一种刹车分泵阀门总成装配方法与流程
1.本发明涉及阀门总成装配的技术领域,特别是一种刹车分泵阀门总成装配方法。
背景技术:
2.刹车分泵的阀门总成由底座、钢珠、弹簧以及顶头组成,现有安装时,先将钢珠与弹簧依次放入底座内,然后顶头放在底座开口处,采用手动敲入的操作,使底座与顶头两者进行铆接动作,采用此装配方法大多存在以下缺点:
3.第一,手动敲入动作因每个组装员敲入力度不同,且无法很好的掌握产品的垂直度,因此阀门总成铆接处配合不会满足产品品质需求且影响产品的密封性,从而导致产品不良率增加;
4.第二,手动敲入的力度无法控制,造成阀门总成零件的报废率提高;
5.第三,手动敲入费力,增加工作疲劳,人员操作强度大,工作效率比较低;
6.第四,手动敲入时,由于力度不同,不仅会增加产品的不良率同时还会影响产品外观,增加零件报废的概率,提高了人员的成本;
7.第五,人员手动分离弹簧大大的降低了产品安装效率;
8.综上,手动敲入阀门总成铆接,需要投入更多的人力、组装油才能满足生产需求,在管理上也不好管控;在成本的考量上已经不符合公司精益化生产的规划方向。
9.有鉴于此,本发明人专门设计了一种刹车分泵阀门总成装配方法,本案由此产生。
技术实现要素:
10.为了解决上述问题,本发明的技术方案如下:
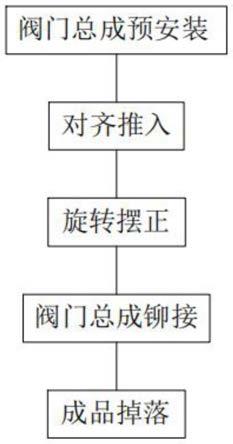
11.一种刹车分泵阀门总成装配方法,用于阀门总成的安装,所述阀门总成包括底座、依次设置于底座内部的钢珠与弹簧、设置于底座开口处且与底座铆接的顶头,该装配方法依次包括以下步骤:阀门总成预安装、对齐推入、旋转摆正、阀门总成铆接、成品掉落,其中,
12.所述阀门总成预安装,将钢珠、弹簧以及顶头依次放入底座;
13.所述对齐推入,将预安装完成后的阀门总成推入旋转工位;
14.所述旋转摆正,按下运行按钮,旋转90度,并将预安装后的阀门总成摆正;
15.所述阀门总成铆接,再次按下运行按钮,再次旋转90度,将顶头垂直下压并铆接于底座上;
16.所述成品掉落,铆接完成后,再次按下运行按钮,并再次旋转90度,铆接完的阀门总成自动掉落。
17.进一步的,还包括机架、设置于机架上的工作台,其中所述工作台上分别设置用于放置底座、钢珠、弹簧以及顶头的物料框,且工作台下方还设置用于放置成品的放置盘。
18.进一步的,所述工作台上且对应放置弹簧的物料框处设置用于分离弹簧的分离器。
19.进一步的,所述工作台上设置用于阀门总成预安装的定位组件,所述阀门总成预
安装,将底座放置于定位组件上,再依次将钢珠、弹簧放入底座的凹槽内,再将顶头放置于底座的开口处。
20.进一步的,所述旋转工位包括设置于工作台上的固定座、设置于固定座且与固定座转动连接的旋转座、设置于固定座底部且输出端驱动旋转座旋转的驱动装置;每按下一次运行按钮,驱动装置驱动旋转座带动阀门总成沿着逆时针方向旋转90度。
21.进一步的,所述旋转座与固定座之间通过轴承连接。
22.进一步的,所述旋转座外圆周面上设置若干带动阀门总成沿着其中心轴旋转的弧形槽,且对应弧形槽上方设置限位部。
23.进一步的,所述阀门总成铆接通过下压装置将顶头垂直下压并铆接于底座上,所述下压装置包括设置于固定座上方的支撑座、设置于支撑座上且输出端朝下设置的气缸、设置于气缸输出端的压块、设置于固定座上且用于压块导向的导向座。
24.进一步的,所述驱动装置包括固定设置于固定座下方的固定块、设置于固定块上的旋转电机、设置于气缸输出端且位于旋转座内的限位盘,所述旋转电机输出端依次穿过固定座、旋转座与限位盘连接。
25.进一步的,所述成品掉落,铆接完成的阀门总成通过导向轨掉落到放置盘中。
26.进一步的,所述支撑座前后方还设置隔板,且位于前方隔板可拆卸设置于支撑座上,所述支撑座上设置两限位销,隔板与限位销滑动配合,位于支撑座上还设置用于吸住隔板的磁铁,所述限位销包括用于将隔板定位的定位部、设置于定位部上且用于限制隔板的限位部,安装时,隔板对齐定位部向下移动,并利用磁铁将隔板吸住即可。
27.本发明的阀门总成装配方法无需通过人工进行手动敲打,可大大提高生产效率以及安装的安全性。
附图说明
28.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
29.其中:
30.图1是本发明装配方法的流程示意图;
31.图2是铆接总成的剖视图(椭圆圈内为铆接处);
32.图3是本发明装配方法的结构示意图;
33.图4是本发明局部示意图;
34.图5是本发明旋转工位的爆炸图;
35.图6是本发明旋转座的结构示意图。
36.标号说明:
37.10、阀门总成;11、底座;12、钢珠;13、弹簧;14、顶头;20、机架;21、工作台;30、物料框;40、放置盘;50、定位组件;60、旋转工位;61、固定座;62、旋转座;621、弧形槽;622、限位部;63、驱动装置;631、固定块;632、旋转电机;633、限位盘;70、下压装置;71、支撑座;72、气缸;73、压块;74、导向座;80、分离器;90、导向轨。
具体实施方式
38.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚、明白,以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
39.请参阅图1至6,是作为本发明的最佳实施例的一种刹车分泵阀门总成装配方法,用于阀门总成10的安装,阀门总成10包括底座11、依次设置于底座11内部的钢珠12与弹簧13、设置于底座11开口处且与底座11铆接的顶头14,该装配方法依次包括以下步骤:阀门总成预安装、对齐推入、旋转摆正、阀门总成10铆接、成品掉落,其中,
40.阀门总成预安装,将钢珠12、弹簧13以及顶头14依次放入底座11;
41.对齐推入,将预安装完成后的阀门总成10推入旋转工位60;
42.旋转摆正,按下运行按钮,旋转90度,并将预安装后的阀门总成10摆正;
43.阀门总成10铆接,再次按下运行按钮,再次旋转90度,将顶头14垂直下压并铆接于底座11上;
44.成品掉落,铆接完成后,再次按下运行按钮,并再次旋转90度,铆接完的阀门总成10自动掉落,且铆接完成的阀门总成10通过导向轨90掉落到放置盘40中。
45.该装配方法改成自动装配方法只需将零件放置到位,通过按钮控制操作即可,可提高生产效率,铆接力度均匀,提升产品品质,同时保证了产品的垂直度;而且避免了不良率的产生和人员返工的现象,节约成本,降低工作疲劳,减轻人员操作强度,该装配方法还包括机架20、设置于机架20上的工作台21,其中工作台21上分别设置用于放置底座11、钢珠12、弹簧13以及顶头14的物料框30,且工作台21下方还设置用于放置成品的放置盘40;工作台21上且对应放置弹簧13的物料框30处设置用于分离弹簧13的分离器80。
46.工作台21上设置用于阀门总成预安装的定位组件50,阀门总成预安装,将底座11放置于定位组件50上,再依次将钢珠12、弹簧13放入底座11的凹槽内,再将顶头14放置于底座11的开口处。
47.旋转工位60包括设置于工作台21上的固定座61、设置于固定座61且与固定座61转动连接的旋转座62、设置于固定座61底部且输出端驱动旋转座62旋转的驱动装置63,旋转座62与固定座61之间通过轴承连接;每按下一次运行按钮,驱动装置63驱动旋转座62带动阀门总成10沿着圆周方向逆时针方向旋转90度。
48.旋转座62外圆周面上设置若干带动阀门总成10沿着其中心轴旋转的弧形槽621,且对应弧形槽621上方设置限位部622,通过弧形槽621与固定座61的内侧壁之间形成与底座11相互配合的工位,利用弧形槽621带动阀门总成10旋转,且限位部622限制了顶头14的位置,同时固定座61设置于底座11下方配合的环形凹槽,利用固定座61可对底座11起到支撑作用。
49.阀门总成10铆接通过下压装置70将顶头14垂直下压并铆接于底座11上,下压装置70包括设置于固定座61上方的支撑座71、设置于支撑座71上且输出端朝下设置的气缸72、设置于气缸72输出端的压块73、设置于固定座61上且用于压块73导向的导向座74。下压装置70工作时,气缸72驱动压块73依次穿过压块73与限位部622将顶头14压入底座11内即可。
50.驱动装置63包括固定设置于固定座61下方的固定块631、设置于固定块631上的旋转电机632、设置于气缸72输出端且位于旋转座62内的限位盘633,旋转电机632输出端依次
穿过固定座61、旋转座62与限位盘633连接。
51.支撑座71前后方还设置隔板,且位于前方隔板可拆卸设置于支撑座71上,支撑座71上设置两限位销,隔板与限位销滑动配合,位于支撑座71上还设置用于吸住隔板的磁铁,限位销包括用于将隔板定位的定位部、设置于定位部上且用于限制隔板的限位部622,安装时,隔板对齐定位部向下移动,并利用磁铁将隔板吸住即可,当出现阀门总成10卡住情况下,便于快速取下隔板,对卡住的阀门总成10进行操作。
52.本发明还包括控制结构,其中控制机构主要包括电源开关、plc系统、智能温控散热风扇、气压表等;同时在机架20下方设置移动轮便于移动整个装配方法。该装配方法工作前将气压表气压调至0.6mpa~0.8mpa之间。
53.本发明的装配方法根据产品要求,产品需铆接牢固,且必须保证垂直度;若是人员手动敲入铆接,除了效率低工伤概率高,人员劳动强度也偏大且无法保证产品的垂直度及密封性;垂直度无法控制,造成产品报废率提高;改用自动装配方法后,就可以从根本上解决手动敲入的力度不同,造成产品报废的概率;同时还可提高效率,且保证了产品的垂直度及提高了产品的密封性,也可降低人员操作强度,易符合人体工程与公司精益生产的发展目标。
54.本发明的装配方法根据产品要求,产品需铆接牢固,且必须保证垂直度;若是人员手动敲入铆接,除了效率低工伤概率高,人员劳动强度也偏大且无法保证产品的垂直度及密封性;垂直度无法控制,造成产品报废率提高;改用自动装配方法后,就可以从根本上解决手动敲入的力度不同,造成产品报废的概率;同时还可提高效率,且保证了产品的垂直度及提高了产品的密封性,也可降低人员操作强度,易符合人体工程与公司精益生产的发展目标。
55.综上所述,本发明的装配方法代替全人工操作的作业模式,从根本上解决了手动敲入力度不均,提升工作效率的同时,保证了产品品质的稳定性,也降低了人员的操作强度;且不会出现手动敲入的力度过大从而影响产品外观、无法控制产品密封性及产品报废的现象,自动铆接的产品品质更有保证,每个阀门总成铆接力度均匀,保证了产品的垂直度的同时,还提高了阀门总成的密封性,对于后道工序的操作也更加便利,具体的,通过驱动装置驱动旋转座带动阀门总成沿着其圆周方向移动,当移动至下压装置下方时,利用下压装置实现阀门总成的铆接安装。
56.上面结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种非实质性的改进,或未经改进将本发明的构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1