一种深孔多功能修镗工具头的制作方法
1.本发明涉及一种深孔多功能修镗工具头,属于机械深孔加工技术领域。
背景技术:
2.火炮加工中的一种长管类零件,其长度较长,内孔弯曲度要求不大于1mm,其内孔加工需要在深孔钻镗床上,利用导向镗孔工具头完成加工,镗孔工具头一般分为粗镗工具头和精镗工具头,粗镗工具头中装夹着内孔镗刀,主要用于粗镗和半精镗的加工;精镗工具头中装夹着浮动镗刀,主要用于精镗的加工。在粗镗和半精镗的加工过程中,由于该长管类零件坯料内孔的弯曲度较大,刀具切削加工时受力不均匀,加之材料存在一定的内应力,有时会出现镗偏的现象,此时内孔尚未加工完成,但是已经出现了不圆或即将不圆的情况,并且,因为镗偏后的壁厚差越来越大,镗偏趋势也越来越明显,内孔的弯曲度也往往是超差的,发生这种情况后,就需要用具有修偏功能的工具头进行修复加工,将已经镗偏的内孔进行修正,保证加工能继续进行,并且镗后的内孔弯曲度要满足工艺要求。
技术实现要素:
3.为了克服现有技术的不足,本发明提供了一种深孔多功能修镗工具头,该装置适用于火炮加工中长管类零件内孔的修复加工,方便实用,能够有效的将已经镗偏的内孔修正,并能满足内孔弯曲度的工艺要求。
4.本发明解决其技术问题所采用的技术方案是:一种深孔多功能修镗工具头,包括保护帽、悬臂镗杆、导向段和木导向键。
5.悬臂镗杆的左侧为锥形,圆形的保护帽通过水平方向上的螺钉c与悬臂镗杆的左侧端部的中心处固定连接,悬臂镗杆的左端上方水平面螺纹连接着两个垂直方向的螺钉a,在螺钉a的下方,悬臂镗杆中设置有一纵向的方形粗镗刀孔;悬臂镗杆的右端面与导向段的左端面固定安装,悬臂镗杆与导向段的连接方式采用四头矩形螺纹连接,导向段左侧的直径和长度均小于导向段右侧的直径和长度,导向段的左侧为导向头,悬臂镗杆能够从导向头上拆卸下来;导向段右侧的上下两端里侧分别安装有一水平方向上的木导向键,导向段右侧内部偏前端的位置处螺纹连接有垂直方向上的螺钉b,导向段的右侧尾部末端同样采用四头矩形螺纹连接的方式与镗刀杆固定连接。
6.悬臂镗杆的长度为500mm,悬臂镗杆的内部设计有减重孔;木导向键采用桦木材质,纤维方向45度。
7.深孔多功能修镗工具头的导向段可安装浮动镗刀,浮动镗刀在需要的情况下由螺钉b来固定连接,悬臂镗杆前端可安装粗镗刀,粗镗刀杆纵向穿过粗镗刀孔,由螺钉a来顶紧固定,浮动镗刀到粗镗刀的距离为500mm;由于内孔已经镗偏,想要进行修正,就必须进行悬臂镗削加工,但悬臂过长,粗镗刀杆容易震动,所以悬臂镗削的深度不大于500mm,在内孔加工发生镗偏后,将深孔多功能修镗工具头固定连接到深孔镗床的镗刀杆上,利用该工具头前方的500mm长的悬臂镗杆,在深孔内部实现500mm范围内的悬臂镗削加工,保证修复后的
内孔与机床回转中心完全同轴。悬臂镗杆的内部设计有减重孔,保证镗削的强度,减轻悬臂镗杆的重量;前端设计的保护帽用来保护顶尖孔,方便以后修磨使用。
8.悬臂镗削后,内孔光洁度不高,并且存在着一定的锥度,无法作为导向孔使用,所以,悬臂镗削后需要用浮动镗刀对内孔进行精加工,卸下该深孔多功能修镗工具头前方的悬臂镗杆及粗镗刀,用后半部分的导向段装夹浮动镗刀对内孔进行修光,之后再利用修镗后的内孔部分作为导向,悬臂加工下一段内孔,如此交替进行,完成已镗偏内孔的修复。修复完成后,去掉前端悬臂镗杆,用该工具头后导向段装夹浮动镗刀对工件内孔进一步加工,保证内孔的粗糙度,如需要进一步修正弯曲度,可利用螺钉b将浮动镗刀固定再进行镗削加工。
9.深孔多功能修镗工具头具有悬臂镗削、导向镗削及镗偏后的修复三种功能;悬臂刀杆与导向段连接用四头矩形螺纹,连接可靠,装卸方便;导向采用桦木材质的木导向键,纤维方向45度,工作中利用已加工完的内孔端面对导向键进行切削,使导向圆尺寸与内孔尺寸完全相同,加工过程中冷却液将木导向键浸湿,利用桦木的膨胀性,保证木导向键与内孔紧密贴合,导向可靠。
10.本发明的有益效果是:本发明结构设计合理,安全实用,能够有效的将已经镗偏的内孔修正,并能满足内孔弯曲度的工艺要求,设计专用的修镗工具头对这些粗镗或者半精镗不圆的长管类零件进行挽救,可提高产品的质量,避免经济损失;同时,该工具头充分借鉴了以往修复经验,在使用过程中,操作方便,可大大提高修复加工效率和降低操作者劳动强度;在不需要修复加工时,也可作为精镗工具头使用,有非常好的实用性和经济性。
附图说明
11.下面结合附图和具体实施方式对本发明进一步说明。
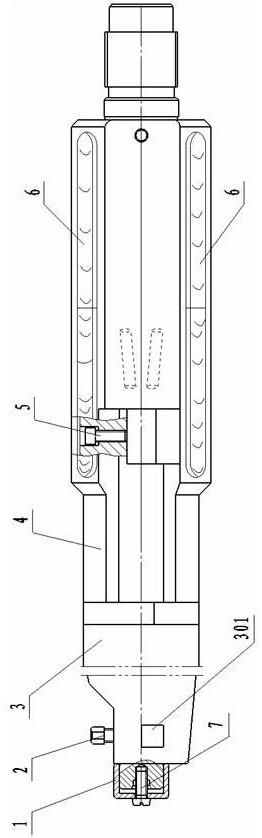
12.图1是本发明的主视图。
13.图2是本发明的俯视图。
14.图3是本发明的工作过程示意图。
15.图4是本发明的木导向键的示意图。
16.图5是本发明的木导向键的剖面示意图。
17.图中标号:1、保护帽,
ꢀꢀ
2、螺钉a,
ꢀꢀ
3、悬臂镗杆,
ꢀꢀ
301、粗镗刀孔,
ꢀꢀ
4、导向段,
ꢀꢀ
5、螺钉b,
ꢀꢀ
6、木导向键,
ꢀꢀ
7、螺钉c,
ꢀꢀ
8、已镗偏内孔,
ꢀꢀ
9、修镗后的内孔,
ꢀꢀ
10、镗刀杆。
具体实施方式
18.如图1—5所示,一种深孔多功能修镗工具头,包括保护帽1、悬臂镗杆3、导向段4和木导向键6,悬臂镗杆3的左侧为锥形,圆形的保护帽1通过水平方向上的螺钉c7与悬臂镗杆3的左侧端部的中心处固定连接,悬臂镗杆3的左端上方水平面螺纹连接着两个垂直方向的螺钉a2,在螺钉a2的下方,悬臂镗杆1中设置有一纵向的方形粗镗刀孔301;悬臂镗杆3的右端面与导向段4的左端面固定安装,悬臂镗杆3与导向段4的连接方式采用四头矩形螺纹连接,导向段4左侧的直径和长度均小于导向段4右侧的直径和长度,导向段4的左侧为导向头,悬臂镗杆3能够从导向头上拆卸下来;导向段4右侧的上下两端里侧分别安装有一水平
方向上的木导向键6,导向段4右侧内部偏前端的位置处螺纹连接有垂直方向上的螺钉b5,导向段4的右侧尾部末端同样采用四头矩形螺纹连接的方式与镗刀杆10固定连接。
19.悬臂镗杆3的长度为500mm,悬臂镗杆3的内部设计有减重孔;木导向键6采用桦木材质,纤维方向45度。
20.深孔多功能修镗工具头的导向段4可安装浮动镗刀,浮动镗刀在需要的情况下由螺钉b5来固定连接,悬臂镗杆3前端可安装粗镗刀,粗镗刀杆纵向穿过粗镗刀孔301,由螺钉a2来顶紧固定,浮动镗刀到粗镗刀的距离为500mm;由于内孔已经镗偏,想要进行修正,就必须进行悬臂镗削加工,但悬臂过长,粗镗刀杆容易震动,所以悬臂镗削的深度不大于500mm,在内孔加工发生镗偏后,将深孔多功能修镗工具头固定连接到深孔镗床的镗刀杆10上,利用该工具头前方的500mm长的悬臂镗杆3,在深孔内部实现500mm范围内的悬臂镗削加工,保证修复后的内孔与机床回转中心完全同轴。悬臂镗杆3的内部设计有减重孔,保证镗削的强度,减轻悬臂镗杆3的重量;前端设计的保护帽1用来保护顶尖孔,方便以后修磨使用。
21.悬臂镗削后,内孔光洁度不高,并且存在着一定的锥度,无法作为导向孔使用,所以,悬臂镗削后需要用浮动镗刀对内孔进行精加工,卸下该深孔多功能修镗工具头前方的悬臂镗杆3及粗镗刀,用后半部分的导向段4装夹浮动镗刀对内孔进行修光,之后再利用修镗后的内孔9部分作为导向,悬臂加工下一段内孔,如此交替进行,完成已镗偏内孔8的修复。修复完成后,去掉前端悬臂镗杆3,用该工具头后导向段4装夹浮动镗刀对工件内孔进一步加工,保证内孔的粗糙度,如需要进一步修正弯曲度,可利用螺钉b5将浮动镗刀固定再进行镗削加工。
22.深孔多功能修镗工具头具有悬臂镗削、导向镗削及镗偏后的修复三种功能;悬臂刀杆3与导向段4连接用四头矩形螺纹,连接可靠,装卸方便;导向采用桦木材质的木导向键6,纤维方向45度,工作中利用已加工完的内孔端面对导向键进行切削,使导向圆尺寸与内孔尺寸完全相同,加工过程中冷却液将木导向键浸湿,利用桦木的膨胀性,保证木导向键6与内孔紧密贴合,导向可靠。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1