一种电机生产用接线片铆接设备的制作方法
1.本发明涉及电机生产技术领域,具体为一种电机生产用接线片铆接设备。
背景技术:
2.铆接具有工艺设备简单、抗震、耐冲击和牢固可靠等优点。
3.现有技术中公开的一种电机接线片装配结构实用新型案件中,发明专利申请号为cn201822021561.6的中国专利,一种电机接线片装配结构,包括电机端盖,其特征在于,在所述电机端盖上设有铆接刀口,在所述铆接刀口上连接设有铆接台,所述铆接刀口设置成“凹”字形,在所述铆接刀口的左右两侧分别设有接线片,所述接线片设置成内部中空的腔体,在所述铆接台的一端设有铆接处和左右两侧的压紧处;铆接工装结构简单,易加工,可以更好地满足机械加工和生产使用的要求;连接后机械固持强度可靠,可以满足目前汽车发动机用电机的高抗振动性要求,实用性强。
4.针对该实用新型提供的结构,现有的铆压设备,多通过端盖与接线片分别与铆压设备对准,再由铆压设备按预定路线移动,使端盖的铆接孔与接线片对齐,而后进行铆接,这就使得,若端盖的铆接孔相对端盖的位置有所偏差,就易使得端盖的铆接孔与接线片无法对齐,进而在铆接过程中,会发生铆接失败,同时损伤工件。
5.基于此,本发明设计了一种电机生产用接线片铆接设备,以解决上述问题。
技术实现要素:
6.本发明的目的在于提供一种电机生产用接线片铆接设备,以解决上述背景技术中提出了针对该实用新型提供的结构,现有的铆压设备,多通过端盖与接线片分别与铆压设备对准,再由铆压设备按预定路线移动,使端盖的铆接孔与接线片对齐,而后进行铆接,这就使得,若端盖的铆接孔相对端盖的位置有所偏差,就易使得端盖的铆接孔与接线片无法对齐,进而在铆接过程中,会发生铆接失败,同时损伤工件的问题。
7.为实现上述目的,本发明提供如下技术方案:一种电机生产用接线片铆接设备,包括电机端盖、接线片,所述电机端盖内设置有用于铆接接线片的铆接插孔,还包括定位机构、检测机构、铆压机构、端盖安装架和外接的固定机构,所述电机端盖安装在端盖安装架上,所述定位机构安装在端盖安装架上方,所述定位机构包括定位板和第一驱动机构,所述检测机构滑动安装在定位板内,所述铆压机构安装在检测机构上,所述接线片安装在铆压机构内,所述第一驱动机构安装在外接的固定机构上;在第一驱动机构的控制下,所述定位机构用于将检测机构的位置与电机端盖中的铆接插孔预定位置对齐,所述检测机构能够依据铆接插孔相对电机端盖的实际位置和预定位置间的误差。
8.作为本发明的进一步方案,所述第一驱动机构包括传动轴,所述传动轴与定位板顶面固定连接,所述传动轴上端传动连接有电机,所述电机与固定机构固定连接。
9.作为本发明的进一步方案,所述定位板下端四周设置有第一导向角,所述电机端盖外壁固定设置有定位块,所述定位块用于配合定位板,对定位板和电机端盖相对位置进
行定位。
10.作为本发明的进一步方案,所述检测机构包括滑动壳,所述滑动壳内滑动连接有滑板,所述滑板顶部竖直滑动连接有定位销,所述定位销贯穿滑板的顶部并延伸至滑动壳的底部下方,所述定位销下端设置有第二导向角,所述定位销和滑动壳分别连接有第一动力机构和第二动力机构,所述第一动力机构和第二动力机构分别驱动定位销和滑动壳,并且当所述第一动力机构驱动定位销下移完成后,第一动力机构会对滑板进行限位,使滑板与滑动壳相对静止。
11.作为本发明的进一步方案,所述滑板顶部设置有位于定位销右侧的导向槽;所述接线片滑动安装在导向槽内,所述铆压机构安装在导向槽上方,所述铆压机构包括铆压块,所述铆压块设置在导向槽的上方,所述铆压块顶部底面竖直滑动有第一滑杆,所述第一滑杆固定连接在滑板的顶部,所述铆压块外接有第二驱动机构,所述第二驱动机构用于驱动铆压块进行竖直方向上的位移。
12.作为本发明的进一步方案,所述第二动力机构包括第一气缸,所述第一气缸固定安装在定位板上端,所述第一气缸的输出端固定连接有第一连接块,所述连接块与滑动壳上端固定连接。
13.作为本发明的进一步方案,所述第一动力机构包括第二气缸,所述第二气缸嵌装在定位板上端,所述第二气缸的输出端固定连接有第二连接块,所述第二连接块固定连接有滑动块,所述滑动块竖直滑动连接有第二滑杆,所述第二滑杆下端与定位板上端固定连接;所述滑动块朝向定位销的侧壁上开设有第一滑槽,所述定位销上端固定连接有第三滑杆,所述第三滑杆上滑动安装有第一导向杆,所述第一导向杆和定位销之间安装有弹簧,所述第一导向杆与第一滑槽滑动连接;所述滑动块上设置有限位结构,所述限位结构在定位销下移完成后,通过挤压力使滑板与滑动壳相对静止;所述第三滑杆上端和第一导向杆上端共同设置有用于控制第二驱动机构电源通断的位置传感器,当第三滑杆上端和第一导向杆上端接触时。
14.作为本发明的进一步方案,所述限位结构包括第二导向杆,所述滑动块的侧壁上位于第一滑槽下方开设有第二滑槽;所述第二滑槽与第二导向杆滑动连接。
15.作为本发明的进一步方案,所述端盖安装架包括支撑机构,所述电机端盖放置在支撑机构上端面上,所述支撑机构四周均弹性滑动安装有夹手,所述夹手用于夹紧固定电机端盖。
16.与现有技术相比,本发明的有益效果是:
17.1.首先,本发明方案的铆接过程,采用自动化铆接,即提高了铆接效率,又减少了人工误操作带来的损失;然后,本发明方案的铆接过程中,利用检测机构带动铆压机构进行位移,对铆接插孔相对电机端盖的实际位置和预定位置间的误差进行补偿的方式,避免了传统铆压设备,对于铆接插孔错位但可以满足正常使用的电机端盖无法铆接,甚至由于强行铆接而导致的工件损毁的现象出现,进一步地提高了产量,降低了不良率;同时,本发明的设备对于铆接插孔错位严重检测机构带动铆压机构进行位移无法完全补偿导致无法满足铆压机构铆接的电机端盖,铆压机构不会进行铆接工作,使得,设备进一步地减小了相关工件的损耗,降低了生产成本。
18.2.利用第二导向角的导向作用,带动铆压机构进行位移,以补偿铆接插孔的位置
误差,进而保证有些许错位的铆接插孔可以被正常铆接,防止因铆接插孔错位,而导致的铆接失败,工件损坏;另外,本结构采用简单的机械结构的相互作用,相对常见的高精度电子检测机构,具有成本低廉,结构稳定,以及易于检修的优点。
19.3.本方案中第二导向杆通过弹簧间接驱动定位销下移,将定位销下移量即定位销进入铆接插孔的高度,进一步的,是铆接插孔的错位程度反馈到弹簧的压缩量进行体现,进一步的弹簧的压缩量可以由第二导向杆上端与第三滑杆上端的间距体现,将检测结果通过第二导向杆上端与第三滑杆上端间的相对移动体现,检测结果更加直观,并且本方案通过第二导向杆上端与第三滑杆上端的间距通过机械结构对后续铆压工序进行控制,使检测结果的体现和反馈都是通过机械动作进行的,使系统关联性更强,运行更稳定。
附图说明
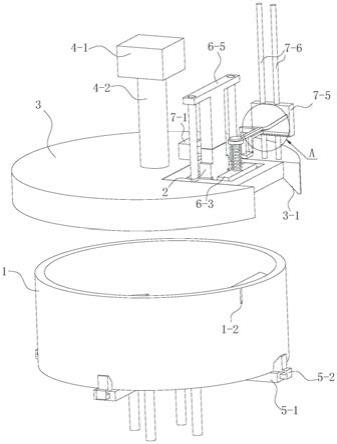
20.图1为本发明总体结构左视示意图;
21.图2为图1中a处结构放大示意图;
22.图3为电机端盖与端盖安装架的配合结构示意图;
23.图4为图3中b处结构放大示意图;
24.图5为本发明总体结构右视示意图;
25.图6为检测机构及铆压机构的结构示意图;
26.图7为图6中滑动壳剖切后的结构示意图;
27.图8为图6状态下的仰视示意图;
28.图9为对比例中的电机端盖和接线片的结构示意图。
29.附图中,各标号所代表的部件列表如下:
30.电机端盖1、铆接插孔1
‑
1、定位块1
‑
2、接线片2、定位板3、第一导向角3
‑
1、电机4
‑
1、传动轴4
‑
2、支撑机构5
‑
1、夹手5
‑
2、滑动壳6
‑
1、滑板6
‑
2、定位销6
‑
3、第三滑杆6
‑3‑
1、弹簧6
‑3‑
2、第二导向角6
‑3‑
3、导向槽6
‑
4、铆压块6
‑
5、第一滑杆6
‑
6、第一气缸7
‑
1、第一连接块7
‑
2、第二气缸7
‑
3、第二连接块7
‑
4、滑动块7
‑
5、第一滑槽7
‑5‑
1、第二滑槽7
‑5‑
2、第二滑杆7
‑
6、第一导向杆7
‑
7、第二导向杆7
‑
8。
具体实施方式
31.请参阅图1
‑
9,本发明提供一种技术方案:一种电机生产用接线片铆接设备,包括电机端盖1、接线片2,所述电机端盖1内设置有用于铆接接线片2的铆接插孔1
‑
1,还包括定位机构、检测机构、铆压机构、端盖安装架和外接的固定机构,所述电机端盖1安装在端盖安装架上,所述定位机构安装在端盖安装架上方,所述定位机构包括定位板3和第一驱动机构,所述检测机构滑动安装在定位板3内,所述铆压机构安装在检测机构上,所述接线片2安装在铆压机构内,所述第一驱动机构安装在外接的固定机构上;在第一驱动机构的控制下,所述定位机构用于将检测机构的位置与电机端盖1中的铆接插孔1
‑
1预定位置对齐,所述检测机构能够依据铆接插孔1
‑
1相对电机端盖1的实际位置和预定位置间的误差。
32.工作时,先将待铆接的电机端盖1安装在端盖安装架上进行固定,将接线片2安装在铆压机构内,而后启动设备,首先第一驱动机构控制定位板3向下移动至电机端盖1上端面,而后第一驱动机构控制定位板3转动至检测机构位于铆接插孔1
‑
1的正上方;接着,检测
机构对铆接插孔1
‑
1相对电机端盖1的预定位置精度结合铆接插孔1
‑
1的自身尺寸进行检测;若铆接插孔1
‑
1的相关参数有所偏差,则检测机构会带动铆压机构进行位移,对铆接插孔1
‑
1的相关参数的偏差进行补偿,以满足铆压机构后续的铆接,而后铆压机构会将接线片2铆接到铆接插孔1
‑
1中;若铆接插孔1
‑
1的相关参数偏差过大,则检测机构会带动铆压机构进行位移,对铆接插孔1
‑
1的相关参数的偏差进行的补偿,无法满足铆压机构后续的铆接,则铆压机构不工作。
33.首先,本发明方案的铆接过程,采用自动化铆接,即提高了铆接效率,又减少了人工误操作带来的损失;然后,本发明方案的铆接过程中,利用检测机构带动铆压机构进行位移,对铆接插孔1
‑
1相对电机端盖1的实际位置和预定位置间的误差进行补偿的方式,避免了传统铆压设备,对于铆接插孔1
‑
1错位但可以满足正常使用的电机端盖1无法铆接,甚至由于强行铆接而导致的工件损毁的现象出现,进一步地提高了产量,降低了不良率;同时,本发明的设备对于铆接插孔1
‑
1错位严重检测机构带动铆压机构进行位移无法完全补偿导致无法满足铆压机构铆接的电机端盖1,铆压机构不会进行铆接工作,使得,设备进一步地减小了相关工件的损耗,降低了生产成本。
34.作为本发明的进一步方案,所述第一驱动机构包括传动轴4
‑
2,所述传动轴4
‑
2与定位板3顶面固定连接,所述传动轴4
‑
2上端传动连接有电机4
‑
1,所述电机4
‑
1与固定机构固定连接。
35.工作时,利用电机4
‑
1通过传动轴4
‑
2,控制定位板3下移到电机端盖1上端,而后控制定位板3转动,使检测机构的位置与电机端盖1中的铆接插孔1
‑
1预定位置对齐;
36.利用电机4
‑
1作为驱动件,使方案的构件技术更加常见且成熟,进一步的,使设备运行更加稳定,以提高设备工作的效率。
37.作为本发明的进一步方案,所述定位板3下端四周设置有第一导向角3
‑
1,所述电机端盖1外壁固定设置有定位块1
‑
2,所述定位块1
‑
2用于配合定位板3,对定位板3和电机端盖1相对位置进行定位。
38.工作时,(如图1)定位板3右侧开设有用于安装检测机构的方槽,当定位板3在电机端盖1上端顺时针转动时(转动过程中,第一驱动机构依旧控制定位板3有下移的趋势,且由于定位块1
‑
2的阻挡,定位板3未完全与电机端盖1上端贴合),当定位块1
‑
2进入方槽后,失去定位块1
‑
2的阻挡,定位板3在第一驱动机构的控制下完全与电机端盖1上端贴合,而后随定位板3的转动,定位块1
‑
2到达方槽的右侧壁时,定位块1
‑
2与方槽的右侧壁会发生挤压,并且定位块1
‑
2会阻止定位板3继续转动,此时,定位板3上的检测机构的位置与电机端盖1中的铆接插孔1
‑
1预定位置对齐;
39.通过在电机端盖1设置定位块1
‑
2的方式,进行定位,使用的定位块1
‑
2结构简单,成本低廉,且工作状态稳定可靠,进一步的,降低了设备成本,提高设备效率。
40.作为本发明的进一步方案,所述检测机构包括滑动壳6
‑
1,所述滑动壳6
‑
1内滑动连接有滑板6
‑
2,所述滑板6
‑
2顶部竖直滑动连接有定位销6
‑
3,所述定位销6
‑
3贯穿滑板6
‑
2的顶部并延伸至滑动壳6
‑
1的底部下方,所述定位销6
‑
3下端设置有第二导向角6
‑3‑
3,所述定位销6
‑
3和滑动壳6
‑
1分别连接有第一动力机构和第二动力机构,所述第一动力机构和第二动力机构分别驱动定位销6
‑
3和滑动壳6
‑
1,并且当所述第一动力机构驱动定位销6
‑
3下移完成后,第一动力机构会对滑板6
‑
2进行限位,使滑板6
‑
2与滑动壳6
‑
1相对静止。
41.工作时,(如图1)动力机构驱动定位销6
‑
3相对滑板6
‑
2竖直下移进入铆接插孔1
‑
1内,动力机构驱动定位销6
‑
3下移完成后,动力机构会对滑板6
‑
2进行限位,使滑板6
‑
2与滑动壳6
‑
1相对静止;而后,动力机构会驱动滑动壳6
‑
1向右滑动,进而带动滑板6
‑
2与滑板6
‑
2上的铆压机构同步右移,使铆压机构中安装的接线片2替代定位销6
‑
3的位置,以便后续铆压;此过程中,定位销6
‑
3底部设置的第二导向角6
‑3‑
3起导向作用,若定位销6
‑
3与铆接插孔1
‑
1的位置有些许错位,则定位销6
‑
3下移过程中,第二导向角6
‑3‑
3会与铆接插孔1
‑
1顶端产生挤压,进而对定位销6
‑
3产生水平方向上的分力,进而使定位销6
‑
3进行水平方向上的位移,使定位销6
‑
3与铆接插孔1
‑
1对齐,此过程中,定位销6
‑
3会带动滑板6
‑
2与滑板6
‑
2上的铆压机构同步进行水平位移,使铆压机构相对铆接插孔1
‑
1的位置与预定位置一致(使铆压机构通过预定的铆压路线,能够完成铆压工作);若定位销6
‑
3与铆接插孔1
‑
1的位置错位过大,或铆接插孔1
‑
1自身的尺寸形状相对设计值有过大的变形,使得定位销6
‑
3无法完全进入铆接插孔1
‑
1中,则检测机构会控制铆压机构后续不会进行铆压作业;
42.利用第二导向角6
‑3‑
3的导向作用,带动铆压机构进行位移,以补偿铆接插孔1
‑
1的位置误差,进而保证有些许错位的铆接插孔1
‑
1可以被正常铆接,防止因铆接插孔1
‑
1错位,而导致的铆接失败,工件损坏;另外,本结构采用简单的机械结构的相互作用,相对常见的高精度电子检测机构,具有成本低廉,结构稳定,以及易于检修的优点。
43.作为本发明的进一步方案,所述滑板6
‑
2顶部设置有位于定位销6
‑
3右侧的导向槽6
‑
4;所述接线片2滑动安装在导向槽6
‑
4内,所述铆压机构安装在导向槽6
‑
4上方,所述铆压机构包括铆压块6
‑
5,所述铆压块6
‑
5设置在导向槽6
‑
4的上方,所述铆压块6
‑
5顶部底面竖直滑动有第一滑杆6
‑
6,所述第一滑杆6
‑
6固定连接在滑板6
‑
2的顶部,所述铆压块6
‑
5外接有第二驱动机构,所述第二驱动机构用于驱动铆压块6
‑
5进行竖直方向上的位移;
44.工作时,若定位销6
‑
3下压时,能够进入到铆接插孔1
‑
1内部,则在铆压机构到达铆接插孔1
‑
1上方时,第二驱动机构控制铆压块6
‑
5向下位移,进而使铆压块6
‑
5将导向槽6
‑
4内的接线片2向下挤压,使接线片2铆接到铆接插孔1
‑
1内部。
45.作为本发明的进一步方案,所述第二动力机构包括第一气缸7
‑
1,所述第一气缸7
‑
1固定安装在定位板3上端,所述第一气缸7
‑
1的输出端固定连接有第一连接块7
‑
2,所述连接块7
‑
2与滑动壳6
‑
1上端固定连接。
46.工作时,当定位销6
‑
3完成下压后,第一气缸7
‑
1推动第一连接块7
‑
2,进而带动滑动壳6
‑
1向右滑动,使铆压机构中安装的接线片2替代定位销6
‑
3的位置,以便后续铆压;
47.通过气缸驱动,由于气缸具有行程稳定的特性,使滑动壳6
‑
1向右滑动的路程精度能够得到保证,进而保证了接线片2能够精确的替代定位销6
‑
3的位置。
48.作为本发明的进一步方案,所述第一动力机构包括第二气缸7
‑
3,所述第二气缸7
‑
3嵌装在定位板3上端,所述第二气缸7
‑
3的输出端固定连接有第二连接块7
‑
4,所述第二连接块7
‑
4固定连接有滑动块7
‑
5,所述滑动块7
‑
5竖直滑动连接有第二滑杆7
‑
6,所述第二滑杆7
‑
6下端与定位板3上端固定连接;所述滑动块7
‑
5朝向定位销6
‑
3的侧壁上开设有第一滑槽7
‑5‑
1,所述定位销6
‑
3上端固定连接有第三滑杆6
‑3‑
1,所述第三滑杆6
‑3‑
1上滑动安装有第一导向杆7
‑
7,所述第一导向杆7
‑
7和定位销6
‑
3之间安装有弹簧6
‑3‑
2,所述第一导向杆7
‑
7与第一滑槽7
‑5‑
1滑动连接;所述滑动块7
‑
5上设置有限位结构,所述限位结构在定位销6
‑
3下移完成后,通过挤压力使滑板6
‑
2与滑动壳6
‑
1相对静止;所述第三滑杆6
‑3‑
1上端
和第一导向杆7
‑
7上端共同设置有用于控制第二驱动机构电源通断的位置传感器,当第三滑杆6
‑3‑
1上端和第一导向杆7
‑
7上端接触时。
49.工作时,在检测机构到达铆接插孔1
‑
1预定位置的上方后,第二气缸7
‑
3启动,驱动滑动块7
‑
5下移,(如图2)滑动块7
‑
5下移过程中,会驱动滑动连接在第一滑槽7
‑5‑
1内的第一导向杆7
‑
7向下移动,(如图6)进一步的,第一导向杆7
‑
7会向下挤压弹簧6
‑3‑
2,使弹簧6
‑3‑
2压缩并对定位销6
‑
3上端形成向下的弹力,进一步的,定位销6
‑
3由弹簧6
‑3‑
2的弹力驱动下移(定位销6
‑
3下移过程中,若能够完全对齐并进入铆接插孔1
‑
1,则弹簧6
‑3‑
2被第二导向杆7
‑
8的压缩部分,会通过定位销6
‑
3下移过程重新展开,进一步的使定位销6
‑
3与第二导向杆7
‑
8的间距不变,第二导向杆7
‑
8上端依旧保持与第三滑杆6
‑3‑
1的接触,位置传感器控制第二驱动机构的电源保持通电状态,后续铆压机构需要进行工作时,可以正常工作;若定位销6
‑
3无法完全对齐并进入铆接插孔1
‑
1,那么相对的,定位销6
‑
3下移路程相对较小,无法完全补偿弹簧6
‑3‑
2被第二导向杆7
‑
8压缩的量,则定位销6
‑
3与第二导向杆7
‑
8的间距相对初始状态减小,第三滑杆6
‑3‑
1相对第一导向杆7
‑
7向上位移,进而使第二导向杆7
‑
8上端与第三滑杆6
‑3‑
1上端分离,位置传感器控制第二驱动机构的电源变为断电状态,后续铆压机构需要进行工作时,无法正常工作);
50.(如图2)在检测机构完成检测后,检测机构向右滑动,驱动接线片2替换定位销6
‑
3的位置时,第一导向杆7
‑
7随检测机构向右滑动,并在第一滑槽7
‑5‑
1的导向作用下向上移动,进一步的,第一导向杆7
‑
7上移并带动定位销6
‑
3上移(需要注意的是,定位销6
‑
3完全进入铆接插孔1
‑
1时,第二导向角6
‑3‑
3依旧存在处于铆接插孔1
‑
1外的部分,使得定位销6
‑
3随检测机构向右移动的过程中,不会因为自身处于铆接插孔1
‑
1中,而导致右移被铆接插孔1
‑
1阻碍)。
51.本方案中第二导向杆7
‑
8通过弹簧6
‑3‑
2间接驱动定位销6
‑
3下移,将定位销6
‑
3下移量(即定位销6
‑
3进入铆接插孔1
‑
1的高度,进一步的,是铆接插孔1
‑
1的错位程度)反馈到弹簧6
‑3‑
2的压缩量进行体现,进一步的弹簧6
‑3‑
2的压缩量可以由第二导向杆7
‑
8上端与第三滑杆6
‑3‑
1上端的间距体现,将检测结果通过第二导向杆7
‑
8上端与第三滑杆6
‑3‑
1上端间的相对移动体现,检测结果更加直观,并且本方案通过第二导向杆7
‑
8上端与第三滑杆6
‑3‑
1上端的间距通过机械结构对后续铆压工序进行控制,使检测结果的体现和反馈都是通过机械动作进行的,使系统关联性更强,运行更稳定。
52.作为本发明的进一步方案,所述限位结构包括第二导向杆7
‑
8,所述滑动块7
‑
5的侧壁上位于第一滑槽7
‑5‑
1下方开设有第二滑槽7
‑5‑
2;所述第二滑槽7
‑5‑
2与第二导向杆7
‑
8滑动连接。
53.工作时,随检测机构的检测调节,第二导向杆7
‑
8随滑动块7
‑
5向下位移,直至检测机构的检测调节完成,滑动块7
‑
5移动到最下方,此时,第二导向杆7
‑
8下端接触并向下挤压滑板6
‑
2,使滑板6
‑
2产生向下的下压力,进而使滑板6
‑
2和滑动壳6
‑
1内壁之间产生较大的摩擦力,以此对滑板6
‑
2相对滑动壳6
‑
1的位置进行限位,防止滑板6
‑
2在后续的工作中相对滑动壳6
‑
1发生滑动;(如图2)且由于第二滑槽7
‑5‑
2的轨迹为水平向右的轨迹,使后续滑动壳6
‑
1右移过程中,第二导向杆7
‑
8的高度保持不变,对滑板6
‑
2始终保持限位;
54.利用简单的机械结构完成对滑板6
‑
2的限位,使设备相关组件的维护简单,设备运行稳定。
55.作为本发明的进一步方案,所述端盖安装架包括支撑机构5
‑
1,所述电机端盖1放置在支撑机构5
‑
1上端面上,所述支撑机构5
‑
1四周均弹性滑动安装有夹手5
‑
2,所述夹手5
‑
2用于夹紧固定电机端盖1。
56.工作时,将电机端盖1由支撑机构5
‑
1上方,位于四个夹手5
‑
2中间位置直接放入四个夹手5
‑
2中,通过四个夹手5
‑
2的向支撑机构5
‑
1中心位置的弹力进行固定;
57.使用弹性件对电机端盖1进行固定,使电机端盖1的安装更快捷方便,提高了设备的运行效率。
58.需要注意的是:上述所有方案中,相关驱动机构的运行和停止,皆有外接的控制电路进行控制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1