一种转炉炉壳的热处理焊接方法与流程
1.本发明涉及一种用于转炉炉壳的热处理焊接方法,属于焊接技术领域。
背景技术:
2.转炉在使用过程中需要进行定期检修,由于长时间受到高温烘烤,转炉炉壳的焊缝处很容易开裂,通常的处理方法不是简单地将开裂部位进行焊接,而是需要将整条焊缝剖开后重新焊接。而对整条焊缝进行重新焊接就需要采用适当的热处理焊接方法,以释放炉壳内部应力,延长炉壳的使用寿命。
3.现有的热处理焊接方法由于焊缝处理和温度控制过程存在缺陷,往往不能将炉壳内部应力全部释放,导致炉壳的后续使用周期较短,严重影响了炼钢生产的顺利进行。此外,热处理焊接过程中需要使用棉被对焊缝进行保温,现有的保温棉被多为玻璃丝纤维合成的岩棉材料,由于这种保温棉被不可重复使用,增加了炉壳的焊接成本,而且棉屑接触皮肤会导致皮肤痒痛、红肿,操作过程中产生的棉屑飞尘吸入体内后会造成肺部癌变,严重影响操作者的身体健康。
技术实现要素:
4.本发明的目的在于针对现有技术之弊端,提供一种转炉炉壳的热处理焊接方法,以彻底释放炉壳内部应力,延长炉壳的使用寿命,保证炼钢生产的顺利进行。
5.为实现上述目的,本发明采用如下技术方案:一种转炉炉壳的热处理焊接方法,所述方法包括以下步骤:a.将开裂的焊缝剖开后进行焊口的组对,焊缝两侧开x型坡口,预留出钝边和对口间隙,并打磨清理焊缝;b.用陶瓷加热片覆盖全部焊缝,并在陶瓷加热片上面加盖保温棉被;c.给陶瓷加热片通电对焊缝进行预热,使焊缝温度达到设定的预热温度值;d.拆除保温棉被和陶瓷加热片,对预热好的焊缝进行焊接;e.用陶瓷加热片和保温棉被重新覆盖已焊好的焊缝;f.通过控制陶瓷加热片的工作状态来控制焊缝的温度,使焊缝温度按设定的热处理温度控制曲线变化;g.拆下保温棉被和陶瓷加热片,完成转炉炉壳的热处理焊接。
6.上述转炉炉壳的热处理焊接方法,对于已焊好的焊缝,焊缝温度按设定的热处理温度控制曲线变化的过程如下:a.焊缝加热到600℃后进行恒温控制;b.恒温控制4小时后进行降温,降温到400℃后进行恒温控制;c.恒温控制2小时后进行降温,降温到200℃后进行恒温控制;d.恒温控制2小时后进行降温,使焊缝温度达到室温,完成热处理过程。
7.上述转炉炉壳的热处理焊接方法,所述保温棉被包括保温岩棉和高硅氧布,所述
保温岩棉制成片状,所述高硅氧布包裹住保温岩棉并通过高温防火线与保温岩棉缝制在一起。
8.上述转炉炉壳的热处理焊接方法,所述焊缝两侧x型坡口的坡口角度θ为60
°
,预留钝边的宽度b为5mm,对口间隙的宽度a为10mm。
9.上述转炉炉壳的热处理焊接方法,所述炉壳焊缝的预热温度值为300℃。
10.本发明将焊缝两侧开x型坡口,通过对焊缝进行焊前预热和焊后温度的合理控制来消除炉壳内部应力。同传统方法相比,本方法能够彻底释放炉壳内部应力,提高炉壳的焊接质量,延长炉壳的使用寿命,保证炼钢生产的顺利进行。
11.本发明采用由保温岩棉和高硅氧布缝制的保温棉被,该保温棉被使用过程中不会产生棉屑飞尘,保温岩棉也不会接触到操作者的皮肤,可有效保护操作者的身体健康,而且能够重复使用,从而降低了炉壳的焊接成本。
附图说明
12.下面结合附图和具体实施方式对本发明作进一步详细的说明。
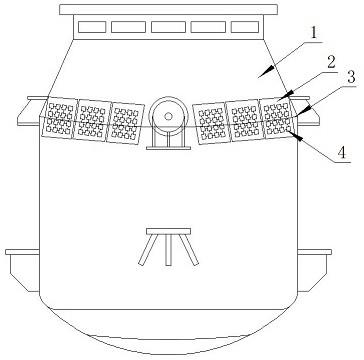
13.图1是转炉炉体结构示意图;图2是炉壳焊缝结构示意图;图3是热处理温度控制曲线;图中各标号如下:1、转炉炉壳,2、保温棉被,3、焊缝,4、陶瓷加热片。
具体实施方式
14.本发明提供了一种转炉炉壳的热处理焊接方法,目的在于对现有热处理焊接技术进行优化,以彻底释放炉壳内部应力,延长设备使用寿命,提高焊接效率。
15.本方法需要对焊缝进行焊前预热和焊后保温缓冷处理,使焊缝温度按设定的预热温度和热处理温度控制曲线变化,从而达到改善焊缝组织,防止产生焊接缺陷,消除焊接应力,保证焊接质量的目的。本方法适用于低、中、高合金钢,中、高碳钢,耐热钢及特殊钢炉壳的焊接。
16.下面以更换转炉(本转炉炉壳材质为16mn钢)炉底为例详细阐述本热处理焊接方法。
17.首先对保温棉被进行改进,将原有保温岩棉进行包裹:采用高硅氧布紧密包裹,包裹时摊平避免出现褶皱,然后再用规格为2.5mm的高温防火线缝制成棉被,使高硅氧布与保温岩棉成为一体,方便安装与拆除,避免发生漏棉现象,保证操作者的身体不受伤害。这种保温棉被能够重复使用,可降低炉壳的焊接成本。
18.高硅氧布是一种耐热柔软的特种晶体纤维织物,其sio2 含量达到96%以上,具有优秀的耐热特性,可长期在800℃环境下使用,能够满足现场热处理焊接要求。
19.高温防火线采用规格为0.35mm
‑
2.5mm的手缝线,其具有耐高温(600℃)、外观光滑、高强度、耐腐蚀、耐老化、绝缘性好、防静电等特点,能够承受现场高温环境的烘烤而不发生断裂。
20.其次对焊接前后焊缝温度进行控制,消除焊接前后产生的热应力变形,通过合理控制温度,达到一次成型的目的。
21.采用高频热处理设备进行温度控制,通电后通过陶瓷加热片对焊缝进行加热处理。通过对程序的设定,将焊缝温度控制到最佳值,达到缓慢释放焊接前后产生的热应力的目的。
22.将陶瓷加热片均匀铺设至炉壳焊缝处,再将保温棉被均匀覆盖到陶瓷加热片上,焊缝上每隔2米插入温度传感器(热电偶),用于实时测量焊缝的当前温度。操作较传统方法简单快捷,可提高焊接效率且不会对作业人员产生伤害。
23.参看图1,为方便操作,把环形焊缝分为四部分进行包裹,采用长方形保温棉被,每块保温棉被的具体尺寸为500mm
×
7000mm,用4块保温棉被将整个焊缝进行包裹,保温棉被内部悬挂陶瓷加热片与炉壳贴实,保证焊缝整体受热均匀。
24.参看图2,将焊缝重新剖开,前期完成焊口的组对,组对焊口为2g横口环焊缝,两侧开x型坡口,坡口角度为θ为60
°
,预留钝边的宽度b为5mm,对口间隙的宽度a为10mm,并打磨清理焊缝。陶瓷加热片规格为400mm
×
400mm,覆盖全部焊缝,然后在其上面加盖保温棉被并用细铁线扎牢,达到热量不流失、保温效果好的目的。
25.参看图3,焊接前首先给陶瓷加热片通电对焊缝进行预热,根据焊接工艺要求,预热温度选择为300℃,焊缝加热到300℃后拆除保温棉被和陶瓷加热片,然后开始焊接作业,焊接结束后立即恢复安装保温棉被及陶瓷加热片,根据焊接工艺温度控制曲线图对焊缝进行加热保温,目的在于消氢及去除焊接应力,保证焊接质量,焊缝加热到600℃后进行恒温控制,逐步环冷直到室温,随着焊缝温度的变化, 8
‑
10小时以后逐步完成消氢热处理,最后将保温棉被拆下并妥善保管,以备下次继续使用。
26.应用实例:某钢铁厂炼钢厂转炉中修,拟对炉壳焊缝进行重新焊接处理,转炉炉壳直径为8.5米,周长为27米,通过对焊接前后进行热处理,以达到消氢及去除焊接应力保证焊接质量的目的。焊后通过无损探伤的方法对焊缝进行探伤,焊接性能良好,无裂缝和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1