一种无缝钢管及其制造工艺的制作方法
1.本发明涉及无缝钢管加工领域,更具体的说是一种无缝钢管及其制造工艺。
背景技术:
2.无缝钢管加工时需要对管坯表面附着的杂质进行清洗,完成后需要人工进行放置管坯到运输装置上运输至淬火加热装置内进行淬火加热冶炼杂质,人工搬运管坯费时费力使加工成本大幅提高。
技术实现要素:
3.本发明的目的是提供一种无缝钢管及其制造工艺,可以自动上料运送需要加工的管坯。
4.本发明的目的通过以下技术方案来实现:
5.一种无缝钢管制造工艺,该工艺包括以下步骤:
6.s1:将需要加工的管坯导入上料盒中,上料盒一次掉落一跟管坯;
7.s2:掉落的管坯从传输管上滚动到限位轮上,通过转动转动柱带动限位轮旋转运输管坯穿管加热器进行加热;
8.s3:加热后的管坯落入运输台上移动运输台使限位台与运输台重合;
9.s4:移动钻孔杆对加热的管坯进行钻孔加工。
10.该工艺设计一种无缝钢管加工装置,该装置包括上料结构、淬火结构和钻孔结构,上料结构上设置有淬火结构,钻孔结构设置在上料结构上。
11.所述上料结构包括底座、承重台和上料盒,底座上固接有承重台,承重台上固接有上料盒,上料盒为倒梯形设计上料盒的下端口径只允许一根管坯。
12.还包括转动电机、传动板和撞击杆,转动电机固接在底座上,转动电机的输出轴上固接有传动板,撞击杆滑动连接在承重台上。
13.所述撞击杆上套接有拉簧,拉簧的一端固接在撞击杆上,拉簧的另一端固接在承重台上。
14.还包括传输管、缓冲杆和清洗器,传输管固接在底座上,底座上固接有清洗器,缓冲杆转动连接在底座上,缓冲杆的两端上套接有扭簧。
15.所述淬火结构包括转动柱、传动轮、限位轮和加热器,转动柱转动连接在底座上,转动柱上固接有传动轮,转动柱上固接有限位轮,转动柱设置有多个,多个转动准均转动连接在底座上,多个传动轮通过皮带传动连接,皮带的一端连接有电机的输出轴,加热器设置有多个,多个加热器与限位轮对应,多个加热器固接在底座上。
16.所述钻孔结构包括滑道a、运输台、气泵a、液压杆、限位台、限位架、滑块、钻孔杆、滑道b和气泵b,滑道a固接在底座上,运输台滑动连接在滑道a上,气泵a连接在运输台上,气泵a固接在底座上,液压杆固接在底座上,液压杆的一端上固接有限位台,限位架固接在底座上,限位架上固接有滑道b,滑道b上滑动连接有滑块,滑块上固接有钻孔杆,滑块上连接
有气泵b,气泵b固接在底座上。
17.本发明一种无缝钢管及其制造工艺的有益效果为:
18.本发明一种无缝钢管及其制造工艺,可以将批量的管坯倒入上料结构内通过上料结构将管坯依次运输到淬火结构上,利用淬火结构对管坯进行淬火精炼,淬火后的管坯掉落在钻孔结构上,通过钻孔结构将管坯加工成中空结构,便于对管坯的后续加工。
附图说明
19.下面结合附图和具体实施方法对本发明做进一步详细的说明。
20.图1是上料结构的部分示意图一;
21.图2是上料结构的部分示意图二;
22.图3是上料结构的部分示意图三;
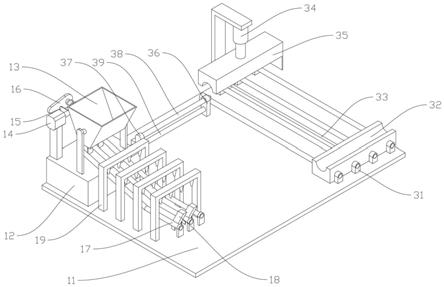
23.图4是上料结构与淬火结构的连接示意图;
24.图5是淬火结构的总体示意图;
25.图6是淬火结构与钻孔结构的部分连接示意图一;
26.图7是淬火结构与钻孔结构的部分连接示意图二;
27.图8是淬火结构与钻孔结构的部分连接示意图三;
28.图9是钻孔结构的总体示意图;
29.图10是上料结构与淬火结构的连接示意图。
30.图中:
31.底座11;
32.承重台12;
33.上料盒13;
34.转动电机14;
35.传动板15;
36.撞击杆16;
37.传输管17;
38.缓冲杆18;
39.清洗器19;
40.转动柱21;
41.传动轮22;
42.限位轮23;
43.加热器24;
44.滑道a31;
45.运输台32;
46.气泵a33;
47.液压杆34;
48.限位台35;
49.限位架36;
50.滑块37;
51.钻孔杆38;
52.滑道b39;
53.气泵b310。
具体实施方式
54.一种无缝钢管制造工艺,该工艺包括以下步骤:
55.s1:将需要加工的管坯导入上料盒13中,上料盒13一次掉落一跟管坯;
56.s2:掉落的管坯从传输管17上滚动到限位轮23上,通过转动转动柱21带动限位轮23旋转运输管坯穿管加热器24进行加热;
57.s3:加热后的管坯落入运输台32上移动运输台32使限位台35与运输台32重合;
58.s4:移动钻孔杆38对加热的管坯进行钻孔加工。
59.根据权利要求1所述的一种无缝钢管制造工艺,该工艺设计一种无缝钢管加工装置,该装置包括上料结构、淬火结构和钻孔结构,上料结构上设置有淬火结构,钻孔结构设置在上料结构上。
60.参看图1
‑
10,一种无缝钢管制造工艺,主要解决的技术问题,自动运输管坯进行加工,进一步地,
61.将需要加工的管坯倒入上料结构中,通过上料结构将管坯依次运输到淬火结构上,因为淬火结构一次只能对一根管坯进行淬火加工所以上料结构一次只能运输一根管坯到淬火结构上,淬火结构加工好的管坯运输到钻孔结构上,通过钻孔结构对高温管坯进行内部钻孔加工从而使管坯形成中空。
62.参看图1
‑
4和图10,一种无缝钢管制造工艺,进一步地,解决每次运输一根管坯进行加工,
63.底座11上固接有承重台12,承重台12上固接有上料盒13,上料盒13设计为倒梯形,上料盒13的底端开口一次只能允许一根管坯掉落流出,将需要加工的批量管坯倒入上料盒13中,通过上料盒13自身的形状设计对管坯的掉落进行限制确保每次只能掉落一根管坯确保每次运输到淬火结构的管坯为一根不会有多根管坯同时运送到淬火结构的情况发生。
64.参看图1
‑
4和图10,一种无缝钢管制造工艺,进一步地,解决每次运输一根管坯进行加工,
65.电机14固接在底座11上,电机14的输出轴上固接有传动板15,撞击杆16滑动连接在底座11上,电机14启动带动传动板15旋转,传动板15旋转时与撞击杆16接触,带动撞击杆16移动远离上料盒13,通过快速推动撞击杆16使撞击杆16撞动上料盒13从而使上料盒13中的管坯不会堵塞上料盒13的下端。
66.参看图1
‑
4和图10,一种无缝钢管制造工艺,进一步地,解决每次运输一根管坯进行加工,
67.撞击杆16的一端上固接有拉簧,拉簧的另一端固接在底座11上,转动电机14启动带动传动板15旋转,传动板15旋转时与撞击杆16接触时带动撞击杆16移动,撞击杆16移动带动拉簧伸长,拉簧伸长产生反向力带动撞击杆16反向移动,当传动板15与撞击杆16分离时撞击杆16失去束缚拉簧带动撞击杆16快速返回从而使撞击杆16与上料盒13发生碰撞,通过撞击杆16对上料盒13的撞击使上料盒13内的管坯发生偏移防止管坯将上料盒13的下端
口堵塞。
68.参看图1
‑
4和图10,一种无缝钢管制造工艺,进一步地,解决每次运输一根管坯进行加工,
69.传输管17固接在底座11上,上料盒13内掉落的管坯落在传输管17上,根据传输管17两端的高低差导致管坯从传输管17的一端滚落至传输管17的另一端上,清洗器19固接在底座11上,清洗器19的喷洒口设置在传输管17的上方,启动清洗器19对传输管17上滚落的管坯表面进行清洁使管坯的表面附着的灰尘随着水流从管坯的表面脱落减少管坯表面的杂质。
70.参看图1
‑
4和图10,一种无缝钢管制造工艺,进一步地,解决每次运输一根管坯进行加工,
71.缓冲杆18转动连接在底座11上,缓冲杆18设置在传输管17的一端上,缓冲杆18的两端上均套接有扭簧,当缓冲杆18竖立时扭簧不受到外力影响,传输管17上滚落的管坯与缓冲杆18接触时管坯下落产生的冲击力带动缓冲杆18旋转,缓冲杆18旋转时带动扭簧旋转,扭簧旋转产生反向力带动缓冲杆18抵消部分管坯下落的冲击力使管坯能够从缓冲杆18上滚落至淬火结构上,而不会从淬火结构上滚落。
72.参看图4
‑
8,一种无缝钢管制造工艺,进一步地,解决对管坯进行淬火加工,
73.转动柱21转动连接在底座11上,转动柱21上固接有传动轮22,转动柱21上固接有限位轮23,传输管17上滚轮的管坯通过缓冲杆18的缓冲落入限位轮23上,通过转动传动轮22带动转动柱21旋转从而带动限位轮23旋转,使限位轮23上的管坯向限位轮23旋转方向移动。
74.参看图4
‑
8,一种无缝钢管制造工艺,进一步地,解决管坯进行淬火加工
75.转动轮21设置有多个,多个转动轮21均固接在底座11的一端上,底座11的一端上固接有电机,电机的输出轴上连接有皮带,皮带与多个传动轮22传动连接,通过启动电机带动皮带旋转从而带动多个传动轮22旋转,多个传动轮22旋转带动转动柱21旋转,使多个转动柱21上的限位轮23旋转,通过多个限位轮23的旋转带动管坯向前移动。
76.参看图4
‑
8,一种无缝钢管制造工艺,进一步地,解决管坯进行淬火加工
77.加热器24焊接在底座11上,加热器24设置有多个,多个加热器24的中心与限位轮23对应确保限位轮23带动的管坯能够穿过加热器24,管坯在穿过加热器24时加热器24对管坯进行淬火加工使管坯的温度升高达到管坯加工所需的温度,管坯从加热器24穿过时受到限位轮23的影响持续向前移动使整个管坯能够穿过多个加热器24。
78.参看图6
‑
10,一种无缝钢管制造工艺,进一步地,解决对淬火后的管坯进行钻孔加工,
79.滑道a31固接在底座11上,滑道a31上滑动连接有运输台32,运输台32在滑道a31的一端时与限位轮23相对使限位轮23带动的管坯可以直接移动到运输台32上,运输台32上连接有气泵a33,气泵a33固接在底座11上,通过控制气泵a33带动运输台32在滑道a31上滑动,当运输台32上没有管坯时气泵a33控制运输台32移动到滑道a31的一端上使运输台32能够接收到限位轮23运输的管坯,管坯完全移动到运输台32上后气泵a33带动运输台32向滑道a31的另一端移动运输淬火后的管坯。
80.参看图6
‑
10,一种无缝钢管制造工艺,进一步地,解决对淬火后的管坯进行钻孔加
工,
81.液压杆34的一端固接在底座11上,液压杆34的另一端固接有限位台35,限位台35的一端设置有挡板,当限位台35与运输台32接触时,限位台35上的挡板将运输台32的一端进行封挡,防止淬火后的管坯在钻孔加工的过程中从运输台32上滑落,通过改变液压杆34的长度来控制限位台35与运输台32之间的距离,当运输台32运输淬火完成的管坯移动至滑道a31的一端时伸长液压杆34带动限位台35与运输台32重合,对管坯进行限位防止管坯在钻孔加工的过程中滑落,当加工完成后收缩液压杆34带动限位台35上升使限位台35与运输台32分离,从而使运输台32能够运送钻孔加工完成后的管坯移动收集以便后续加工。
82.参看图6
‑
10,一种无缝钢管制造工艺,进一步地,解决对淬火后的管坯进行钻孔加工,
83.限位架36固接在底座11上,限位架36上固接有滑道b39,滑道b39上滑动连接有滑块37,滑块37上固接有钻孔杆38通过移动滑块37带动钻孔杆38与淬火后的管坯接触并对管坯进行钻孔加工,当钻孔杆38的一端完全穿过管坯后反向移动滑块37带动钻孔杆38反向移动,钻孔杆38移动时会带动管坯跟随移动,管坯与限位架36接触时被限位架36限制无法继续移动,从而使管坯与钻孔杆38逐渐分离。
84.参看图6
‑
10,一种无缝钢管制造工艺,进一步地,解决对淬火后的管坯进行钻孔加工,
85.气泵b310固接在底座11上,气泵b310连接在滑块37上通过控制气泵b310可以带动滑块37在滑道b39上滑动从而使钻孔杆38能够完成对淬火后的管坯钻孔加工的作业。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1