一种冷轧钣金加工数控折弯机及折弯方法与流程
1.本发明涉及钣金加工的技术领域,特别涉及一种冷轧钣金加工数控折弯机及折弯方法。
背景技术:
2.冷轧是用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。冷轧钣金加工就是用冷轧的方法进行金属板材加工,通过冷轧的方法加工的金属板材与通过热轧的方法加工的金属板材相比,冷轧出的产品尺寸精确,厚度均匀,冷轧产品表面质量优越,不存在热轧时常常出现的麻点、压入氧化铁皮等缺陷。
3.目前,在进行冷轧钣金加工时,通常存在以下缺陷:1.在将板件冷轧折弯加工成不同形状的折弯板时,需要对折弯的上模和下模进行更换,折弯的上模和下模一般通过螺纹连接的方式安装在折弯机上,更换过程较为繁琐,拆卸效率较低,会浪费大量人力物力;2.在对上模进行安装时,需要人工先进行对位再定位安装,且传统的安装方法在保证可拆卸的同时,很难提高上模的连接稳定性,因此在折弯时易出现偏差,且长期工作后稳定性容易变差。
技术实现要素:
4.(一)要解决的技术问题
5.本发明可以解决在将板件冷轧折弯加工成不同形状的折弯板时,需要对折弯的上模和下模进行更换,折弯的上模和下模一般通过螺纹连接的方式安装在折弯机上,更换过程较为繁琐,拆卸效率较低,会浪费大量人力物力,且在对上模进行安装时,需要人工先进行对位再定位安装,且传统的安装方法在保证可拆卸的同时,很难提高上模的连接稳定性,因此在折弯时易出现偏差,且长期工作后稳定性容易变差等难题。
6.(二)技术方案
7.为了实现上述目的,本发明采用以下技术方案,一种冷轧钣金加工数控折弯机,包括固定框、液压缸和折弯装置,固定框上端的下侧面通过液压缸固定座安装有液压缸,液压缸的顶出端连有折弯装置,且折弯装置设置于固定框的后端。
8.所述的固定框包括安装框、一号伸缩杆、放置板、放置槽、一号折弯板和卡块,安装框下端上侧的左右两侧对称安装有一号伸缩杆,一号伸缩杆的上端连有放置板,放置板的上端开设有放置槽,放置槽内卡接有一号折弯板,放置板上端面的左右两侧对称安装有卡块,具体工作时,将一号折弯板调整为凸块朝上的状态,再从放置槽前侧推入放置槽内,当一号折弯板运动到合适位置后,停止推动,一号伸缩杆在折弯过程中起到缓冲的作用,通过一号折弯板与二号折弯板之间的配合挤压,对板件进行折弯成型,通过卡块对一号折弯板的位置进行限位,防止在折弯成型完成后,液压缸带动移动板向上运动的过程中,将一号折
弯板带起。
9.所述的折弯装置包括移动板、l型板、卡接槽、二号折弯板、对位机构、卡位机构和传动机构,液压缸的下端连有移动板,移动板安装在l型板的后端,l型板的下端面开设有卡接槽,卡接槽内开设有二号折弯板,l型板的左右两侧对称设置有对位机构,l型板的左右两端对称安装有卡位机构,卡位机构之间连有传动机构,具体工作时,一号折弯板放置完成后,将二号折弯板调整为凸块朝下的状态,再从卡接槽前侧推入卡接槽中,当二号折弯板与l型板后端接触后停止推动,再人工推动左侧的推杆向上运动,从而使左侧的卡位机构工作,推杆带动左侧的凸轮旋转,同步带动左侧的转轴旋转,进而带动传动机构工作,使右侧的卡位机构工作,从而同步带动左右两侧的对位机构推动二号折弯板向中间位置运动,并使定位孔与定位轴逐渐对齐,当二号折弯板运动到正中间位置后,定位轴完全插入定位孔内,完成对二号折弯板的定位,此时,通过挤压板与l型板对二号折弯板的左右两端进行挤压,最后将板件放入到一号折弯板上,调整其位置至合适位置后,通过液压缸推动移动板向下运动,从而通过一号折弯板与二号折弯板的配合挤压进行折弯成型,设计对位机构是便于二号折弯板运动至中间位置,省去了人工调整的步骤,且使定位孔与定位轴能精确的对齐,与此同时,还可以进一步稳定二号折弯板,设计卡位机构的目的是为了便于人工进行操作,省去了复杂的安装和拆卸步骤,同时还能确保卡位的稳定性。
10.所述的对位机构包括滑杆组、挤压板、连接弹簧、定位轴、连接杆、梯形挤压块、l型安装杆、对位支链和挤压弹簧,l型板下端的左右两侧对称安装有滑杆组,滑杆组包括两个前后对称设置的滑杆,滑杆的上侧滑动安装有挤压板,挤压板通过连接弹簧与l型板连接,挤压板下端靠近移动板的一侧均匀安装有定位轴,挤压板下端远离移动板的一侧中部固定有连接杆,连接杆的下端连有梯形挤压块,梯形挤压块的下方设置有l型安装杆,l型安装杆的下端滑动设置于l型板上开设的限位槽内,l型安装杆上设置有对位支链,l型安装杆的下端通过挤压弹簧与限位槽连接,具体工作时,凸轮旋转从而挤压挤压板向下运动,从而使挤压板在滑杆上滑动并同步挤压连接弹簧,此时的连接弹簧的作用是支撑和复位,挤压板向下运动带动定位轴向下运动逐步靠近定位孔,与此同时,连接杆带动梯形挤压块向下运动,从而使梯形挤压块与l型安装杆接触,并逐渐推动l型安装杆在限位槽内向靠近方型槽的方向运动,并同步对挤压弹簧进行挤压,当l型安装杆在限位槽内运动到合适位置后,通过对位支链与方型槽、对位槽的配合,使l型安装杆卡入二号折弯板内,并对二号折弯板的左右两端进行挤压限位。
11.优选的,所述的l型板的后端面的左右两侧对称安装有滑块组,滑块组包括两个滑块,滑块滑动设置于凹槽内,凹槽开设于安装框的后端面上,下侧的滑块通过支撑弹簧与凹槽连接。
12.优选的,所述的一号折弯板和二号折弯板的相对侧对称均匀安装有凸块,且凸块为交错布置,一号折弯板和二号折弯板的左右两侧均对称开设有定位孔,且定位孔设置有多个,一号折弯板和二号折弯板左右两端的中部对称开设有方型槽,且方型槽与l型安装杆为对应配合设置,方型槽内的上下两侧对称开设有对位槽,通过上下侧凸块之间的相互配合挤压,完成对板件的折弯,通过定位孔与定位轴完成对二号折弯板的定位,通过对位支链与方型槽、对位槽的配合,使l型安装杆卡入二号折弯板内,并对二号折弯板的左右两端进行挤压限位,从而大大提升二号折弯板的连接强度。
13.优选的,所述的卡位机构包括匚型工作板、方槽、转轴、凸轮、推杆和卡位支链,l型板的左右两端对称固定有匚型工作板,匚型工作板的上端开设有方槽,方槽内靠近移动板的一侧转动安装有转轴,转轴上设有凸轮,挤压板位于凸轮的下方,凸轮远离移动板的一端外壁安装有推杆,推杆的下端设置有卡位支链,卡位支链的下端与匚型工作板连接。
14.优选的,所述的对位支链包括方杆、梯形推块、二号伸缩杆、限位圆杆、滑移杆、挤压弹簧和对位块,l型安装杆的上侧开设有工作腔,工作腔内靠近移动板的一侧滑动设置有方杆,方杆位于工作腔内一侧的上两侧对称安装有梯形推块,方杆通过二号伸缩杆与工作腔连接,工作腔内的前后两侧对称固定有限位圆杆,限位圆杆的上下两侧对称滑动设置有滑移杆,滑移杆之间的前后两侧通过挤压弹簧连接,滑移杆的相对侧与方杆的上下两端面接触,滑移杆远离方杆的一端中部安装有对位块,工作腔外壁的上下两侧对称开设有通槽,且对位块与通槽为对应设置。
15.优选的,所述的卡位支链包括转杆、限位滑块、限位滑槽、梯形卡块、卡位弹簧和卡位槽,推杆的下侧转动安装有转杆,转杆的下端转动设置于限位滑块靠近移动板的一端,限位滑块滑动安装在限位滑槽内,限位滑槽开设于匚型工作板靠近移动板的一端,限位滑块远离移动板的一端滑动安装有梯形卡块,梯形卡块通过卡位弹簧与限位滑块连接,梯形卡块卡接于卡位槽内,卡位槽均匀开设于匚型工作板远离移动板的一端面上。
16.优选的,所述的传动机构包括一号传动齿轮、一号齿条、一号顶板、带动齿轮、二号齿条、二号顶板和二号传动齿轮,左侧的转轴后端安装有一号传动齿轮,一号传动齿轮的下方啮合有一号齿条,一号齿条滑动设置于一号顶板上,一号顶板安装在l型板的后端面,一号齿条的右侧上方啮合有带动齿轮,带动齿轮通过限位转轴安装在l型板的后端面,带动齿轮的下方啮合有二号齿条,二号齿条滑动设置于二号顶板上,二号顶板安装在l型板的后端面,二号齿条的右侧上方啮合有二号传动齿轮,二号传动齿轮安装在右侧的转轴后端。
17.此外,本发明还提供了一种冷轧钣金加工数控折弯机的使用方法,包括以下步骤:
18.s1、下模安装:将一号折弯板调整为凸块朝上的状态,再从放置槽前侧推入放置槽内,当一号折弯板运动到合适位置后,停止推动;
19.s2、上模放置:将二号折弯板调整为凸块朝下的状态,再从卡接槽前侧推入卡接槽中,当二号折弯板与l型板后端接触后停止推动;
20.s3、对位安装:通过人工调整左侧的卡位机构,从而带动传动机构运动,进而使右侧的卡位机构同步运动,从而带动左右两侧的对位机构工作,将卡接槽内的二号折弯板调整至中间位置,最后通过卡位机构对其进行卡位;
21.s4、折弯成型:将板件放置于一号折弯板上,通过液压缸推动移动板向下运动,从而通过一号折弯板与二号折弯板的配合挤压进行折弯成型。
22.(三)有益效果
23.1.本发明所述的一种冷轧钣金加工数控折弯机及折弯方法,针对加工成不同形状的折弯板,设计了一种较为简便的上模和下模限位安装设备,简化了整个上、下模的安装、拆卸过程,在确保上模稳定性的同时提升了拆装效率,避免了长期工作后稳定性容易变差的问题;
24.2.本发明所述的一种冷轧钣金加工数控折弯机及折弯方法,通过人工向上推动左侧的推杆,从而使凸轮发生转动,凸轮带动转轴旋转,进而使传动机构工作,通过传动机构
带动左右两侧的卡位支链工作,此时,两侧的凸轮被同时带动,对两侧挤压板进行挤压,从而使两侧的定位轴逐步进入定位孔内,并通过挤压板与l型板之间的挤压对二号折弯板完成卡位安装,当需要进行拆卸时,只需向卡位槽内推动梯形卡块,使梯形卡块与卡位槽分离,在连接的弹性作用下,该机构复位,便于进行下一次安装;
25.3.本发明所述的一种冷轧钣金加工数控折弯机及折弯方法,通过人工向上推动左侧的推杆,从而使两侧的对位机构工作,并由l型安装杆挤压二号折弯板,使其逐步运动至中间位置运动,再通过对位支链完成对二号折弯板左右两端的对位连接,进一步提升了二号折弯板的稳定性。
附图说明
26.下面结合附图和实施例对本发明进一步说明。
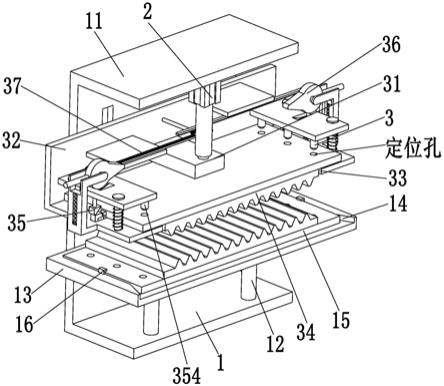
27.图1是本发明的立体结构示意图;
28.图2是本发明传动机构的立体结构示意图;
29.图3是本发明的剖视图;
30.图4是本发明图3的a
‑
a面剖视图;
31.图5是本发明图3的x处局部放大图;
32.图6是本发明图3的y区域中滑移杆和对位块的剖切图;
33.图7是本发明的钣金加工成型示意图。
具体实施方式
34.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
35.如图1至图7所示,一种冷轧钣金加工数控折弯机,包括固定框1、液压缸2和折弯装置3,固定框1上端的下侧面通过液压缸固定座安装有液压缸2,液压缸2的顶出端连有折弯装置3,且折弯装置3设置于固定框1的后端。
36.所述的固定框1包括安装框11、一号伸缩杆12、放置板13、放置槽14、一号折弯板15 和卡块16,安装框11下端上侧的左右两侧对称安装有一号伸缩杆12,一号伸缩杆12的上端连有放置板13,放置板13的上端开设有放置槽14,放置槽14内卡接有一号折弯板15,放置板13上端面的左右两侧对称安装有卡块16,具体工作时,将一号折弯板15调整为凸块朝上的状态,再从放置槽14前侧推入放置槽14内,当一号折弯板15运动到合适位置后,停止推动,一号伸缩杆12在折弯过程中起到缓冲的作用,通过一号折弯板15与二号折弯板34之间的配合挤压,对板件进行折弯成型,通过卡块16对一号折弯板15的位置进行限位,防止在折弯成型完成后,液压缸2带动移动板31向上运动的过程中,将一号折弯板15带起。
37.所述的一号折弯板15和二号折弯板34的相对侧对称均匀安装有凸块,且凸块为交错布置,一号折弯板15和二号折弯板34的左右两侧均对称开设有定位孔,且定位孔设置有多个,一号折弯板15和二号折弯板34左右两端的中部对称开设有方型槽,且方型槽与l型安装杆为对应配合设置,方型槽内的上下两侧对称开设有对位槽,通过上下侧凸块之间的相互配合挤压,完成对板件的折弯,通过定位孔与定位轴354完成对二号折弯板34的定位,通过对位支链与方型槽、对位槽的配合,使l型安装杆卡入二号折弯板34内,并对二号折弯板
34的左右两端进行挤压限位,从而大大提升二号折弯板34的连接强度。
38.所述的折弯装置3包括移动板31、l型板32、卡接槽33、二号折弯板34、对位机构35、卡位机构36和传动机构37,液压缸2的下端连有移动板31,移动板31安装在l型板32的后端,l型板32的下端面开设有卡接槽33,卡接槽33内开设有二号折弯板34,l型板32的左右两侧对称设置有对位机构35,l型板32的左右两端对称安装有卡位机构36,卡位机构36 之间连有传动机构37,具体工作时,一号折弯板15放置完成后,将二号折弯板34调整为凸块朝下的状态,再从卡接槽33前侧推入卡接槽33中,当二号折弯板34与l型板32后端接触后停止推动,再人工推动左侧的推杆365向上运动,从而使左侧的卡位机构36工作,推杆 365带动左侧的凸轮364旋转,同步带动左侧的转轴363旋转,进而带动传动机构37工作,使右侧的卡位机构36工作,从而同步带动左右两侧的对位机构35推动二号折弯板34向中间位置运动,并使定位孔与定位轴354逐渐对齐,当二号折弯板34运动到正中间位置后,定位轴354完全插入定位孔内,完成对二号折弯板34的定位,此时,通过挤压板352与l型板32 对二号折弯板34的左右两端进行挤压,最后将板件放入到一号折弯板15上,调整其位置至合适位置后,通过液压缸2推动移动板31向下运动,从而通过一号折弯板15与二号折弯板34 的配合挤压进行折弯成型,设计对位机构35是便于二号折弯板34运动至中间位置,省去了人工调整的步骤,且使定位孔与定位轴354能精确的对齐,与此同时,还可以进一步稳定二号折弯板34,设计卡位机构36的目的是为了便于人工进行操作,省去了复杂的安装和拆卸步骤,同时还能确保卡位的稳定性。
39.所述的l型板32的后端面的左右两侧对称安装有滑块组321,滑块组321包括两个滑块,滑块滑动设置于凹槽322内,凹槽322开设于安装框11的后端面上,下侧的滑块321通过支撑弹簧323与凹槽322连接,具体工作时,通过液压缸2推动移动板31向下运动,从而使l 型板32向下运动,并带动滑块在凹槽322内向下滑动并对支撑弹簧323进行挤压,此时支撑弹簧323的作用是支撑和限位。
40.所述的对位机构35包括滑杆组351、挤压板352、连接弹簧353、定位轴354、连接杆 355、梯形挤压块356、l型安装杆、对位支链和挤压弹簧,l型板32下端的左右两侧对称安装有滑杆组351,滑杆组351包括两个前后对称设置的滑杆,滑杆的上侧滑动安装有挤压板 352,挤压板352通过连接弹簧353与l型板32连接,挤压板352下端靠近移动板31的一侧均匀安装有定位轴354,挤压板352下端远离移动板31的一侧中部固定有连接杆355,连接杆355的下端连有梯形挤压块356,梯形挤压块356的下方设置有l型安装杆,l型安装杆的下端滑动设置于l型板32上开设的限位槽内,l型安装杆上设置有对位支链,l型安装杆的下端通过挤压弹簧与限位槽连接,具体工作时,凸轮364旋转从而挤压挤压板352向下运动,从而使挤压板352在滑杆上滑动并同步挤压连接弹簧353,此时的连接弹簧353的作用是支撑和复位,挤压板352向下运动带动定位轴354向下运动逐步靠近定位孔,与此同时,连接杆355带动梯形挤压块356向下运动,从而使梯形挤压块356与l型安装杆接触,并逐渐推动l型安装杆在限位槽内向靠近方型槽的方向运动,并同步对挤压弹簧进行挤压,当l型安装杆在限位槽内运动到合适位置后,通过对位支链与方型槽、对位槽的配合,使l型安装杆卡入二号折弯板34内,并对二号折弯板34的左右两端进行挤压限位。
41.所述的对位支链包括方杆、梯形推块、二号伸缩杆、限位圆杆35d、滑移杆35e、挤压弹簧35f和对位块35g,l型安装杆的上侧开设有工作腔,工作腔内靠近移动板31的一侧滑动
设置有方杆,方杆位于工作腔内一侧的上两侧对称安装有梯形推块,方杆通过二号伸缩杆与工作腔连接,工作腔内的前后两侧对称固定有限位圆杆35d,限位圆杆35d的上下两侧对称滑动设置有滑移杆35e,滑移杆35e之间的前后两侧通过挤压弹簧35f连接,滑移杆35e的相对侧与方杆的上下两端面接触,滑移杆35e远离方杆的一端中部安装有对位块35g,工作腔外壁的上下两侧对称开设有通槽,且对位块35g与通槽为对应设置,具体工作时,凸轮364 旋转从而使挤压板352向下运动,进而使连接杆355带动梯形挤压块356向下运动,从而使梯形挤压块356与l型安装杆接触,并逐渐推动l型安装杆在限位槽内向靠近方型槽的方向运动,并带动l型安装杆的上端逐渐进入方型槽内,并使方杆先与方形槽靠近移动板31的侧的内壁接触,并推动方杆在工作腔内向远离方形槽的方向运动,从而使梯形推块向远离方形槽的方向运动,同步挤压二号伸缩杆,当梯形推块逐步与滑移杆35e接触时,逐渐推动滑移杆35e在限位圆杆35d上进行相离方向的滑动,并拉伸挤压弹簧35f,当方杆运动到合适位置后,滑移杆35e带动对位块35g进行相离运动,从而使对位块35g从通槽内滑出,并与对位槽完成卡接,当需要进行拆卸时,凸轮364反向转动,在挤压弹簧的弹性作用下,l型安装杆复位,从而使l型安装杆的上端从方型槽内抽出,在二号伸缩杆的弹性作用下,方杆复位进而带动滑移杆35e和对位块35g复位。
42.所述的卡位机构36包括匚型工作板361、方槽362、转轴363、凸轮364、推杆365和卡位支链366,l型板32的左右两端对称固定有匚型工作板361,匚型工作板361的上端开设有方槽362,方槽362内靠近移动板31的一侧转动安装有转轴363,转轴363上设有凸轮364,挤压板352位于凸轮364的下方,凸轮364远离移动板31的一端外壁安装有推杆365,推杆 365的下端设置有卡位支链366,卡位支链366的下端与匚型工作板361连接,具体工作时,向上推动左侧的推杆365,从而使左侧的凸轮364转动,同步带动左侧的转轴363旋转,进而使传动机构37同步带动右侧的转轴363旋转,进而使两侧的凸轮364同步旋转,并通过卡位支链366对推杆365的位置进行限定,使其在人为推动并发生旋转后,无法在自然作用力下复位,进而使凸轮364将挤压板352推至合适位置后,维持挤压板352的位置,从而使对位机构35对二号折弯板34进行对位挤压,使二号折弯板34稳定的安装在l型板32上。
43.所述的卡位支链366包括转杆36a、限位滑块36b、限位滑槽36c、梯形卡块36d、卡位弹簧36e和卡位槽36f,推杆365的下侧转动安装有转杆36a,转杆36a的下端转动设置于限位滑块36b靠近移动板31的一端,限位滑块36b滑动安装在限位滑槽36c内,限位滑槽36c 开设于匚型工作板361靠近移动板31的一端,限位滑块36b远离移动板31的一端滑动安装有梯形卡块36d,梯形卡块36d通过卡位弹簧36e与限位滑块36b连接,梯形卡块36d卡接于卡位槽36f内,卡位槽36f均匀开设于匚型工作板361远离移动板31的一端面上,具体工作时,当向上推动左侧的推杆365使,左侧的凸轮364转动同步带动左侧的转轴363旋转,进而使传动机构37同步带动右侧的转轴363旋转,进而使两侧的凸轮364同步旋转,从而带动两侧的推杆365同时向上运动,进而使转杆36a在向上运动的过程中发生转动,从而同步带动限位滑块36b在限位滑槽36c内向上滑动,由于梯形卡块36d的上端面靠近卡位槽36f 的一端为斜面,因此在限位滑块36b运动过程中,推动梯形卡块36d向靠近限位滑块36b的方向运动并挤压限位滑槽36c,当转杆36a运动到合适位置后,限位滑块36b在限位滑槽36c 内滑动至合适位置,此时的梯形卡块36d在卡位弹簧36e的弹性作用下卡入卡位槽36f内,且在自然作用力下无法向靠近限位滑块36b的方向运动,从而使限位滑块36b的位置被限定,当需要使该支链
复位时,穿过卡位槽36f向内推动梯形卡块36d,从而使梯形卡块36d离开卡位槽36f,再使限位滑块36b复位,同步带动转杆36a复位。
44.所述的传动机构37包括一号传动齿轮371、一号齿条372、一号顶板373、带动齿轮374、二号齿条375、二号顶板376和二号传动齿轮377,左侧的转轴363后端安装有一号传动齿轮371,一号传动齿轮371的下方啮合有一号齿条372,一号齿条372滑动设置于一号顶板373上,一号顶板373安装在l型板32的后端面,一号齿条372的右侧上方啮合有带动齿轮374,带动齿轮374通过限位转轴安装在l型板32的后端面,带动齿轮374的下方啮合有二号齿条375,二号齿条375滑动设置于二号顶板376上,二号顶板376安装在l型板32的后端面,二号齿条375的右侧上方啮合有二号传动齿轮377,二号传动齿轮377安装在右侧的转轴363后端,具体工作时,上推动左侧的推杆365,从而使左侧的凸轮364转动,同步带动左侧的转轴363旋转,进而带动一号传动齿轮371旋转,从而使一号齿条372在一号顶板373的上端面上向左滑动,进而带动啮合的带动齿轮374旋转,同步带动二号齿条375在二号顶板376的下端面上向右滑动,从而带动二号传动齿轮377旋转,进而使右侧的转轴363 旋转,同步带动左右两侧的凸轮364转动,对挤压板352进行挤压。
45.此外,本发明还提供了一种冷轧钣金加工数控折弯机的使用方法,包括以下步骤:
46.s1、下模安装:将一号折弯板15调整为凸块朝上的状态,再从放置槽14前侧推入放置槽14内,当一号折弯板15运动到合适位置后,停止推动;
47.s2、上模放置:将二号折弯板34调整为凸块朝下的状态,再从卡接槽33前侧推入卡接槽33中,当二号折弯板34与l型板32后端接触后停止推动;
48.s3、对位安装:通过人工调整左侧的卡位机构36,从而带动传动机构37运动,进而使右侧的卡位机构36同步运动,从而带动左右两侧的对位机构35工作,将卡接槽33内的二号折弯板34调整至中间位置,最后通过卡位机构36对其进行卡位;
49.s4、折弯成型:将板件放置于一号折弯板15上,通过液压缸2推动移动板31向下运动,从而通过一号折弯板15与二号折弯板34的配合挤压进行折弯成型。
50.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1