一种军事飞机配件的生产工艺的制作方法
1.本发明属于壳体生产技术领域,具体地说,涉及一种军事飞机配件的生产工艺。
背景技术:
2.功率分出轴作为连接发动机附件机匣与飞机附件机匣之间的传动轴,对飞机的动力传输起到了至关重要的作用。在功率分出轴进行动力传输时,会受到外界的影响,并且重复对其进行修复十分消耗人力物力,传统功率分出轴保护罩的生产工艺出品率低,在需要额外焊接时,使得保护罩的整体性降低,在使用过程中易损坏,频繁的更换保护罩造成了一定的资源浪费,使得产品的利用率降低。
3.有鉴于此特提出本发明。
技术实现要素:
4.本发明要解决的技术问题在于克服现有技术的不足,提供一种军事飞机配件的生产工艺。为解决上述技术问题,本发明采用技术方案的基本构思是:
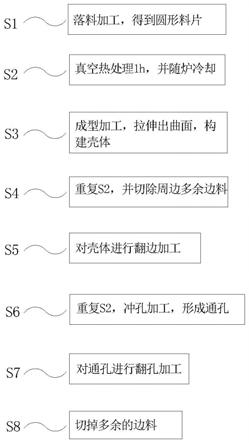
5.一种军事飞机配件的生产工艺,包括如下步骤:
6.步骤一,落料加工,对原料进行落料加工,得到圆形料片;
7.步骤二,热处理,对圆形料片进行真空热处理,并保温持续1h,圆形料片随炉冷却;
8.步骤三,成型加工,对圆形料片进行拉伸,使其中部外凸,加工出曲面,构建壳体;
9.步骤四,切边加工,对成型壳体进行真空热处理,并保温持续1h,待壳体随炉冷却,对壳体进行切边加工,将周边多余的边料进行切除;
10.步骤五,翻边加工,对切除边料的壳体的边缘通过翻边模具进行翻边加工,形成环边;
11.步骤六,冲孔加工,对成型壳体进行真空热处理,并保温持续1h,待壳体随炉冷却,对壳体进行冲孔加工,在壳体上进行冲孔加工,加工出通孔;
12.步骤七,翻孔加工,对通孔进行翻孔加工,形成翻孔;
13.步骤八,切头加工,切掉翻孔、环边、侧边上的边料。
14.进一步地,所述壳体为锥形壳体。
15.进一步地,所述冲孔加工中通孔的位置在锥形壳体的顶端,与锥形壳体的底面平行设置。
16.进一步地,所述步骤一中的原料为钛合金,加工形成的圆形料片的直径为208mm。
17.进一步地,所述真空热处理的温度为550℃
±
10℃,真空度为6.7
×
10
‑2pa。
18.进一步地,所述步骤四中进行切片处理的切边尺寸为φ180mm。
19.进一步地,所述步骤七的翻孔尺寸为φ100mm。
20.进一步地,所述热加工处理后的冷却温度至200℃。
21.采用上述技术方案后,本发明与现有技术相比具有以下有益效果。
22.本发明采用的生产工艺,对一个完整的料片进行拉伸、冲孔等加工,保证了产品的
完整性,整体性能高;不需要额外焊接,降低了生产难度,提高了生产效率。生产工艺步骤操作简单,完整的料片进行生产使得生产精度高,成品率高。
23.下面结合附图对本发明的具体实施方式作进一步详细的描述。
附图说明
24.附图作为本技术的一部分,用来提供对本发明的进一步的理解,本发明的示意性实施例及其说明用于解释本发明,但不构成对本发明的不当限定。显然,下面描述中的附图仅仅是一些实施例,对于本领域普通技术人员来说,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。在附图中:
25.图1是本发明工艺流程示意图。
26.需要说明的是,这些附图和文字描述并不旨在以任何方式限制本发明的构思范围,而是通过参考特定实施例为本领域技术人员说明本发明的概念。
具体实施方式
27.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明,但不用来限制本发明的范围。
28.在本发明的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
30.实施例一
31.如图1所示,本实施例所述的一种军事飞机配件的生产工艺,包括如下步骤:
32.步骤一,落料加工,对原料进行落料加工,得到圆形料片。优选地,从原料片中剪裁出215mm
×
215mm
×
0.6mm大小的方形料片,再将方形料片进行剪切成φ208mm的圆形料片,圆形料片更加方便后续的壳体成型。
33.步骤二,热处理,对圆形料片进行真空热处理,并保温持续1h,圆形料片随炉冷却。优选地,在进行真空热处理的真空度为6.7
×
10
‑2pa,热处理的温度为550℃
±
10℃,热加工处理后随炉冷却的温度至200℃或200℃以下。
34.步骤三,成型加工,对圆形料片进行拉伸,使其中部外凸,加工出曲面,构建壳体。优选地,将圆形料片加工成无底的锥形壳体。
35.步骤四,切边加工,对成型壳体进行真空热处理,并保温持续1h,待壳体随炉冷却,对壳体进行切边加工,将周边多余的边料进行切除。根据需要保护的轴的大小进行剪裁,优选地,切边尺寸为φ180mm,即将锥形壳体的底面剪切成直径为180mm的圆形。
36.步骤五,翻边加工,对切除边料的壳体的边缘通过翻边模具进行翻边加工,形成环
边。将壳体的底面进行翻边处理,使其形成容易安装固定的环边,在进行安装时,通过环边对壳体进行固定。
37.步骤六,冲孔加工,对成型壳体进行真空热处理,并保温持续1h,待壳体随炉冷却,对壳体进行冲孔加工,加工出通孔。优选地,通孔的位置在锥形壳体的顶端,与锥形壳体的底面平行设置,在冲孔加工完成之后,会形成没有上、下底面的圆台形状的壳体,需要进行保护的轴安装在壳体内。
38.步骤七,翻孔加工,对通孔进行翻孔加工,形成翻孔。翻孔加工使得通孔边缘成为竖直状态,用以后续的安装固定。
39.步骤八,切头加工,切掉翻孔、环边、侧边上的边料。
40.优选地,原料为钛合金,本发明生产工艺将一个完整的料片进行拉伸、冲孔等加工实现成型,不再需要焊接工作,降低了操作难度,减少作业耗时,同时避免了焊接在后续使用中易损坏问题的出现。一体成型的保护罩保证了产品的完整性,整体性能更高。本发明的生产工艺流程操作简单,出品率高,且生产精度高。
41.以上所述仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明,任何熟悉本专利的技术人员在不脱离本发明技术方案范围内,当可利用上述提示的技术内容作出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1