一种微型承压容器的增材制造方法与流程
1.本发明涉及承压设备制造技术领域,具体是一种微型承压容器的增材制造方法。
背景技术:
2.承压设备是指承受各种压力的设备,比如气压,水压,核辐射压,射线压力等等,比如承受水压的泵,承受核能压力的核承压设备等。承压设备多种多样,在承压设备的制造中,目前会采用增材制造方式,俗称3d打印,融合了计算机辅助设计、材料加工与成型技术、以数字模型文件为基础,通过软件与数控系统将专用的金属材料、非金属材料以及医用生物材料,按照挤压、烧结、熔融、光固化、喷射等方式逐层堆积,制造出实体物品的制造技术。
3.承压设备在制造过程中焊接效果差,且惰性气体保护填充不够均匀。
技术实现要素:
4.本发明的目的在于提供一种微型承压容器的增材制造方法,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种微型承压容器的增材制造方法,包括增材制造装置机体和中心填充熔敷金属材料,所述增材制造装置机体一端上方设置有上柜门,所述增材制造装置机体一端下方设置有下柜门,所述增材制造装置机体内部固定连接有中间隔板,所述中间隔板上方设置有工作台微震动器,所述工作台微震动器上方设置有工作台底座,所述工作台底座上方设置有工作台面,所述工作台面一端内部开设有出气孔,所述出气孔内部嵌设有金属隔网,所述工作台面另一端内部开设有出气连接槽,所述出气连接槽一端贯通连接有连接管。
7.作为本发明进一步的方案:所述增材制造装置机体内部下方一端设置有惰性气体发生控制装置,所述增材制造装置机体内部下方另一端设置有惰性气体发生装置,所述中间隔板一端设置有气体浓度检测装置,所述惰性气体发生控制装置分别与所述惰性气体发生装置和气体浓度检测装置之间电性连接。
8.作为本发明再进一步的方案:所述增材制造装置机体内侧一端设置有伺服电机,所述伺服电机一端设置有焊接装置,所述增材制造装置机体内部顶端设置有激光熔焊装置,所述伺服电机和焊接装置数量设置有两组。
9.作为本发明再进一步的方案:所述上柜门内部嵌设有透明视窗,所述透明视窗为耐高温钢化玻璃材质。
10.作为本发明再进一步的方案:所述中心填充熔敷金属材料外侧缠绕有外部细焊丝,所述外部细焊丝数量设置有多组,所述外部细焊丝直径规格为零点五至一毫米。
11.作为本发明再进一步的方案:所述连接管贯通连接所述惰性气体发生装置,所述出气孔和金属隔网数量均设置有多组,所述每组出气孔均贯通连接所述出气连接槽。
12.作为本发明再进一步的方案,其使用方法为:
13.将中心填充熔敷金属材料和缠绕的外部细焊丝组成的焊丝结构置于焊接装置之
上,选择承压设备的增材制造的母料;
14.通过惰性气体发生控制装置控制惰性气体发生装置启动,惰性气体通过连接管流入出气连接槽内,由多组出气孔释放,充满增材制造装置机体上部工作仓内,通过气体浓度检测装置检测,发出指令至惰性气体发生控制装置,控制惰性气体发生装置的启动关闭,从而方便的调节惰性气体的浓度;
15.在惰性气体充满空间后,焊接装置和激光熔焊装置启动工作,进行承压设备的增材制造;
16.制造一段时间工作台微震动器启动进行震动,使承压设备工件受到震动冲击,从而消减其内部应力,同时震动掉熔焊时产生的药皮和残渣,方便继续制造;
17.根据使用情况,调整熔焊时对焊丝的加热方式,控制中心填充熔敷金属材料与外部细焊丝的熔焊间隔时间,间隔时间控制在一秒左右,若中心填充熔敷金属材料先熔焊出效果则会较粗,若外部细焊丝先熔焊出效果则会较细。
18.与现有技术相比,本发明的有益效果是:
19.1、本发明中通过惰性气体发生控制装置控制惰性气体发生装置启动,惰性气体通过连接管流入出气连接槽内,由多组出气孔释放,充满增材制造装置机体上部工作仓内,多组出气孔能够均匀释放惰性气体,同时金属隔网能够起到分隔效果,防止内部堵塞。
20.2、本发明中通过气体浓度检测装置检测,发出指令至惰性气体发生控制装置,控制惰性气体发生装置的启动关闭,从而方便的调节惰性气体的浓度,以适应加工工作。
21.3、本发明中制造一段时间工作台微震动器启动进行震动,使承压设备工件受到震动冲击,从而消减其内部应力,同时震动掉熔焊时产生的药皮和残渣,方便继续制造。
附图说明
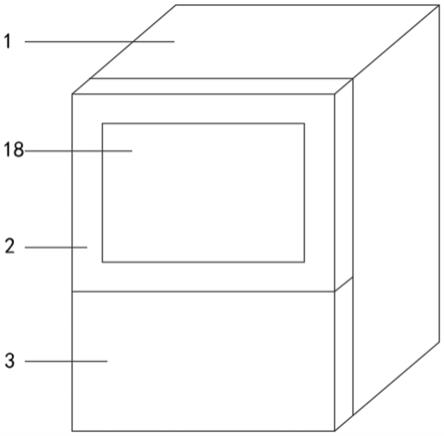
22.图1为微型承压容器的增材制造方法的装置结构示意图。
23.图2为微型承压容器的增材制造方法中装置的剖面内部结构示意图。
24.图3为微型承压容器的增材制造方法中工作台面的剖面内部结构示意图。
25.图4为微型承压容器的增材制造方法中焊丝的结构示意图.
26.图5为微型承压容器的增材制造方法中焊丝的俯视剖面结构示意图。
27.图中:1
‑
增材制造装置机体、2
‑
上柜门、3
‑
下柜门、4
‑
中间隔板、5
‑
工作台微震动器、6
‑
工作台底座、7
‑
工作台面、8
‑
出气孔、9
‑
金属隔网、10
‑
出气连接槽、11
‑
连接管、12
‑
惰性气体发生控制装置、13
‑
惰性气体发生装置、14
‑
气体浓度检测装置、15
‑
伺服电机、16
‑
焊接装置、17
‑
激光熔焊装置、18
‑
透明视窗、19
‑
中心填充熔敷金属材料、20
‑
外部细焊丝。
具体实施方式
28.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
29.请参阅图1~5,本发明实施例中,一种微型承压容器的增材制造方法,包括增材制造装置机体1和中心填充熔敷金属材料19,所述增材制造装置机体1一端上方设置有上柜门
2,所述增材制造装置机体1一端下方设置有下柜门3,所述增材制造装置机体1内部固定连接有中间隔板4,所述中间隔板4上方设置有工作台微震动器5,所述工作台微震动器5上方设置有工作台底座6,所述工作台底座6上方设置有工作台面7,所述工作台面7一端内部开设有出气孔8,所述出气孔8内部嵌设有金属隔网9,所述工作台面7另一端内部开设有出气连接槽10,所述出气连接槽10一端贯通连接有连接管11。
30.实施例一
31.所述增材制造装置机体1内部下方一端设置有惰性气体发生控制装置12,所述增材制造装置机体1内部下方另一端设置有惰性气体发生装置13,所述中间隔板4一端设置有气体浓度检测装置14,所述惰性气体发生控制装置12分别与所述惰性气体发生装置13和气体浓度检测装置14之间电性连接。
32.实施例二
33.所述增材制造装置机体1内侧一端设置有伺服电机15,所述伺服电机15一端设置有焊接装置16,所述增材制造装置机体1内部顶端设置有激光熔焊装置17,所述伺服电机15和焊接装置16数量设置有两组。
34.实施例三
35.所述上柜门2内部嵌设有透明视窗18,所述透明视窗18为耐高温钢化玻璃材质,所述中心填充熔敷金属材料19外侧缠绕有外部细焊丝20,所述外部细焊丝20数量设置有多组,所述外部细焊丝20直径规格为零点五至一毫米。
36.实施例四
37.所述连接管11贯通连接所述惰性气体发生装置13,所述出气孔8和金属隔网9数量均设置有多组,所述每组出气孔8均贯通连接所述出气连接槽10。
38.本发明的工作原理是:使用时,将中心填充熔敷金属材料19和缠绕的外部细焊丝20组成的焊丝结构置于焊接装置16之上,选择承压设备的增材制造的母料;通过惰性气体发生控制装置12控制惰性气体发生装置13启动,惰性气体通过连接管11流入出气连接槽10内,由多组出气孔8释放,充满增材制造装置机体1上部工作仓内,通过气体浓度检测装置14检测,发出指令至惰性气体发生控制装置12,控制惰性气体发生装置13的启动关闭,从而方便的调节惰性气体的浓度;在惰性气体充满空间后,焊接装置16和激光熔焊装置17启动工作,进行承压设备的增材制造;制造一段时间工作台微震动器5启动进行震动,使承压设备工件受到震动冲击,从而消减其内部应力,同时震动掉熔焊时产生的药皮和残渣,方便继续制造;根据使用情况,调整熔焊时对焊丝的加热方式,控制中心填充熔敷金属材料19与外部细焊丝20的熔焊间隔时间,间隔时间控制在一秒左右,若中心填充熔敷金属材料19先熔焊出效果则会较粗,若外部细焊丝20先熔焊出效果则会较细,如此重复熔焊即可完成承压设备的增材制造。
39.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
40.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包
含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1