一种机台内装刀用刀具长度精调装置及刀具长度调整方法与流程
1.本发明涉及装卸装置技术领域,特别涉及一种机台内装刀用刀具长度精调装置及刀具长度调整方法方法。
背景技术:
2.对刀是机加工每天都要面对的日常工序,其中刀具长度的精调对加工质量影响重大。
3.目前已知的装刀长度控制方式普遍采用直尺比测的简单粗暴模式,导致装刀长度波动很大、长度调整不准确。装完刀具还需要在机台里通过对刀仪器重新测量刀长。这种机台内装刀、躲到的操作耗时耗力,对生产效率影响重大。同时,市面上的对刀仪一般都成本高昂,且占用床台面积,缩减机台行程。对刀成为加工生产面对的重大难题。
4.本发明创造提供了一种刀具长度精确可控可调装刀装置,目前已知的装刀长度控制方式普遍采用直尺比测的简单粗暴模式,导致装刀长度波动很大,装完刀具需要在机台里通过对刀仪器重新测量刀长,耗时耗力。而且一般对刀仪,成本高昂,且占用床台面积,缩减机台行程。
5.如何让对刀简单易行并且调整量准确成为加工行业的呼声。
技术实现要素:
6.鉴于上述的分析,本发明实施例旨在提供一种机台内装刀用刀具长度精调装置,并提供其使用方法,用以解决现有装刀、对刀工序繁琐,生产效率低下、调整量不准确的问题。
7.本发明的目的主要是通过以下技术方案实现的:
8.一种机台内装刀用刀具长度精调装置,其特征在于,包括布设在刀把上的限位组件、安装在限位组件上的长度调整组件;刀具随所述限位组件内长度调整组件的位移变化进行长度调整。
9.更进一步的,所述限位组件包括固定套筒、活动安装在固定套筒内的衬套、与固定套筒螺纹配合且穿过衬套以紧定刀具的固定螺钉。
10.更进一步的,所述固定套筒为中空的圆柱体,包括内孔台、固定套筒下段内孔和固定套筒上段内孔;在所述固定套筒上端面的固定套筒上段内孔边缘处设置有圆周分度刻度。
11.更进一步的,所述固定套筒下段内孔上设置有螺纹孔;所述衬套的相应位置有过孔。
12.更进一步的,所述螺纹孔设置有n个;所述衬套也设置有n个;相应的,有n个所述固定螺钉与之配合。
13.更进一步的,所述长度调整组件为一端是设置有长度分度刻度的位移标识杆、另一端是带有外螺纹的调节螺杆的杆件;所述调节螺杆部分与内孔台上的内螺纹部分螺纹连
接。
14.更进一步的,所述固定套筒上段内孔与所述位移标识杆过渡配合。
15.更进一步的,所述调节螺杆的外螺纹和内孔台的内螺纹为细牙螺纹。
16.更进一步的,所述的长度分度刻度为1mm;所述的圆周分度为50等分,每刻度代表0.02mm长度。
17.机台上使用所述机台内装刀用刀具长度精调装置,步骤为:
18.s1:根据刀具直径首选过渡配合的衬套;主要按照衬套外径,选择间隙配合的固定套筒;按照衬套、固定套筒的壁厚,选择适合长度的固定螺钉;
19.s2:将长度调整组件旋进固定套筒上段内孔下部的内螺纹中,校准长度调整组件到标准刻度,使得长度调整组件下端面到固定套筒下端面的距离为理论值h,并计算刀具调整量h=h
‑
a;其中,a为加工需要的刀具在刀把上伸出的长度;计算h在长度分度和圆周分度上个对应的位移量。
20.s3:把刀具装到机台内装刀用刀具长度精调装置的衬套中,抵住长度调整组件的下端面;这时,将固定螺钉通过固定套筒下段内孔的螺纹孔旋进,穿过衬套壁,轻触刀具;
21.s4:将刀具抵住长度调整组件的下端面,旋转长度调整组件,实现刀具在固定套筒中的位移量为s2中计算的长度分度和圆周分度上个对应的位移量;
22.s5:所装刀具在固定套筒中的长度通过调节限位组件到位后,通过衬套和固定螺钉1对其固定锁紧;限位组件形成稳固的一体结构;
23.s6:把刀具装到刀把中:把刀具的刀柄插入刀把中,将固定套筒下端面和刀把端部保证接触;刀把锁紧刀具后,松开固定螺钉,解除刀具在固定套筒中的锁定状态,使刀具和机台内装刀用刀具长度精调装置分离。装刀完成。
24.与现有技术相比,本发明至少可实现如下有益效果之一:
25.(1)本发明提供的一种机台内装刀用刀具长度精调装置,实现刀具长度可精确调整,使同一规格刀具更换刀具加工时,刀长一致性得到保证。
26.(2)本发明提供的机台内装刀用刀具长度精调装置,减少机台内对刀仪设备,缩减对刀时间和人力成本,增强了操作的便捷性和稳定性,适用范围较广,适应现代工厂大批量生产需要频繁更换新刀的情况。
27.(3)本发明提供的机台内装刀用刀具长度精调装置使用方法,操作简便,可以教导产业工人快速领悟本发明装置的使用技巧,对日常生产的效率提升和加工产品质量的提高大有裨益。
28.本发明的其它特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
29.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
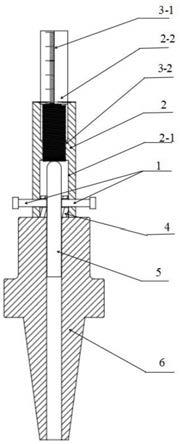
30.图1为对圆柱形球头刀进行长度定位的机台内装刀用刀具长度精调装置的剖面示意图;
31.图2为对正方形刀杆的刀具进行长度精调所使用的衬套的轴侧示意图;
32.图3为图1中的限位组件的固定套筒轴侧示意图。
33.附图标记:
[0034]1‑
固定螺钉 2
‑
固定套筒
ꢀꢀ2‑1‑
固定套筒下段内孔
ꢀꢀ2‑2‑
固定套筒上段内孔 3
‑
长度调整组件
ꢀꢀ3‑1‑
位移标识杆
ꢀꢀ3‑2‑
调节螺杆 4
‑
衬套
ꢀꢀ5‑
刀具
ꢀꢀ6‑
刀把
具体实施方式
[0035]
下面结合附图来具体描述本发明的优选实施例,其中,附图构成对本发明一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
[0036]
一种机台内装刀用刀具长度精调装置,包括布设在刀把6上的限位组件、安装在限位组件上的长度调整组件3;刀具5随所述限位组件内长度调整组件3的位移变化进行长度调整。
[0037]
更进一步的,限位组件包括固定套筒2、活动安装在固定套筒2内的衬套4、与固定套筒2螺纹配合且穿过衬套4以紧定刀具5的固定螺钉1。
[0038]
更进一步的,固定套筒2为中空的圆柱体,包括内孔台、固定套筒下段内孔2
‑
1和固定套筒上段内孔2
‑
2。
[0039]
更进一步的,固定套筒下段内孔2
‑
1上接近下端口的位置设置有垂直于固定套筒2轴线的螺纹孔;所述衬套4的相应位置设置有垂直于固定套筒2轴线的过孔。可选地,所述螺纹孔设置有n个,均布于固定套筒下段内孔2
‑
1上;所述过孔也设置有n个;相应的,有n个所述固定螺钉1与之配合。
[0040]
更进一步的,长度调整组件3为一端是位移标识杆3
‑
1、另一端是带有外螺纹的调节螺杆3
‑
2的杆件;调节螺杆3
‑
2部分与内孔台上的内螺纹螺纹连接。
[0041]
更进一步的,固定套筒上段内孔2
‑
2的上部与所述位移标识杆3
‑
1配合,可选地,过渡配合。
[0042]
更进一步的,调节螺杆3
‑
2的外螺纹和内孔台的内螺纹为细牙螺纹。
[0043]
更进一步的,位移标识杆3
‑
1上设置有线性的长度分度刻度线,长度分度刻度为1mm;在固定套筒上段内孔2
‑
2上端部外表面设置有圆周分度刻度,圆周分度为50等分,每刻度代表0.02mm长度。
[0044]
下面结合附图1~3,更具体地对本发明技术方案进行描述:
[0045]
实施例1
[0046]
本具体实施例如图1所示,公开了一种机台内装刀用刀具长度精调装置,具体公开了一种圆柱形球头刀。该装置体积小、结构简单,使用方便,可以成为车间机床的标准对刀配件。它包括限位组件和长度调整组件3。
[0047]
长度调整组件3主体为圆柱体形状。长度调整组件3优选为采用两个不同的直径的圆柱体组合而成,剖面为阶梯形。在直径较小的部分为调节螺杆3
‑
2,加工出螺纹;直径较大的光滑圆柱面部分为位移标识杆3
‑
1,其上沿一条母线制作标准毫米级刻度线。可选地,在光滑柱面的顶部做六方口等可以连接旋转把手的结构,便于对长度调整组件3进行旋转操作。
[0048]
限位组件结构包括固定套筒2、衬套4和固定螺钉1。本实施例中,固定套筒2整体为
中空的圆柱体,在中空的圆柱体内壁设置内孔台,内孔台将固定套筒2分为两边,其中一边为固定套筒下段内孔2
‑
1,用于内置衬套4,高度大于衬套4的高度,优选地,固定套筒下段内孔2
‑
1的高度高出衬套4大约1/2的高度;另一边为固定套筒上段内孔2
‑
2,内孔台内壁设置有与调节螺杆3
‑
2匹配的内螺纹,上端的固定套筒上段内孔2
‑
2光滑部分和长度调整组件3的位移标识杆3
‑
1部分过渡配合,保证长度调整组件3在固定套筒2内沿轴线平稳位移。在固定套筒2上端面的固定套筒上段内孔2
‑
2边缘处设置有圆周分度刻度。
[0049]
在本具体实施例中,调节螺杆3
‑
2加工出细牙螺纹;与之配合的内孔台也加工出细牙内螺纹。本实施例的细牙螺纹节距为1mm,相应的,调节螺杆3
‑
2的外螺纹和内孔台的螺纹路优选m16x1。同时优选固定套筒2的两个端面精加工至粗糙度3.2以适配刀把6的端面加工精度,同时,优选调节螺杆3
‑
2端面精加工至粗糙度3.2,以适配刀具5的刀头精度。
[0050]
在固定套筒上段内孔2
‑
2上端部外表面设置有圆周分度刻度,本实施例取圆周分度刻度,为50分度。相当于长度调整组件3每旋转圆周分度的1个刻度,长度调整组件3抵住到刀具5位移0.02mm。细牙螺纹的螺距可选择成所需精度调整尺寸。本具体实施例在圆周分度刻度和长度分度刻度0点对齐时,长度调整组件3下端面到固定套筒2下端面的距离为h=80mm,然后将刀具5的端头伸入衬套4中与定套筒2下端面抵住,如果刀具需要调至伸出刀把6的端面a=75.5mm,此时需要长度调整组件3抵住刀具5旋转,带动刀具5向下位移h=4.5mm,即旋转长度调整组件3在长度分度刻度处位移4个分度,然后继续旋转,在圆周分度刻度处旋转1800,即在圆周分度刻度处总共旋转4*3600+1800。由此,实现精确调整。
[0051]
如图1的本实施例中,采用了2个固定螺钉1将衬套4内的刀具5进行紧固。固定套筒下段内孔2
‑
1上、衬套4上设置垂直于轴线的过孔。如果要保障固定螺钉1将衬套4内的刀具5进行稳定紧固,以达到刀具长度精调的目的,需要对衬套4内的刀具5进行沿周边均匀布设的紧固,也就是需要在固定套筒下段内孔2
‑
1上接近下端口的位置均布数个垂直于轴线的螺纹孔,相应的,衬套4的相应位置布设有同等数量的垂直于轴线的过孔;相应的,有同等数量的固定螺钉1旋过固定套筒下段内孔2
‑
1、穿过衬套4,对刀具5进行均匀受力的紧定。
[0052]
如图1的本实施例,衬套4侧壁的过孔与固定螺钉1之间为间隙配合,便于固定螺钉1穿过衬套4;衬套4的外径与固定套筒下段内孔2
‑
1适配。衬套4可以做成内径不同的数个衬套,以适应不同直径的刀具5的长度调整;相应的,所选用的固定螺钉1也要做重新选择,以适应刀具到固定套筒2外壁距离的不同。也就是说,本发明的一个固定套筒2,可以有数个衬套与之配套使用,适应数把刀具的长度位置调整。衬套的作用一是固定刀具5,并与固定轴套2同轴;二是成为机台内装刀用刀具长度精调装置中的可替换件,使得本发明装置能够适应不同刀杆尺寸的刀具5的长度调整。
[0053]
实施例2
[0054]
在实际应用中,衬套4的内壁为圆形、正方形、长方形等或者其他与刀具形状相适配的形状,以适应不同横截面形状的刀具的长度方向位置的调整。相应的,要重新布置固定套筒下段内孔2
‑
1上的螺孔、衬套4侧壁的过孔的布置。一般情况下,将衬套4侧壁上设置1个、2个、4个过孔中的一种,可以适应多种横截面的刀具的长度位置调整的需要。
[0055]
本具体实施例如图2所示,衬套4的内壁为正方形,适应刀杆横截面为正方形的刀具5的长度精调。衬套4侧壁上设置2个过孔,相应的,固定套筒下段内孔2
‑
1上的螺纹孔也是设置有直径线上的两个过孔螺纹孔。两个固定螺钉1同时从固定套筒下段内孔2
‑
1上的螺孔
旋入,穿过衬套4的内壁,将刀具5紧定。
[0056]
实施例3
[0057]
衬套4侧壁上过孔为凹槽孔,凹槽孔内设置有滚珠,当刀具5装到机台内装刀用刀具长度精调装置的衬套4中,让刀具5的顶端抵住长度调整组件3,并将固定螺钉1旋进固定套筒下段内孔2
‑
1并轻抵衬套4上的滚珠,然后滚珠给予刀具5一定的预紧力使得刀具不会自动滑落,又能随着长度调整组件3向下移动时一起向下移动,由此,在调整长度的过程中刀具表面不被紧固件(如:固定螺钉)划伤,当长度调整组件3调整距离到位时,旋紧固定螺钉1,从而使得滚珠也不能发生相对滚动,由此将刀具5固定在衬套4内;这时,限位组件形成稳固的一体结构。
[0058]
机台内装刀用刀具长度精调装置按照以下步骤进行调节:
[0059]
s1.根据刀具5的直径和横截面,首选过渡配合内径的衬套4;根据衬套4的外径选用间隙配合的固定套筒2;根据衬套4、固定套筒2的壁厚,选择适合长度的固定螺钉1;在选择衬套4时,要同时考虑侧壁的过孔与固定套筒2要匹配,如刀具5的横截面是多边形,要选择与之过渡配合的、内截面为多边形适配的衬套4,并注意衬套4侧壁的过孔与固定套筒2要匹配。
[0060]
s2.将长度调整组件3旋进内孔台的内螺纹中,校准长度调整组件3到标准刻度,使得长度调整组件3下端面到固定套筒2下端面的距离为h,此时,将长度调整组件3调整到圆周分度刻度和长度分度刻度为0的位置,计算刀具调整量h=h
‑
a,其中,a为加工需要的刀具5在刀把6上伸出的长度;计算h在长度分度和圆周分度上个对应的位移量,并且h>h。后续只要旋转长度调整组件3,位移量达到加工需要的刀具5在刀把6上伸出的长度h,即可。
[0061]
s3.把刀具5装到机台内装刀用刀具长度精调装置中,让刀具5的顶端抵住长度调整组件3,并将固定螺钉1都旋进固定套筒下段内孔2
‑
1并穿过衬套4侧壁,轻抵住刀具5;
[0062]
s4.旋转长度调整组件3,实现刀具5在固定套筒2中的位移为h;将刀具5抵住长度调整组件3的下端面,旋转长度调整组件3,实现刀具5在固定套筒2中的位移量为s2中计算的长度分度和圆周分度上个对应的位移量;
[0063]
s5.通过观察长度分度刻度和圆周分度刻度,当所装刀具5在固定套筒2中的位移长度通过调节限位组件3到位后,旋紧固定螺钉1,将刀具5固定在衬套4内;这时,限位组件形成稳固的一体结构;
[0064]
s6.把刀具5装到刀把6中:把刀具5的刀柄插入刀把6中,固定套筒2下端面和刀把6端部保证接触;刀把6锁紧刀具5后,松开固定螺钉1解除刀具5在固定套筒2中的锁定状态,使刀具5和机台内装刀用刀具长度精调装置分离,装刀完成。
[0065]
以上是对优选的本发明的装置和使用方法进行的描述,但是本发明并不局限于上述的具体的实施方式。上述的优选实施例仅是示意性的,并不是限制性的。本领域的普通技术人员在本发明装置的启示下,不脱离本发明实质,还可以做出很多形式的具体变换。这些均属于本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1