干个夹料输送轮11;其中所述扒拉模具4的上方设有辅助台12;所述辅助台12的两端均设有辅助送料轮19。
18.其中所述辅助台12上设有预拉拔框13;其中预拉拔框13内设有若干个预拉拔输送辊14且一端设有预拉拔模具进口15且另一端设有预拉拔模具出口16);所述拉拔模具4的一端设有拉拔进口17且另一端设有拉拔出口18。
19.所述调节臂8的一端通过伸缩杆20与所述拉拔操作台1连接固定;其中两个所述纵向连接杆9之间连接有弹簧件21。
20.其中步骤5中:1、冷却处理后的耐腐蚀不锈钢焊材送入稳定拉拔设备上,首先将焊材依次经过输送模块3,然后经过与拉拔模具进口16送入预拉拔框13内,并通过预拉拔输送辊14进行输送,然后从预拉拔模具出口17出来,实现预拉拔处理,减少工序,然后再经过拉拔进口17送入拉拔模具4内进行拉拔处理后从拉拔出口18出来,最后焊材的一端固定在夹紧输送传动机构5上进行输送;2、上述过程处理后,焊材拉拔正式进行工作,通过夹紧输送传动机构5进行输送,与此同时,气缸6带动气缸轴向上运动,这样调节臂8带动纵向连接杆9进行夹紧,这样夹框10跟着夹紧,将需要加工中的焊材进行夹紧输送,保1证其拉拔的稳定性,由于设有弹簧件21,保证张紧力;伸缩杆20与拉拔操作台连接,配合调节臂的活动范围,保证夹框的稳定性,从而进一步提高焊材输送的稳定性;3、由于预拉拔框13和拉拔模具4上下布置,节约空间,同时增加拉拔时的路径,提高拉拔精准率。
21.步骤6:酸洗处理;步骤7:水洗;步骤8:二次酸洗;步骤9:光亮处理;步骤10:多轨道收集绕丝; 将若干个收丝轮通过连接杆与滑动轨道连接。
22.本实施例加工的焊材抗拉强度大于等于900mpa;抗拉强度rm大于等于550 mpa,延伸率大于等于45%。
23.本发明方案所公开的技术手段不仅限于上述实施方式所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1