一种工件加工用便携式液压夹紧装置及其实施方法与流程
1.本发明涉及工件夹紧装置技术领域,特别涉及一种工件加工用便携式液压夹紧装置及其实施方法。
背景技术:
2.数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置,经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来,则在加工过程中,需要对工件进行夹紧固定。
3.目前的夹紧装置,在对圆弧状工件夹紧时,夹紧效果较差,导致在加工过程中,出现工件松动的现象,甚至严重导致工件加工损坏,严重影响了生产效率与质量,其次,在加工过程中,工件所受到的外力较大,且夹紧装置底部的摩擦力较小,导致工件会出现微弱的偏移,也会影响加工质量。
4.针对以上问题,对现有装置进行了改进,提出了一种工件加工用便携式液压夹紧装置及其实施方法。
技术实现要素:
5.本发明的目的在于提供一种工件加工用便携式液压夹紧装置及其实施方法,当待夹工件为圆弧状且体积较大时,利用液压杆的左右伸缩,控制内管与套管的高度,从而实现对工件的初步固定,再通过挤压气囊,使得气体从加长管进入到气压伸缩杆a或气压伸缩杆b中,通过接通不同的开关机构,能够使得不同角度的气压伸缩杆a或气压伸缩杆b进行伸缩,从而实现短卡板和长卡板的不同角度变换,从而提高短卡板和长卡板对圆弧状工件的紧密性,当待夹工件为棱角状时,通过电动推杆的伸缩,使得外接薄板向外伸出,再通过调整内管与套管的高度,实现对棱角状工件的固定,在夹持固定时,通过调整电磁盘的电流大小,实现对一级铁块、二级铁块和三级铁块的吸附,当维稳板需要较大摩擦力时,关闭电磁盘的电流,一级铁块、二级铁块和三级铁块全部落入盛放槽中,提高摩擦块的摩擦力,防止出现偏移事故,提高工件加工的质量,解决了背景技术中的问题。
6.为实现上述目的,本发明提供如下技术方案:一种工件加工用便携式液压夹紧装置,包括主体机构和辅助机构,辅助机构的两端均设置有主体机构,主体机构包括端体机构、连接机构和维稳板,连接机构的一端设置有端体机构,连接机构的另一端设置有维稳板,端体机构包括端板、三角连接板、气囊和外接机构,端板的一端固定安装有三角连接板,端板的一侧设置有气囊,端板的上表面设置有外接机构;辅助机构包括辅助板和液压杆,液压杆的上端设置有辅助板,辅助板的外表面上设置有辅助槽孔,辅助板通过辅助槽孔与液压杆相卡合,液压杆的两端均与维稳板相连通;端板包括t型槽、弧槽、嵌入槽、条形槽、加长管、电磁堵块和开关机构,端板的上表
面开设有t型槽,端板的下底面设置有弧槽,嵌入槽和条形槽均设置在端板的外表面上,端板的内部设置有加长管,加长管的一端与气囊相连通,端板的内部设置有电磁堵块和开关机构;嵌入槽包括气压伸缩杆a和短卡板,嵌入槽的底部设置有气压伸缩杆a,嵌入槽的内部活动设置有短卡板,气压伸缩杆a的一端与短卡板相连接,条形槽包括气压伸缩杆b和长卡板,条形槽的底部固定安装有气压伸缩杆b,条形槽的内部设置有长卡板,气压伸缩杆b的一端与长卡板相连接,气压伸缩杆a和气压伸缩杆b均与加长管相连接,电磁堵块设置在气压伸缩杆a和气压伸缩杆b与加长管的交界处;维稳板包括维稳槽、底槽、摩擦块、吸收槽、细铁杆、电磁盘、一级铁块、二级铁块和三级铁块,维稳板的上表面设置有维稳槽,维稳板的下底面设置有底槽,底槽的内部设置有摩擦块,吸收槽开设在维稳板的下底面,吸收槽的两侧均固定安装有细铁杆,维稳板的内壁上固定安装有电磁盘,电磁盘的下端设置有一级铁块,一级铁块的下端设置有二级铁块,二级铁块的下端设置有三级铁块,摩擦块的外表面上设置有盛放槽,一级铁块、二级铁块和三级铁块均与盛放槽相匹配,且一级铁块、二级铁块和三级铁块重量依次减小。
7.进一步地,连接机构包括内管、套管、插孔、伸缩插管和滑块,内管的两端均活动设置有套管,套管的外表面上设置有插孔,插孔的内部设置有伸缩插管,套管的下底面上固定安装有滑块,套管通过三角连接板与端板相连接,套管通过滑块与维稳板相连接,伸缩插管的一端穿过维稳板与液压杆相连接。
8.进一步地,外接机构包括外接薄板、咬合块、电动推杆、t型块和定位块,外接薄板的一侧设置有咬合块,电动推杆的一端设置有t型块,电动推杆的另一端设置有定位块,t型块的上表面与咬合块相连接,t型块与t型槽活动连接,定位块与t型槽固定连接。
9.进一步地,开关机构包括支撑件、电磁条和凹槽,支撑件的一端固定安装有电磁条,电磁条的上表面设置有凹槽,加长管的外表面上设置有单向阀,电磁堵块、单向阀和凹槽设置在同一垂直平面内。
10.本发明提出的另一种技术方案:提供一种工件加工用便携式液压夹紧装置的实施方法,包括以下步骤:s1:当待夹工件为圆弧状且体积较大时,利用液压杆的左右伸缩,控制内管与套管的高度,从而实现对工件的初步固定,再通过挤压气囊,使得气体从加长管进入到气压伸缩杆a或气压伸缩杆b中;s2:通过接通不同的开关机构,能够使得不同角度的气压伸缩杆a或气压伸缩杆b进行伸缩,从而实现短卡板和长卡板的不同角度变换,从而提高短卡板和长卡板对圆弧状工件的紧密性;s3:当待夹工件为棱角状时,通过电动推杆的伸缩,使得外接薄板向外伸出,再通过调整内管与套管的高度,实现对棱角状工件的固定;s4:在夹持固定时,通过调整电磁盘的电流大小,实现对一级铁块、二级铁块和三级铁块的吸附,当维稳板需要较大摩擦力时,关闭电磁盘的电流,一级铁块、二级铁块和三级铁块全部落入盛放槽中,提高摩擦块的摩擦力;s5:同时,在一级铁块、二级铁块和三级铁块落入盛放槽后,摩擦块的磁性会通过细铁杆传递给吸收槽,从而使得吸收槽附带有磁性,则吸收槽会对地面的铁质性物质进行
吸附收集,至此,完成所有实施步骤。
11.与现有技术相比,本发明的有益效果是:1.本发明提出的一种工件加工用便携式液压夹紧装置及其实施方法,嵌入槽的底部设置有气压伸缩杆a,嵌入槽的内部活动设置有短卡板,气压伸缩杆a的一端与短卡板相连接,条形槽的底部固定安装有气压伸缩杆b,条形槽的内部设置有长卡板,气压伸缩杆b的一端与长卡板相连接,气压伸缩杆a和气压伸缩杆b均与加长管相连接,电磁堵块设置在气压伸缩杆a和气压伸缩杆b与加长管的交界处,且支撑件的一端固定安装有电磁条,电磁条的上表面设置有凹槽,加长管的外表面上设置有单向阀,电磁堵块、单向阀和凹槽设置在同一垂直平面内,当待夹工件为圆弧状且体积较大时,利用液压杆的左右伸缩,控制内管与套管的高度,从而实现对工件的初步固定,再通过挤压气囊,使得气体从加长管进入到气压伸缩杆a或气压伸缩杆b中,通过接通不同的开关机构,能够使得不同角度的气压伸缩杆a或气压伸缩杆b进行伸缩,从而实现短卡板和长卡板的不同角度变换,从而提高短卡板和长卡板对圆弧状工件的紧密性。
12.2.本发明提出的一种工件加工用便携式液压夹紧装置及其实施方法,稳板的上表面设置有维稳槽,维稳板的下底面设置有底槽,底槽的内部设置有摩擦块,吸收槽开设在维稳板的下底面,吸收槽的两侧均固定安装有细铁杆,维稳板的内壁上固定安装有电磁盘,电磁盘的下端设置有一级铁块,一级铁块的下端设置有二级铁块,二级铁块的下端设置有三级铁块,摩擦块的外表面上设置有盛放槽,一级铁块、二级铁块和三级铁块均与盛放槽相匹配,且一级铁块、二级铁块和三级铁块重量依次减小,在夹持固定时,通过调整电磁盘的电流大小,实现对一级铁块、二级铁块和三级铁块的吸附,当维稳板需要较大摩擦力时,关闭电磁盘的电流,一级铁块、二级铁块和三级铁块全部落入盛放槽中,提高摩擦块的摩擦力,防止出现偏移事故,提高工件加工的质量。
13.3.本发明提出的一种工件加工用便携式液压夹紧装置及其实施方法,外接薄板的一侧设置有咬合块,电动推杆的一端设置有t型块,电动推杆的另一端设置有定位块,t型块的上表面与咬合块相连接,t型块与t型槽活动连接,定位块与t型槽固定连接,当待夹工件为棱角状时,通过电动推杆的伸缩,使得外接薄板向外伸出,再通过调整内管与套管的高度,实现对棱角状工件的固定,使得整体不但可以对圆弧状工件进行固定,还可以对棱角状工件进行固定,用途多样化,实用性更高,同时,在一级铁块、二级铁块和三级铁块落入盛放槽后,摩擦块的磁性会通过细铁杆传递给吸收槽,从而使得吸收槽附带有磁性,则吸收槽会对地面的铁质性物质进行吸附收集,适量的降低了工作人员的劳动强度。
附图说明
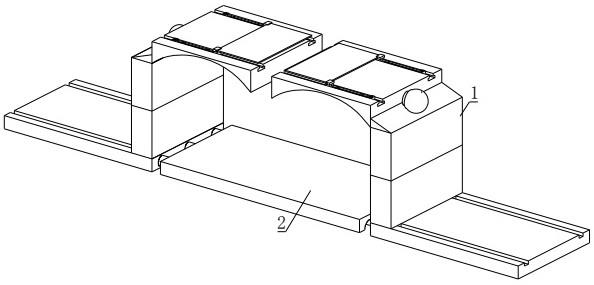
14.图1为本发明工件加工用便携式液压夹紧装置整体结构示意图;图2为本发明工件加工用便携式液压夹紧装置拆分结构示意图;图3为本发明工件加工用便携式液压夹紧装置主体机构局部结构示意图;图4为本发明工件加工用便携式液压夹紧装置主体机构拆分结构示意图;图5为本发明工件加工用便携式液压夹紧装置端板结构示意图;图6为本发明工件加工用便携式液压夹紧装置外接机构拆分结构示意图;图7为本发明工件加工用便携式液压夹紧装置维稳板结构示意图;
图8为本发明工件加工用便携式液压夹紧装置维稳板内部结构示意图;图9为本发明工件加工用便携式液压夹紧装置端板内部结构示意图。
15.图中:1、主体机构;11、端体机构;111、端板;1111、t型槽;1112、弧槽;1113、嵌入槽;11131、气压伸缩杆a;11132、短卡板;1114、条形槽;11141、气压伸缩杆b;11142、长卡板;1115、加长管;11151、单向阀;1116、电磁堵块;1117、开关机构;11171、支撑件;11172、电磁条;11173、凹槽;112、三角连接板;113、气囊;114、外接机构;1141、外接薄板;1142、咬合块;1143、电动推杆;1144、t型块;1145、定位块;12、连接机构;121、内管;122、套管;123、插孔;124、伸缩插管;125、滑块;13、维稳板;131、维稳槽;132、底槽;133、摩擦块;1331、盛放槽;134、吸收槽;135、细铁杆;136、电磁盘;137、一级铁块;138、二级铁块;139、三级铁块;2、辅助机构;21、辅助板;211、辅助槽孔;22、液压杆。
具体实施方式
16.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
17.参阅图1
‑
4,一种工件加工用便携式液压夹紧装置,包括主体机构1和辅助机构2,辅助机构2的两端均设置有主体机构1,主体机构1包括端体机构11、连接机构12和维稳板13,连接机构12的一端设置有端体机构11,连接机构12的另一端设置有维稳板13,端体机构11包括端板111、三角连接板112、气囊113和外接机构114,端板111的一端固定安装有三角连接板112,端板111的一侧设置有气囊113,端板111的上表面设置有外接机构114,辅助机构2包括辅助板21和液压杆22,液压杆22的上端设置有辅助板21,辅助板21的外表面上设置有辅助槽孔211,辅助板21通过辅助槽孔211与液压杆22相卡合,液压杆22的两端均与维稳板13相连通。
18.参阅图4、5和9,端板111包括t型槽1111、弧槽1112、嵌入槽1113、条形槽1114、加长管1115、电磁堵块1116和开关机构1117,端板111的上表面开设有t型槽1111,端板111的下底面设置有弧槽1112,嵌入槽1113和条形槽1114均设置在端板111的外表面上,端板111的内部设置有加长管1115,加长管1115的一端与气囊113相连通,端板111的内部设置有电磁堵块1116和开关机构1117,嵌入槽1113包括气压伸缩杆a11131和短卡板11132,嵌入槽1113的底部设置有气压伸缩杆a11131,嵌入槽1113的内部活动设置有短卡板11132,气压伸缩杆a11131的一端与短卡板11132相连接,条形槽1114包括气压伸缩杆b11141和长卡板11142,条形槽1114的底部固定安装有气压伸缩杆b11141,条形槽1114的内部设置有长卡板11142,气压伸缩杆b11141的一端与长卡板11142相连接,气压伸缩杆a11131和气压伸缩杆b11141均与加长管1115相连接,电磁堵块1116设置在气压伸缩杆a11131和气压伸缩杆b11141与加长管1115的交界处。
19.参阅图4、7和8,连接机构12包括内管121、套管122、插孔123、伸缩插管124和滑块125,内管121的两端均活动设置有套管122,套管122的外表面上设置有插孔123,插孔123的内部设置有伸缩插管124,套管122的下底面上固定安装有滑块125,套管122通过三角连接板112与端板111相连接,套管122通过滑块125与维稳板13相连接,伸缩插管124的一端穿过
维稳板13与液压杆22相连接,维稳板13包括维稳槽131、底槽132、摩擦块133、吸收槽134、细铁杆135、电磁盘136、一级铁块137、二级铁块138和三级铁块139,维稳板13的上表面设置有维稳槽131,维稳板13的下底面设置有底槽132,底槽132的内部设置有摩擦块133,吸收槽134开设在维稳板13的下底面,吸收槽134的两侧均固定安装有细铁杆135,维稳板13的内壁上固定安装有电磁盘136,电磁盘136的下端设置有一级铁块137,一级铁块137的下端设置有二级铁块138,二级铁块138的下端设置有三级铁块139,摩擦块133的外表面上设置有盛放槽1331,一级铁块137、二级铁块138和三级铁块139均与盛放槽1331相匹配,且一级铁块137、二级铁块138和三级铁块139重量依次减小。
20.参阅图6和9,外接机构114包括外接薄板1141、咬合块1142、电动推杆1143、t型块1144和定位块1145,外接薄板1141的一侧设置有咬合块1142,电动推杆1143的一端设置有t型块1144,电动推杆1143的另一端设置有定位块1145,t型块1144的上表面与咬合块1142相连接,t型块1144与t型槽1111活动连接,定位块1145与t型槽1111固定连接,开关机构1117包括支撑件11171、电磁条11172和凹槽11173,支撑件11171的一端固定安装有电磁条11172,电磁条11172的上表面设置有凹槽11173,加长管1115的外表面上设置有单向阀11151,电磁堵块1116、单向阀11151和凹槽11173设置在同一垂直平面内。
21.为了进一步更好的解释说明上述实施例,本发明还提供了一种实施方案,一种工件加工用便携式液压夹紧装置的实施方法,包括以下步骤:步骤一:当待夹工件为圆弧状且体积较大时,利用液压杆22的左右伸缩,控制内管121与套管122的高度,从而实现对工件的初步固定,再通过挤压气囊113,使得气体从加长管1115进入到气压伸缩杆a11131或气压伸缩杆b11141中;步骤二:通过接通不同的开关机构1117,能够使得不同角度的气压伸缩杆a11131或气压伸缩杆b11141进行伸缩,从而实现短卡板11132和长卡板11142的不同角度变换,从而提高短卡板11132和长卡板11142对圆弧状工件的紧密性;步骤三:当待夹工件为棱角状时,通过电动推杆1143的伸缩,使得外接薄板1141向外伸出,再通过调整内管121与套管122的高度,实现对棱角状工件的固定;步骤四:在夹持固定时,通过调整电磁盘136的电流大小,实现对一级铁块137、二级铁块138和三级铁块139的吸附,当维稳板13需要较大摩擦力时,关闭电磁盘136的电流,一级铁块137、二级铁块138和三级铁块139全部落入盛放槽1331中,提高摩擦块133的摩擦力;步骤五:同时,在一级铁块137、二级铁块138和三级铁块139落入盛放槽1331后,摩擦块133的磁性会通过细铁杆135传递给吸收槽134,从而使得吸收槽134附带有磁性,则吸收槽134会对地面的铁质性物质进行吸附收集,至此,完成所有实施步骤。
22.综上所述:本发明提供的一种工件加工用便携式液压夹紧装置及其实施方法,辅助机构2的两端均设置有主体机构1,连接机构12的一端设置有端体机构11,连接机构12的另一端设置有维稳板13,端板111的一端固定安装有三角连接板112,端板111的一侧设置有气囊113,端板111的上表面设置有外接机构114,其中嵌入槽1113的底部设置有气压伸缩杆a11131,嵌入槽1113的内部活动设置有短卡板11132,气压伸缩杆a11131的一端与短卡板11132相连接,条形槽1114的底部固定安装有气压伸缩杆b11141,条形槽1114的内部设置有长卡板11142,气压伸缩杆b11141的一端与长卡板11142相连接,气压伸缩杆a11131和气压
伸缩杆b11141均与加长管1115相连接,电磁堵块1116设置在气压伸缩杆a11131和气压伸缩杆b11141与加长管1115的交界处,且支撑件11171的一端固定安装有电磁条11172,电磁条11172的上表面设置有凹槽11173,加长管1115的外表面上设置有单向阀11151,电磁堵块1116、单向阀11151和凹槽11173设置在同一垂直平面内,当待夹工件为圆弧状且体积较大时,利用液压杆22的左右伸缩,控制内管121与套管122的高度,从而实现对工件的初步固定,再通过挤压气囊113,使得气体从加长管1115进入到气压伸缩杆a11131或气压伸缩杆b11141中,通过接通不同的开关机构1117,能够使得不同角度的气压伸缩杆a11131或气压伸缩杆b11141进行伸缩,从而实现短卡板11132和长卡板11142的不同角度变换,从而提高短卡板11132和长卡板11142对圆弧状工件的紧密性,液压杆22的上端设置有辅助板21,辅助板21的外表面上设置有辅助槽孔211,辅助板21通过辅助槽孔211与液压杆22相卡合,液压杆22的两端均与维稳板13相连通,同时,稳板13的上表面设置有维稳槽131,维稳板13的下底面设置有底槽132,底槽132的内部设置有摩擦块133,吸收槽134开设在维稳板13的下底面,吸收槽134的两侧均固定安装有细铁杆135,维稳板13的内壁上固定安装有电磁盘136,电磁盘136的下端设置有一级铁块137,一级铁块137的下端设置有二级铁块138,二级铁块138的下端设置有三级铁块139,摩擦块133的外表面上设置有盛放槽1331,一级铁块137、二级铁块138和三级铁块139均与盛放槽1331相匹配,且一级铁块137、二级铁块138和三级铁块139重量依次减小,在夹持固定时,通过调整电磁盘136的电流大小,实现对一级铁块137、二级铁块138和三级铁块139的吸附,当维稳板13需要较大摩擦力时,关闭电磁盘136的电流,一级铁块137、二级铁块138和三级铁块139全部落入盛放槽1331中,提高摩擦块133的摩擦力,防止出现偏移事故,提高工件加工的质量。
23.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明披露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1