基于机器视觉的热轧带钢切头尾掉落检测与识别系统的制作方法
1.本发明涉及机器视觉的技术领域,具体地,涉及一种基于机器视觉的热轧带钢切头尾掉落检测与识别系统。
背景技术:
2.热轧带钢剪切预警系统中的关键技术是带钢剪后头尾形状分类识别、掉落结果识别以及如何获取最终剪切判定结果,目前对于形状判定主要有图像处理法和深度模型分类法,对于掉落物体识别主要是基于连续帧图像实现目标检测和跟踪,对于热轧产线综合结果信息获取主要是基于产线设备信息、传感器法以及视觉检测信息做输入。
3.在公开号为cn112037197a的中国发明专利中公开了一种热轧棒材冷剪物料堆积检测方法、系统及介质,包括:采集冷剪机对应的滑道的多帧图像;通过物料检测模型判断所述图像中是否存在物料;当存在物料时,获取所述物料的位置信息,并根据所述物料位置信息的变化量输出识别结果。
4.上述发明中将剪切物料掉落和位置信息做了结合,但是对于热轧产线工况条件差,环境干扰强、单一颜色模型鲁棒性差严重时会导致漏检。因此,需要提出一种技术方案以改善上述技术问题。
技术实现要素:
5.针对现有技术中的缺陷,本发明的目的是提供一种基于机器视觉的热轧带钢切头尾掉落检测与识别系统。
6.根据本发明提供的一种基于机器视觉的热轧带钢切头尾掉落检测与识别系统,包括:相机冷却系统、多视角相机组、后台服务器以及产线控制器;
7.所述后台服务器与终端服务器通讯连接,所述产线控制器与plc控制器通讯连接,所述plc控制器与相机通信连接;
8.所述相机冷却系统包括冷却机组和相机套筒,所述冷却机组和相机套筒通过连接管进行连接。
9.优选地,所述多视角相机组包括侧边相机、顶部相机以及溜槽相机,所述侧边相机安装于辊道的传动侧并侧视带钢的运动方向,所述顶部相机安装于除磷箱体上并俯视对准带钢的运动方向,所述溜槽相机安装于滑道和收集仓之间并对准飞剪剪切的掉落物。
10.优选地,所述产线控制器包括产线系统,所述产线系统传递带钢的信号给plc控制器并通过触发接线控制多视角相机组采集图像,通过高通数据连接线输入至服务器并在处理单元进行处理,结合产线控制器的信息,得出剪切综合判定结果并通过交换机传递至终端显示器并检测结果。
11.优选地,所述产线控制器获取带钢的头部开始剪切信号,所述产线控制器传递给plc控制器经触发接线控制侧边相机、顶部相机以及溜槽相机采集头部剪切图像,侧边相机、顶部相机以及溜槽相机处理单元分别处理各自图像,汇总处理结果并结合产线控制器
输出带钢的头尾剪切判定预警结论并通过交换机传递并显示于用户终端。
12.优选地,所述侧边相机、顶部相机处理单元对带钢的头尾剪切过后形状类别进行识别,所述溜槽相机处理单元对飞剪是否有掉落进行识别。
13.优选地,所述侧边相机、顶部相机对带钢剪切后的头尾形状类别进行识别,通过处理单元分类模型对带钢的头尾图像进行分类识别出当前类别,所述溜槽相机处理单元对剪切后的连续图像进行运动目标检测识别。
14.优选地,所述侧边相机、顶部相机通过对采集的连续图像进行处理,通过带钢的像素占比超过阈值判断图像中是否有带钢。
15.优选地,所述侧边相机通过rgb和hsv模型对带钢掉落图像进行识别,当同时满足模型指标时,判断为有掉落。
16.优选地,所述服务器将各相机处理单元结果汇总经过综合判断模型输出最终检测结果。
17.与现有技术相比,本发明具有如下的有益效果:
18.1、本发明基于图像处理、深度学习模型和产线设备状态相结合的方式,实现对热轧带钢头尾剪切结果准确、无漏检式的分析判断和预警工作;
19.2、本发明通过后台处理单元处理图像结果配合终端界面显示各工位带钢剪切图像,解决了带钢运动速度快,人工监控困难,响应慢的问题;
20.3、本发明通过采用热轧带钢产线的侧边、溜槽、顶部3个工位高清工业相机采集带钢剪切过程进行剪切检测并配合终端画面显示的结构,解决了单一视角信息量不足的问题,增加了判断可靠性、准确性;
21.4、本发明通过采用多视角图像和图像处理依据深度学习模型的综合结果判断输出,精细区分形状类别,掉落物占比大小,解决了热轧带钢剪切头尾结果判定标准不统一的问题;
22.5、本发明通过产线信号和视觉检测相结合的方式判定剪切结果解决了特殊、恶劣条件下视觉系统检测信息不足的问题,增加了可靠信息量;
23.6、本发明通过相机冷却装置解决了热轧产线检测相机因过热故障频出的问题。
附图说明
24.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:
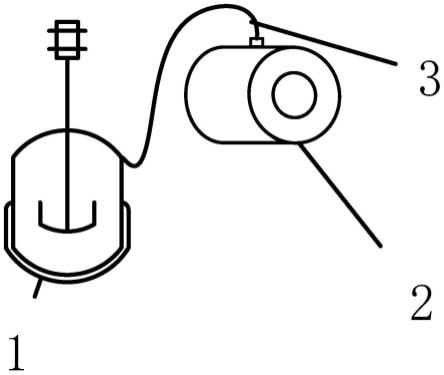
25.图1为本发明冷却机组和相机套筒的示意图;
26.图2为本发明的硬件示意图;
27.图3为本发明的软件示意图。
28.其中:
29.1、冷却机组
ꢀꢀꢀꢀꢀꢀ
6、溜槽相机
ꢀꢀꢀꢀꢀꢀ
11、飞剪
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
16、触发接线
30.2、相机套筒
ꢀꢀꢀꢀꢀꢀ
7、滑道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
12、除磷箱体
ꢀꢀꢀꢀꢀ
17、高通数据连接线
[0031][0032]
3、连接管
ꢀꢀꢀꢀꢀꢀꢀꢀ
8、收集仓
ꢀꢀꢀꢀꢀꢀꢀꢀ
13、带钢
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
18、服务器
[0033]
4、侧边相机
ꢀꢀꢀꢀꢀꢀ
9、辊道
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
14、产线系统
ꢀꢀꢀꢀꢀ
19、交换机
[0034]
5、顶部相机
ꢀꢀꢀꢀꢀꢀ
10、掉落物
ꢀꢀꢀꢀꢀꢀꢀ
15、plc控制器
ꢀꢀꢀꢀ
20、终端显示器
具体实施方式
[0035]
下面结合具体实施例对本发明进行详细说明。以下实施例将有助于本领域的技术人员进一步理解本发明,但不以任何形式限制本发明。应当指出的是,对本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变化和改进。这些都属于本发明的保护范围。
[0036]
参照图1和图2,本发明提供一种基于机器视觉的热轧带钢切头尾掉落检测与识别系统,采用热轧产线切头尾工位信号触发多工位、多视角高清工业相机,采集热轧产线带钢切头尾工序连续帧图像;基于图像处理、深度学习模型和产线设备状态相结合的方式,实现对热轧带头尾剪切结果准确、无漏检式的分析判断和预警工作。
[0037]
参照图3,本发明提供的一种基于机器视觉的热轧带钢切头尾掉落检测与识别系统,包括:相机冷却系统、多视角相机组、后台服务器以及产线控制器,后台与终端服务器间通讯连接,产线与plc控制器通讯连接,plc控制器与相机间通信连接。
[0038]
相机冷却系统包括冷却机组1和相机套筒3,二者通过连接管2进行连接。多视角相机组包括侧边相机4、顶部相机5以及溜槽相机6,侧边相机4安装于辊道9传动侧并侧视带钢13运动方向,顶部相机安装于除磷箱12并俯视对准带钢13运动方向,溜槽相机6安装与滑道7和收集仓8间,对准飞剪11剪切后的掉落物10。处理系统包括产线系统14传递带钢11信号给plc控制器15通过触发线16控制多视角相机组采集图像,通过高通数据传输线17输入服务器18,并在处理单元进行处理,最终,结合产线设备信息,得出剪切综合判定结果并通过交换机19传递至终端20显示检测结果。
[0039]
热轧产线控制器14获取带钢13头部开始剪切信号,并传递给系统plc控制器15经触发线16控制侧边相机4、顶部相机5以及溜槽相机6采集头部剪切图像,侧边相机4、顶部相机5以及溜槽相机6处理单元分别处理各自图像,汇总处理结果并结合产线信息14最终输出带钢头尾剪切判定预警结论并通过交换机19传递显示于用户终端20。
[0040]
侧边相机4、顶部相机5处理单元对带钢头尾剪切过后形状类别进行识别,溜槽相机6处理单元对飞剪是否有掉落进行识别,产线信息包含飞剪11是否动作,辊道9压力状态是否异常。
[0041]
侧边相机4、顶部相机5对带钢剪切后头尾形状类别进行识别,通过处理单元分类模型对合适位置带钢头尾图像进行分类识别出当前类别,溜槽相机6处理单元对剪切后连续图像进行运动目标检测识别并取最优位置进行显示。通过产线飞剪波动跳变监控飞剪是否完成,辊缝信号跳变超过阈值识为辊缝压力异常。
[0042]
侧边相机4、顶部相机5,通过对采集的连续图像进行处理,通过带钢像素占比超过阈值判断图像中是否有带钢。并对有带钢的图像进行处理,通过满足多个带钢识别区域带确定合适位置带钢头尾图像。
[0043]
侧边相机6通过rgb和hsv模型对带钢掉落图像进行识别,当同时满足模型指标时,判断为有掉落。并对有掉落图像中带钢质心位置和连通域大小进行综合判断得出最优掉落显示位置图像。
[0044]
服务器将各相机处理单元结果汇总经过综合判断模型输出最终检测结果,同时为
保证检测结果精度和稳定性,本系统还设置特定工况参数修改以及模型分类再训练功能提升系统检测精度。
[0045]
本发明基于图像处理、深度学习模型和产线设备状态相结合的方式,实现对热轧带钢头尾剪切结果准确、无漏检式的分析判断和预警工作;通过后台处理单元处理图像结果配合终端界面显示各工位带钢剪切图像,解决了带钢运动速度快,人工监控困难,响应慢的问题;通过采用热轧带钢产线的侧边、溜槽、顶部3个工位高清工业相机采集带钢剪切过程进行剪切检测并配合终端画面显示的结构,解决了单一视角信息量不足的问题,增加了判断可靠性、准确性;通过采用多视角图像和图像处理依据深度学习模型的综合结果判断输出,精细区分形状类别,掉落物占比大小,解决了热轧带钢剪切头尾结果判定标准不统一的问题;通过产线信号和视觉检测相结合的方式判定剪切结果解决了特殊、恶劣条件下视觉系统检测信息不足的问题,增加了可靠信息量;通过相机冷却装置解决了热轧产线检测相机因过热故障频出的问题。
[0046]
本领域技术人员知道,除了以纯计算机可读程序代码方式实现本发明提供的系统及其各个装置、模块、单元以外,完全可以通过将方法步骤进行逻辑编程来使得本发明提供的系统及其各个装置、模块、单元以逻辑门、开关、专用集成电路、可编程逻辑控制器以及嵌入式微控制器等的形式来实现相同功能。所以,本发明提供的系统及其各项装置、模块、单元可以被认为是一种硬件部件,而对其内包括的用于实现各种功能的装置、模块、单元也可以视为硬件部件内的结构;也可以将用于实现各种功能的装置、模块、单元视为既可以是实现方法的软件模块又可以是硬件部件内的结构。
[0047]
以上对本发明的具体实施例进行了描述。需要理解的是,本发明并不局限于上述特定实施方式,本领域技术人员可以在权利要求的范围内做出各种变化或修改,这并不影响本发明的实质内容。在不冲突的情况下,本技术的实施例和实施例中的特征可以任意相互组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1