一种钢管焊接设备的制作方法
1.本发明涉及钢管焊接技术领域,尤其是一种钢管焊接设备。
背景技术:
2.钢管在我们生活中随处可见,各类消防水管、燃气运输管、石油运输管等,但是在各类工厂中,消防管及其他运输管均设置在在墙角落,且这类钢管均为长距离钢管,均需要在现场焊接,但是此类设置在墙角位置的钢管,焊接工人很难看见钢管的连接缝隙,因此很难对其进行焊接。
技术实现要素:
3.本发明针对现有技术中的不足,提供了一种钢管焊接设备。
4.为解决上述技术问题,本发明通过下述技术方案得以解决:一种钢管焊接设备,包括机架、导向机构、移动小车、推动机构和动力机构,推动机构和动力机构设置在机架上,且动力机构将动力传递给推动机构,移动小车与导向机构配合设置,推动机构推动移动小车在导向机构上滑动,导向机构设置在需要焊接的钢管上。
5.其有益效果在于,通过导向机构对移动小车进行导向,在通过推动机构给移动小车提供动力,使其对钢管缝隙进行焊接。
6.导向机构包括第一导向环、第二导向环、滑动板和自动调节机构,第一导向环与第二导向环配合设置,连接起来可组成一个完整的圆,第一导向环和第二导向环上设置有导轨,滑动板配合设置在导轨上,自动调节机构设置有多个,且第一导向环和第二导向环上均有设置,其在适配不同直径的钢管时起锁定作用,移动小车设置在滑动板上。
7.其有益效果在于,使得导向机构能便于在钢管上固定和脱离。
8.上述方案中,优选的,自动调节机构包括滑动锁定柱和第二弹性件,所述滑动锁定柱上设置顶触头、滑动段和限位端,顶触头为v型槽口设计,所述滑动锁定柱通过滑动段滑动设置在第一导向环和第二导向环上,所述第二弹性件套设在滑动段上,且两端顶触在顶触头的上顶面和第一导向环或第二导向环的内壁上。
9.其有益效果在于,使导向机构能适应不同直径的钢管,且在不同直径的钢管上自动调节机构都能对准导轨形成的圆形的圆心,使其作用在钢管上的点位都相同,使第一导向环与第二导向环锁定后其圆心与钢管的圆心一致。
10.上述方案中,优选的,移动小车包括焊接头、滑动导柱、滚轮、第一弹性件和车架,所述焊接头设置在车架上,滑动导柱设置有2个,均设置在车架的侧边衍生版上,所述移动小车通过2根滑动导柱滑动设置在滑动板上,第一弹性件套设在滑动导柱上,且顶触在衍生版上的上平面和滑动板的底面上。
11.其有益效果在于,使移动小车始终沿着导轨25滑动,且其能上下调节,在遇到不同直径的钢管时,移动小车上的滚轮始终压触在钢管壁上。
12.上述方案中,优选的,所述推动机构包括涡卷弹簧、焊丝保护套、焊丝滚轮、焊丝和
外罩,焊丝保护套设置在涡卷弹簧上,跟随涡卷弹簧一起运动,所述涡卷弹簧的一端设置在移动小车的尾部,焊丝保护套与移动小车上的焊接头连接,所述外罩包括外腔室和内腔室,所述涡卷弹簧设置在外腔室内,且涡卷弹簧的另一端连接在内腔室与外腔室的分隔板上,所述焊丝滚轮转动设置在内腔室内,所述焊丝保护套穿过分隔板进入到内腔室内,所述焊丝缠绕在焊丝滚轮上,一端通过焊丝保护套到达焊接头上。
13.上述方案中,优选的,动力机构包括电机和滚轮,滚轮和电机均设置在外罩上,滚轮设置在电机的动力轴上,所述滚轮位于涡卷弹簧下方,且顶触在涡卷弹簧的底面上,所述外罩上设置有推出口,滚轮转动能带动涡卷弹簧一端进出外罩上的推出口。
14.上述方案中,优选的,机架包括底座和伸缩杆,所述伸缩杆上端设置在外罩上,下端设置在底座上,所述伸缩杆能上下伸缩,带动外罩处于不同的高度,且伸缩杆能在不同的高度锁定。
15.本发明的有益效果是:本发明提供了一种可以自动焊接墙高钢管的设备,在操作人员不能清楚看到焊接缝隙的时候,通过本发明对钢管缝隙进行自动焊接,避免因看不到凭感觉进行焊接而造成虚焊、脱焊和焊接不到的现象,提高钢管的焊接质量,提升工作效率。
附图说明
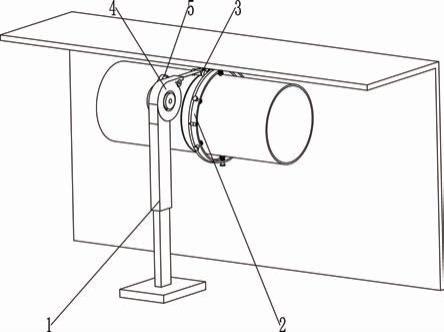
16.图1为本发明示意图。
17.图2本发明机构示意图。
18.图3本发明导向机构示意图。
19.图4为本发明导向机构剖视图。
20.图5本发明机滑动小车构示意图。
21.图6本发明滑动小车剖视图。
22.图7为本发明推动机构部分示意图。
23.图8本发明外罩剖视图。
具体实施方式
24.下面结合附图与具体实施方式对本发明作进一步详细描述:参见图1
‑
图8,一种钢管焊接设备,包括机架1、导向机构2、移动小车3、推动机构4、动力机构5和焊机模块,机架1包括底座11和伸缩杆12,所述伸缩杆12上端设置在推动机构4上,下端设置在底座11上,底座11设置在地面上,伸缩杆12能上下伸缩滑动,伸缩杆12上下滑动将推动机构4推动至合适高度,然后进行锁定。
25.所述推动机构4包括涡卷弹簧41、焊丝保护套42、焊丝滚轮43、焊丝44和外罩45,所述外罩45包括外腔室451、内腔室452、分隔板453和推出口454,所述涡卷弹簧41设置在外腔室451上,其一端通过推出口454设置在移动小车3上,另一端设置在分隔板453上,其向外拉涡卷弹簧41的外端时,处于外腔室451内的涡卷弹簧41搅紧,外力消失时,自动放松,使得涡卷弹簧41向内收缩。
26.焊丝保护套42设置在涡卷弹簧41上,跟随涡卷弹簧41一起运动,且焊丝保护套42的一端设置在移动小车上,另一端通过分隔板453进入到内腔室452内,所述内腔室452内转
动设置有焊丝滚轮43,焊丝滚轮43上设置有焊丝44,所述焊丝穿过焊丝保护套42设置在移动小车3上。
27.所述移动小车3包括焊接头31、滑动导柱32、滚轮33、第一弹性件34、车架35、第一焊丝滚轮37、第二焊丝滚轮38和皮带36,所述焊接头31包括前端焊接头311和后端焊接头312,所述前端焊接头311与后端焊接头312之间设置有第一焊丝滚轮37和第二焊丝滚轮38,且两者均转动设置在车架35上,所述第一焊丝滚轮37与第二焊丝滚轮38均为软性弹性材质,两者之间相互顶触,且两者中间部分均设置有圆弧槽,其两者上下顶端且,中间圆弧槽压触在焊丝44上,第一焊丝滚轮37转动带动第二焊丝滚轮38转动,同时带动焊丝44向前推出。
28.所述滚轮33转动设置在车架35上,且在车架35上均布设置有4个,其中一个滚轮33上还设置有第二皮带轮331,所述第一焊丝滚轮37上还设置有第一皮带轮371,第一皮带轮371与第二皮带轮331通过皮带36连接。
29.其中在滚轮33转动的时候,能带动第二皮带轮331转动,通过皮带36的作用,带动第一皮带轮371转动,从而带动第一焊丝滚轮37转动,进而带动第二焊丝滚轮38转动,最终带动焊丝44向前推出。
30.所述车架35侧面设置有衍生板351,在衍生板351上设置有2个滑动导柱32,所述导向机构2包括第一导向环21、第二导向环22、滑动板23和自动调节机构24,所述第一导向环21和第二导向环22上设置有导轨25,且两者组合起来形成一个完成圆,使得导轨25也形成一个完整的圈,所述滑动板23滑动设置在导轨25上,所述滑动板23上设置有滑动衍生板231,所述移动小车3通过两个滑动导柱32滑动设置在滑动板23的滑动衍生板231上,第一弹性件34套设在滑动导柱32上,且其两端分别顶触在滑动衍生板231的下底面上和衍生板351的上平面上。
31.自动调节机构24包括滑动锁定柱241和第二弹性件242,所述滑动锁定柱241上设置顶触头243、滑动段244和限位端245,顶触头243为v型槽口设计,所述滑动锁定柱241通过滑动段244滑动设置在第一导向环21和第二导向环22上,所述第二弹性件242套设在滑动段244上,且两端顶触在顶触头243的上顶面和第一导向环21或第二导向环22的内壁上,且自动调节机构24设置有多个,且均匀设置在第一导向环21与第二导向环22上,第一导向环21与第二导向环22配合设置,连接起来可组成一个完整的圆,两者之间一端转动连接在一起,另一端通过锁扣连接在一起。
32.其中在需要焊接中,先将第一导向环21和第二导向环22之间的锁扣打开,将第一导向环21和第二导向环22环扣在钢管上,然后在锁上锁扣,使之形成一个完整的圆,此时均匀设置的自动调节机构24上的滑动锁定柱241均顶触在钢管上,且均压触第二弹性件242,由于所有的第二弹性件242为同一型号,因此弹性相等,因此所有第二弹性件242的压缩程度相等,从而使第一导向环21和第二导向环22形成的圆的圆心与钢管的圆心一致,且将第一导向环21和第二导向环22固定在钢管上,而此时滑动小车3弹性滑动设置在滑动板23上,而滑动板23滑动设置在第一导向环21和第二导向环22的导轨25上,因此此时滑动小车3在第一弹性件34的作用下,使其上的滚轮33压触在钢管上。
33.动力机构5包括电机51和动力滚轮52,动力滚轮52和电机51均设置在外罩45上,动力滚轮52设置在电机51的动力轴上,所述动力滚轮52位于涡卷弹簧41下方,且顶触在涡卷
弹簧41的底面上 ,且动力滚轮52上设置有圆弧槽,便于涡卷弹簧41上的焊丝保护套42通过。
34.其中电机51转动,带动动力滚轮52转动,使得涡卷弹簧41在动力滚轮52的作用下从外罩45上的推出口454出向外推出,从而处于外腔室451内的涡卷弹簧41一边向外推出,剩余的部分慢慢搅紧,而焊丝44在焊丝保护套42的作用下不会受到压触,而涡卷弹簧41的前端设置在移动小车3上,因此在涡卷弹簧41向前推出的同时,使其带动移动小车3向前滑动,而导轨25给移动小车3进行导向,使其沿着两根钢管的缝隙进行滑动。
35.而移动小车3在钢管上进行滑动的同时,其上的滚轮33转动,带动第二皮带轮331转动,通过皮带36的作用,带动第一皮带轮371转动,从而带动第一焊丝滚轮37转动,进而带动第二焊丝滚轮38转动,最终带动焊丝44向前推出,从而使得移动小车3在钢管上移动的同时,提供出焊丝44对缝隙进行焊接。
36.其工作原理或使用方法如下:在需要对两段钢管进行焊接时,先将两段钢管放置好,然后通过调节伸缩杆12将推动机构4升高至合适高度,然后打开第一导向环21与第二导向环22之间的锁扣,将第一导向环21和第二导向环22环扣在钢管上,然后在锁上锁扣,使之形成一个完整的圆,此时均匀设置的自动调节机构24上的滑动锁定柱241均顶触在钢管上,且均压触第二弹性件242,由于所有的第二弹性件242为同一型号,因此弹性相等,因此所有第二弹性件242的压缩程度相等,从而使第一导向环21和第二导向环22形成的圆的圆心与钢管的圆心一致,且将第一导向环21和第二导向环22固定在钢管上,而此时滑动小车3弹性滑动设置在滑动板23上,而滑动板23滑动设置在第一导向环21和第二导向环22的导轨25上,因此此时滑动小车3在第一弹性件34的作用下,使其上的滚轮33压触在钢管上,然后调整第一导向环21和第二导向环22位于钢管上的位置,使滑动小车3上的焊接头31对准两端钢管间的缝隙。
37.调整好之后,启动焊机模块启动,而机电机51转动,带动动力滚轮52转动,使得涡卷弹簧41在动力滚轮52的作用下从外罩45上的推出口454出向外推出,从而处于外腔室451内的涡卷弹簧41一边向外推出,剩余的部分慢慢搅紧,而焊丝44在焊丝保护套42的作用下不会受到压触,而涡卷弹簧41的前端设置在移动小车3上。
38.此时移动小车3在第一弹性件34的作用下,其上的滚轮33压触在钢管上,而后方的涡卷弹簧41推动滑动小车3向前滑动,而滑动小车在导轨25的作用下,滚轮33压触在钢管壁上,沿钢管缝隙滑动,在推动滑动小车3向前滑动的过程中,滚轮33与钢管壁发生相对转动,从而带动第二皮带轮331转动,通过皮带36的作用,带动第一皮带轮371转动,从而带动第一焊丝滚轮37转动,进而带动第二焊丝滚轮38转动,最终带动焊丝44向前推出,从而使得移动小车3在钢管上移动的同时,提供出焊丝44对缝隙进行焊接。
39.在焊接完成之后,先解开第一导向环21和第二导向环22之间的锁扣,焊接模块关闭,将其从钢管上取下来,然后电机51反转,带动涡卷弹簧41缩回外腔室451内,使之恢复到初始状态。
40.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1