一种摆动锯刀片的快装机构的制作方法
1.本发明涉及切割工具技术领域,特别涉及一种摆动锯刀片的快装机构。
背景技术:
2.摆动锯是一种驱动锯片摆动的工具,现有的摆动锯的结构包括:机壳,在机壳的前部设置有通过轴承安装的旋转轴,旋转轴的下端伸出机壳,在旋转轴的下端上设置有锯片,在机壳中还设置有一个摆动块,摆动块的一端与旋转轴的中部相固定,摆动块的另一端上设置有驱动槽,在机壳的后部设置有电机,在电机和旋转轴之间设置有通过轴承安装的驱动轴,驱动轴与电机的输出轴相传动连接,在驱动轴的输出端上设置有偏心轴,在偏心轴上套装有位于驱动槽中的轴承,当电机驱动驱动轴旋转使偏心轴作偏心旋转时,偏心轴上的轴承能通过顶推驱动槽的左右两侧来驱动摆动块摆动,从而使旋转轴带着锯片摆动。
3.现有的锯片通常包括有快装刀片1’和慢装刀片7’,快装刀片1’如图1所示,包括有连接部2’和切割部3’,连接部2’开设有中心连接孔4’和若干定位孔5’,中心连接孔4’的一边形成有缺口11’,切割部3’设置有若干切割齿6’;慢装刀片7’如图2所示,包括有环状的连接部2’及设置于连接部2’上的弧形切割部3’,连接部2’中心开设有中心连接孔4’,其周边开设有若干定位孔5’。
4.现有公开号为cn106737446a的中国专利公开了一种手持式工具及其夹紧装置,其中,锁定件包括位于底部的环状压板和自压板的中部轴向向上延伸的杆部,杆部的末端设有外螺纹,安装时,杆部穿过输出轴的腔体并与锁紧件螺纹锁紧。如此,若安装快装刀片时,将杆部相对锁紧拧松,使得杆部沿轴向远离锁紧件一定间距即可将快装刀片通过缺口安装于输出轴的平板安装部,但是,当安装慢装刀片时,需将杆部完全从锁紧件沿螺纹拧下取出,才能将慢装刀片进行安装,如此,拧动过程需耗费较大力气,存在刀片安装不便、安装不到位、易松动的问题。
技术实现要素:
5.本发明的目的是提供一种摆动锯刀片的快装机构,具有刀片安装快速、便捷、到位且不易松动的效果。
6.本发明的上述技术目的是通过以下技术方案得以实现的:一种摆动锯刀片的快装机构,包括有机头,机头上转动设置有偏心扳机,机头内设置有压块、中空的输出轴、压板杆及连接于输出轴的传动部件,偏心扳机驱使压块向机头内运动,压板杆设置于输出轴内,压板杆的前端设置有压板,压板与输出轴端面相抵配合;
7.压块内铰接有至少一个锁紧块,锁紧块与压板杆之间设置有啮合结构,啮合结构包括有啮合槽和啮合齿,啮合槽设于锁紧块和/或压板杆,啮合齿对应设置于压板杆和/或锁紧块;
8.锁紧块设置有抵触面,抵触面与输出轴抵触配合,当锁紧块与压板杆啮合时,抵触面相对输出轴倾斜,当压块驱使锁紧块沿压板杆轴向向靠近输出轴运动时,输出轴与抵触
面抵触配合,驱使锁紧块的啮合部远离压板杆;
9.机头内设第一弹性件、第二弹性件,第一弹性件驱使压块向机头外运动,第二弹性件驱使锁紧块始终具有啮合于压板杆的运动趋势。
10.通过采用上述技术方案,在初始状态下,偏心扳机远离压块,压块在第一弹性件的弹力作用下相对位于机头的上端位置,此时,锁紧块在第二弹性件的弹力作用下,通过啮合结构与压板杆啮合锁定,压板杆无法相对中空的输出轴沿轴向运动;当安装刀片时,通过扳动偏心扳机,在偏心扳机的偏心推力下使得压块相对机头向内侧位置移动,压块移动的同时带动锁紧块下移,当锁紧块的抵触面抵触于输出轴上时,使得锁紧块发生转动,两者之间的啮合结构相分离,即对压板杆实现解锁,将压板杆从输出轴内沿轴向取出后,将慢装刀片套于压板杆上;随后将压板杆重新插入输出轴,将偏心扳机复位,在第一弹性件和第二弹性件的弹力作用下,压块和锁紧块分别复位,锁紧块重新啮合于压板杆的侧壁实现重新锁定。此外,当偏心扳机处于已复位的状态下,压板杆也可直接插入,插入过程中压板杆侧壁使得锁紧块的啮合部位向外扩张,对第二弹性件产生一定的压缩,如此,直接将压板杆插入锁定进行刀片的安装,省时省力,具有安装快速、便捷的效果,且安装较到位,若干齿与槽相啮合不易产生松动现象。
11.本发明的进一步设置为:锁紧块的一端设置为锁紧端,锁紧端设置为向压板杆靠近的延伸部,啮合齿对应设置于延伸部,当压块驱使锁紧块转动时,延伸部沿圆弧形轨迹向远离压板杆运动。
12.本发明的进一步设置为:抵触面与输出轴之间形成有轴向的位移间隙。
13.通过采用上述技术方案,位移间隙的设置使得偏心扳机将压块下压的距离小于或等于位移间隙时,同时带动锁紧块和压板杆相对输出轴下压,此过程中,由于抵触面未与输出轴之间形成抵触作用,使得锁紧块不会发生相对转动而远离压板杆,此时,由于压板杆前端的压板与输出轴端面之间形成有间隙,因此,无需将压板杆完全取出,即可把快装刀片的缺口处伸入于压板和输出轴端面之间,当压块带动压板杆复位时,即可将快装刀片压紧固定于压板和输出轴端面间实现快速安装的过程。
14.本发明的进一步设置为:机头内设置有拨叉,拨叉套设于输出轴外,且拨叉连接于传动部件。
15.通过采用上述技术方案,传动部件外接电机,即可通过拨叉带动输出轴转动。
16.本发明的进一步设置为:第一弹性件设置为复位弹簧,复位弹簧的一端抵于拨叉,复位弹簧的另一端抵于压块。
17.通过采用上述技术方案,当压块受偏心扳机的偏心推力作用后,向机头内运动时,对复位弹簧产生压力,使得复位弹簧蓄力,当偏心扳机撤去对压块的作用力后,在复位弹簧的弹力作用下自动复位。
18.本发明的进一步设置为:机头内壁嵌入设置有挡圈,复位弹簧驱使压块始终具有抵于挡圈的运动趋势。
19.通过采用上述技术方案,挡圈的设置可对压块在复位时位移的行程进行限制,防止压块由于受到复位弹簧的弹力作用而整体脱离机头,具有较好的限位抵挡、防脱的作用。
20.本发明的进一步设置为:第二弹性件设置为伸缩弹簧,伸缩弹簧的一端抵于拨叉,伸缩弹簧的另一端抵于锁紧块,锁紧块设置有与伸缩弹簧限位配合的限位台阶。
21.通过采用上述技术方案,限位台阶可对伸缩弹簧的进行限位,防止锁紧块在转动时与伸缩弹簧相脱离。
22.本发明的进一步设置为:压块上铰接有两个对称的锁紧块,锁紧块通过铰接轴铰接于压块上,锁紧块的一端与压板杆的侧壁相啮合,锁紧块的另一端与第二弹性件相抵配合;两个锁紧块配合形成u字形,u字形的开口方向与压板杆相对输出轴抽离的方向相同。
23.通过采用上述技术方案,将两个锁紧块对称设置,使得啮合时的作用力相对称地作用于压板杆上,两侧锁紧块对压板杆的侧壁可起到较好的夹紧锁紧作用,由于两个锁紧块锁紧时形成u字形,若在锁紧状态下,对压板杆沿轴向施加向外拉动的拉力,在啮合结构的啮合作用下,使得锁紧块的啮合部位向靠近压板杆的方向运动,从而即可使得锁紧块夹紧压板杆的夹紧力更大,压板杆无法沿轴向运动而脱离,具有较高的安全性、可靠性和稳定性。
24.本发明的进一步设置为:啮合齿设置为棘齿或三角齿,啮合齿及啮合槽的开设方向与锁紧块转动时形成的圆弧路径相适配。
25.本发明的进一步设置为:输出轴的端面沿周向设置有若干定位柱。
26.通过采用上述技术方案,当刀片安装于输出轴端面时,将定位柱对应插入于刀片的定位孔中即可起到预定位的作用。
27.综上所述,本发明具有以下有益效果:
28.1.采用在压块上铰接锁紧块的方式,将锁紧块与压板杆侧壁通过啮合结构相啮合,当安装刀片时,压块移动带动锁紧块位移,当锁紧块的抵触面抵触于输出轴上时,使得锁紧块发生转动,使得两者之间的啮合结构相分离,即对压板杆实现解锁,将压板杆从输出轴内沿轴向取出后,将慢装刀片套于压板杆上;将压板杆重新插入输出轴,锁紧块重新啮合于压板杆的侧壁实现重新锁定,如此,省时省力,具有安装快速、便捷的效果,且安装较到位,若干齿与槽相啮合不易产生松动现象;
29.2.采用在锁紧块的抵触面与输出轴之间设置位移间隙的方式,仅需将压块下压的距离小于或等于位移间隙,即可使得压板杆前端的压板与输出轴端面之间形成供快装刀片插入的间隙,无需将压板杆完全取出,即可把快装刀片的缺口处伸入于压板和输出轴端面之间,此过程中,锁紧块始终将压板杆锁紧限位,压板块不易随意脱离机头;
30.3.采用两个锁紧块配合形成u字形,u字形的开口方向与压板杆相对输出轴抽离的方向相同,当压板杆受到沿轴向施加向外拉动的拉力,在啮合结构的啮合作用下,使得锁紧块的啮合部位向靠近压板杆的方向运动,从而即可使得锁紧块夹紧压板杆的夹紧力更大,压板杆无法沿轴向运动而脱离,具有较高的安全性、可靠性和稳定性。
附图说明
31.图1是现有技术中快装刀片的结构关系示意图。
32.图2是现有技术中慢装刀片的结构关系示意图。
33.图3是实施例的整体结构关系示意图。
34.图4是实施例的俯视图。
35.图5是图4中a
‑
a截面的剖视图。
36.图6是实施例的另一视角的内部结构剖视图,其中锁紧块处于解锁状态。
37.图7是实施例的侧视图。
38.图8是图7中b
‑
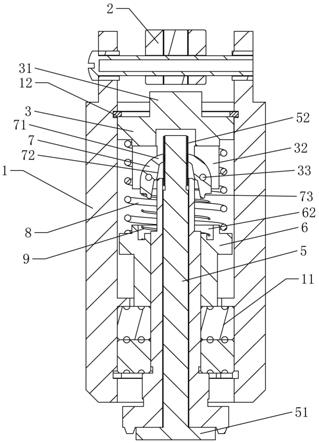
b截面的剖视图。其中锁紧块处于锁紧定位状态。
39.图9是实施例的偏心扳机处于中间位置状态的结构关系示意图。
40.图中:1’、快装刀片;11’、缺口;2’、连接部;3’、切割部;4’、中心连接孔;5’、定位孔;6’、切割齿;7’、慢装刀片;1、机头;11、轴承;12、挡圈;2、偏心扳机;3、压块;31、凸块;32、安装槽;33、铰接轴;4、输出轴;41、定位柱;5、压板杆;51、压板;52、啮合槽;6、拨叉;61、传动部件;62、环形嵌槽;7、锁紧块;71、延伸部;711、啮合齿;72、抵触面;73、限位台阶;8、复位弹簧;9、伸缩弹簧。
具体实施方式
41.下面结合附图对本发明作进一步的说明。为了便于说明,下述的“上”、“下”均与附图5所示方向一致。
42.一种摆动锯刀片的快装机构,如图3所示,包括有机头1,机头1上转动设置有偏心扳机2,偏心扳机2可相对机头1定位于左、中、右三个不同的位置。
43.如图4和图5所示,机头1内设置有压块3、中空的输出轴4、压板杆5及连接于输出轴4的传动部件61,压块3活动设置于机头1内,压块3对应于机头1外侧的一端设置有凸块31,凸块31与偏心扳机2配合作用,当偏心扳机2抵触于凸块31时,即可驱使压块3向机头1内运动。中空的输出轴4通过两个轴承11转动设置于机头1内,压板杆5同轴安装于输出轴4内,且压板杆5可沿输出轴4轴向位移。机头1内设置有拨叉6,拨叉6套设于输出轴4外,且拨叉6连接于传动部件61,传动部件61外接电机,即可通过拨叉6带动输出轴4转动。压板杆5的下端设置有压板51,压板51与输出轴4端面相抵配合,输出轴4的端面沿周向设置有若干定位柱41。
44.如图5
‑
8所示,压块3开设有两个安装槽32,安装槽32内通过铰接轴33一一对应地铰接有两个锁紧块7,两个锁紧块7对称设置,两个锁紧块7配合形成u字形,u字形的开口方向与压板杆5相对输出轴4抽离的方向相同。
45.如图5
‑
8所示,锁紧块7与压板杆5之间设置有啮合结构,啮合结构包括有啮合槽52和啮合齿711,锁紧块7的上端设置为锁紧端,锁紧端设置为向压板杆5靠近的延伸部71,延伸部71设置有啮合齿711,压板杆5的上部侧壁设置有啮合槽52,锁紧块7与压板杆5之间通过啮合结构锁紧定位。在其他实施例中,还可采用将啮合槽52设于锁紧块7、啮合齿711设于压板51杆5上的方式。锁紧块7靠近压板杆5的侧壁设置有抵触面72,抵触面72与输出轴4的上端部抵触配合,当锁紧块7与压板杆5的侧壁啮合时,抵触面72相对输出轴4倾斜,当压块3驱使锁紧块7沿压板杆5轴向向靠近输出轴4运动时,输出轴4与抵触面72抵触配合,驱使锁紧块7的锁紧端远离压板杆5;抵触面72的最低处与输出轴4之间形成有轴向的位移间隙。
46.如图5
‑
8所示,机头1内设第一弹性件、第二弹性件,第一弹性件驱使压块3向机头1上运动,第二弹性件驱使锁紧块7始终具有啮合于压板杆5的运动趋势。第一弹性件设置为复位弹簧8,复位弹簧8的下端抵于拨叉6的上端面,复位弹簧8的上端抵于压块3的下端面,当压块3受偏心扳机2的偏心推力作用后,向机头1内运动时,对复位弹簧8产生压力,使得复位弹簧8蓄力,当偏心扳机2撤去对压块3的作用力后,在复位弹簧8的弹力作用下自动复位。机头1的上部内壁嵌入设置有挡圈12,复位弹簧8驱使压块3始终具有抵于挡圈12的运动趋
势。挡圈12的设置可对压块3在复位时位移的行程进行限制,防止压块3由于受到复位弹簧8的弹力作用而整体脱离机头1,具有较好的限位抵挡、防脱的作用。第二弹性件设置为伸缩弹簧9,拨叉6的上端面开设有环形嵌槽62,伸缩弹簧9的下端嵌于拨叉6的环形嵌槽62内,伸缩弹簧9的上端抵于锁紧块7,锁紧块7设置有与伸缩弹簧9限位配合的限位台阶73。限位台阶73可对伸缩弹簧9进行限位,防止锁紧块7在转动时与伸缩弹簧9相脱离。锁紧块7的一端与压板杆5的侧壁相啮合,锁紧块7的另一端与伸缩弹簧9相抵配合。
47.本发明的基本工作原理为:在初始状态下,偏心扳机2远离压块3(如图7所示),压块3在复位的弹力作用下相对位于机头1的上侧位置,此时,锁紧块7在伸缩弹簧9的弹力作用下,通过啮合结构与压板杆5啮合锁定,压板杆5无法相对中空的输出轴4沿轴向运动。
48.当安装快装刀片1’时,将偏心扳机2自左侧扳向中部(如图9),在偏心扳机2的偏心推力下使得压块3相对机头1向内侧位置移动一定距离,压块3移动的同时带动锁紧块7下移,压块3下压的距离小于或等于位移间隙时,同时带动锁紧块7和压板杆5相对输出轴4下压,此过程中,由于抵触面72未与输出轴4之间形成抵触作用,使得锁紧块7不会发生相对转动而远离压板杆5。此时,由于压板杆5前端的压板51与输出轴4端面之间形成有间隙,因此,无需将压板杆5完全取出,即可把快装刀片1’的缺口11’处伸入于压板51和输出轴4端面之间,将定位柱41对应插入于刀片的定位孔5’中即可起到预定位的作用。随后将偏心扳机2复位至左侧,在复位弹簧8的弹力作用下,压块3上移复位并带动压板杆5复位,即可将快装刀片1’压紧固定于压板51和输出轴4端面间实现快速安装的过程。
49.当安装慢装刀片7’时,将偏心扳机2自左侧扳向右侧,在偏心扳机2的偏心推力下使得压块3相对机头1向下位置移动较大距离,当锁紧块7的抵触面72抵触于输出轴4上时,使得锁紧块7发生转动,直至抵触面72平行贴于输出轴4的外壁,延伸部71沿圆弧形轨迹向远离压板杆5运动,使得两者之间的啮合结构相分离,即对压板杆5实现解锁,将压板杆5从输出轴4内沿轴向取出后,将慢装刀片7’套于压板杆5上;随后将压板杆5重新插入输出轴4,将偏心扳机2复位,在复位弹簧8和伸缩弹簧9的弹力作用下,压块3和锁紧块7分别复位,锁紧块7重新啮合于压板51杆5的侧壁实现重新锁定。
50.此外,当插入压板杆5前偏心扳机2处于已复位的状态下,压板杆5也可直接插入,插入过程中压板杆5侧壁使得锁紧块7的啮合部位向外扩张,对伸缩弹簧9产生一定的压缩,如此,直接将压板杆5插入锁定进行刀片的安装,省时省力,具有安装快速、便捷的效果,且安装较到位,若干齿与槽相啮合不易产生松动现象。
51.将两个锁紧块7对称设置,使得啮合时的作用力相对称,两侧锁紧块7对压板杆5的侧壁可起到较好的夹紧锁紧作用,由于两个锁紧块7锁紧时形成u字形,若在锁紧状态下,对压板杆5沿轴向施加向外拉动的拉力,在啮合结构的啮合作用下,使得锁紧块7的啮合部位向靠近压板杆5的方向运动,从而即可使得锁紧块7夹紧压板杆5的夹紧力更大,压板杆5无法沿轴向运动而脱离,具有较高的安全性、可靠性和稳定性。
52.在此需要说明的是,在本实施例中,啮合齿711设置为棘齿状,在其他实施例中,还可将啮合齿711设置为三角齿状或槽状,啮合齿711及啮合槽52的开设方向与锁紧块7转动时形成的圆弧路径相适配。
53.由于本实施例的割锯使用方式与现有技术相同,在此不再赘述。
54.以上所述仅是本发明的较佳实施方式,故凡依本发明专利申请范围所述的构造、
特征及原理所做的等效变化或修饰,均包括于本发明专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1