一种薄规格中高碳钢种分季节的扁卷控制方法与流程
1.本发明涉及水冷循环技术领域,具体为一种薄规格中高碳钢种分季节的扁卷控制方法。
背景技术:
2.csp产线(薄板坯连铸连轧产线)的品种开发受制于铸坯减薄后引发的钢水冶炼和连铸工艺,而由于其特点,相比于常规热轧更利于薄材生产,同时在“以热带冷”的推动下,薄材的市场潜力巨大。随着市场激烈竞争,武汉有限csp产线产品结构大幅调整,实施“双百万”战略,每年大幅提高极薄带钢的批量化生产。中高碳钢种具有良好的抗弯强度,经热处理及冷拔硬化后,强度较高,具有一定的韧性和塑性;相同表面状态和完全淬透情况下,疲劳极限较高。
3.目前,生产薄规格中高碳钢种时,存在卷取机卸卷后发生扁卷的问题。扁卷主要发生在1.5mm至2.0mm规格中,此缺陷会影响后工序的生产效率,并造成严重的原料损失,严重影响了生产成本和产品质量。
技术实现要素:
4.(一)解决的技术问题
5.本发明的目的是提供一种基于短流程生产模式下中高碳钢种分季节扁卷的控制方法。以解决扁卷的钢卷需操作中容易增加额外生产成本、又影响生产效率和产品成材率、易造成钢卷表面划伤的问题。
6.(二)技术方案
7.一种薄规格中高碳钢种分季节的扁卷控制方法,步骤如下:
8.(1)提高带钢头部温度
9.将带钢放入均热炉,将出炉温度提高至1190℃,控制加热曲线为区域温度为1180-1210℃、空气过剩系数1.32-1.4;
10.(2)优化高压除鳞压力
11.带钢经过精轧高压除鳞机时,除鳞压力参数如下:当轧制厚度h≥3.0mm,入口除鳞压力为300bar、出口除鳞压力300bar;当轧制厚度2.0mm≤h<3.0mm,入口除鳞压力250bar、出口除鳞压力为300bar;当轧制厚度1.5mm≤h<2mm,入口除鳞压力230bar、出口除鳞压力为250bar;
12.(3)优化精轧终轧
13.高温计检测触发后0.1s启动精轧终轧,当轧制厚度h0≥3.0mm,控制ft7温度控制的升速速率为0.05m/s2;当轧制厚度2.0mm≤h0<3.0mm,控制ft7温度控制的升速速率为0.06m/s2当轧制厚度1.5mm≤h0<2.0mm,控制ft7温度控制的升速速率为0.08m/s2;
14.(4)优化目标ft7
15.当带钢轧制厚度1≤h1≤3.0mm,夏季控制终轧温度为900℃,冬季控制终轧温度
920℃;当带钢轧制厚度h1处于3.0-6.0mm之间,夏季控制终轧温度为880℃,冬季控制终轧温度900℃;当带钢轧制厚度h1处于6.0-12.7mm之间,夏季控制终轧温度为860℃,冬季控制终轧温度860℃;
16.(5)优化卷取相关一级参数
17.控制带钢为55n/mm2、恒张力恒扭矩转换直径为1400mm,增加带钢内圈卷紧程度;
18.(6)调节ct温度
19.在厚度范围为1.0-3.0mm,夏季控制卷取温度为700℃、冬季控制卷曲温度为730℃,层流冷却模式为前段慢冷;在厚度范围为3.0-6.0mm,夏季控制卷取温度为700℃、冬季控制卷曲温度为720℃,层流冷却模式为前段慢冷;在厚度范围为6.0-12.7mm,夏季控制卷取温度为700℃、冬季控制卷曲温度为700℃,层流冷却模式为前段慢冷。
20.本发明构思:
21.在轧制中高碳钢种时,当钢卷从卷取机的卷筒抽出后,钢卷的重力将完全由其自身承担。卧式贮运的钢卷在重力作用下有可能逐渐塌陷而呈椭圆形,或内圈呈三角等形状,此现象称之为扁卷。扁卷的钢卷需采取措施开平,如人工火焰切割变形严重的内圈,增加额外生产成本,又影响生产效率和产品成材率;椭圆度大的钢卷在开平过程中圆周速度不一致,张力波动剧烈,易造成钢卷表面划伤,最终影响用户使用,造成产品降级或判废,带来较大的经济损失;扁卷非常严重的钢卷只能判废。并且中高碳钢种的扁卷现象的发生率因季节(室温)的变化差异较大。扁卷在平整工序的切损量较大,同时影响生产效率,目前中高碳钢种的综合成材率仅94%左右。本发明的目的是克服上述不足,在短流程产线的生产模式下分季节控制中高碳钢种的扁卷现象。
22.本发明中主要元素和工艺的作用及机理:
23.本发明之所以提高带钢头部温度。板坯头部属于自由散热状态,始终暴露在空气中,散热速度较快;且热连轧过程中,因各机架的自身弹跳,带钢在咬钢过程中需要冲击辊缝,导致带钢头部偏薄,也加快了头部散热程度。在这两方面因素的共同作用下,经末机架轧制后带钢头部100~200米终轧温度通常比目标值低5~10℃。而在卷取过程中,一定长度的带钢卷紧后形成的内圈可作为刚性芯轴支撑钢卷。若头部200米温度达不到的要求,这部分带钢将发生相变膨胀和相变塑性伸长,卷不紧实,层间缝隙增加,刚度降低,在钢卷重力作用下就容易扁卷。通过提高板坯出炉温度,可直接提高带钢头部温度;通过优化精轧终轧温度控制的启动时间与精轧ft7温度控制的升速速率,可提高通过轧制速度调节终轧温度的响应时间,从而精确控制带钢的头部终轧温度;通过针对不同室温优化带钢目标终轧温度,可补偿因不同室温造成的带钢头部终轧温度的差异。以上技术方案均使带钢头部100~200米温度得到了精确控制,从而达到了做为刚性芯轴支撑的目的。
24.本发明之所以优化卷取机组相关一级参数。是由于中高碳钢种强度较高,特别是薄规格,在卷取过程中,张力过小易出现钢卷层间松卷,带钢未卷紧的现象,在卸卷后出现扁卷,因此需要放开卷取一级内单位张力限幅。另外根据csp卷取设备的张力控制曲线的特点,增加恒张力恒扭矩转换直径可以提高钢卷内圈总张力,增加钢卷内圈层间的卷紧程度,可以有效增加内圈抗扁卷能力。
25.本发明之所以在不同的室温条件下对ct温度进行不同设计。该中高碳钢种的成分设计如下:
26.成分csimnpsalsngk0.63~0.690.17~0.300.97~1.10≤0.018≤0.008≤0.040≤0.008目标0.660.201.0≤0.012≤0.0050.025≤0.005
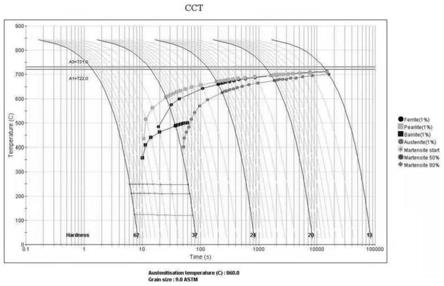
27.其cct曲线如图1所示。
28.中高碳钢发生扁卷的机理为:卷取后带钢由于相变发生体积膨胀,相变膨胀所造成的长度方向上的膨胀量较大,从而造成层与层之间的间隙增大,形成松卷现象,此时卷形处于不稳定状态,在重力作用下,将发生扁卷。通过该钢种的cct曲线可以看到,冷却时奥氏体向珠光体的转变开始温度为700℃,如在该相变点以下进行卷取时,根据上述扁卷机理,会产生扁卷现象,因此需要控制带钢在卷取过程中的温度≥700℃,使其相变过程在卷取机后的运输链或钢卷库发生,
29.钢卷的相变从外层及与卷筒接触的芯部向中间层逐步进行,分为以下三个阶段:(1)外层及芯部相变时,中间层未相变,随着温度降低,中间层冷缩,使钢卷更紧,外层及芯部相变造成的膨胀由中间层收缩补偿,不产生扁卷;(2)相变完毕的外层及芯部使卷形固定,从而阻止中间层相变引起的卷形不稳定;(3)整个钢卷相变完成后,钢卷冷却收缩,使钢卷更紧。综合以上三个阶段,将卷取目标温度优化为700℃以上时,卷取机卸卷后不会产生扁卷。
30.(三)有益效果
31.与现有技术相比,本发明解决了短流程生产模式下中高碳钢种扁卷的问题,实现了短流程轧制中高碳钢种的高质量、高稳定性规模化生产的目的,具有以下效果:
32.①
方法在实施过程中不需要改造设备,现有设备及控制便可使用;
33.②
该方法适用于所有规格中高碳钢种扁卷的控制;
34.③
该方法简便易行,易于操作,实用性强。
附图说明
35.图1为本发明cct曲线;
36.图2为本发明方法处理前的卷钢照片;
37.图3为本发明方法处理后的卷钢照片。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.实施例1
40.实例一:生产厚度3.0mm的65mn(夏季,室温30℃)
41.①
均热炉出炉温度及加热曲线:
[0042][0043][0044]
②
精轧除磷压力:
[0045]
入口除鳞压力(bar)出口除鳞压力(bar)300300
[0046]
③
精轧终轧温度控制的启动时间:0.1s;
[0047]
④
精轧ft7温度控制的升速速率:0.05m/s2;
[0048]
⑤
目标ft7:900℃;
[0049]
⑥
卷取单位张力限幅55n/mm2,恒张力恒扭矩转换直径1400mm;
⑦
目标ct温度:
[0050]
轧制厚度(mm)卷取温度(℃)层流冷却模式代码3.07002(前段慢冷)
[0051]
效果:生产过程中无扁卷现象发生。
[0052]
实施例2
[0053]
生产厚度2.0mm的65mn(夏季,室温30℃)
[0054]
①
均热炉出炉温度及加热曲线:
[0055] b1b2b3b4b5b6b7b8b9 区域温度(℃)118012001210121012001195119011901190 空气过剩系数1.351.351.381.351.321.321.321.351.35
ꢀꢀ
a1a2a3a4a5a6a7a8a9a10区域温度(℃)1180120012101210119511951190119011901195空气过剩系数1.351.351.381.351.321.321.351.401.381.38
[0056]
②
精轧除磷压力:
[0057]
入口除鳞压力(bar)出口除鳞压力(bar)250300
[0058]
③
精轧终轧温度控制的启动时间:0.1s;
[0059]
④
精轧ft7温度控制的升速速率:0.06m/s2;
[0060]
⑤
目标ft7:900℃;
[0061]
⑥
卷取单位张力限幅55n/mm2,恒张力恒扭矩转换直径1400mm;
⑦
目标ct温度:
[0062][0063]
实施例3
[0064]
生产厚度1.5mm的65mn(夏季,室温30℃)
[0065]
①
均热炉出炉温度及加热曲线:
[0066] b1b2b3b4b5b6b7b8b9 区域温度(℃)118012001210121012001195119011901190 空气过剩系数1.351.351.381.351.321.321.321.351.35
ꢀꢀ
a1a2a3a4a5a6a7a8a9a10区域温度(℃)1180120012101210119511951190119011901195空气过剩系数1.351.351.381.351.321.321.351.401.381.38
[0067]
②
精轧除磷压力:
[0068]
入口除鳞压力(bar)出口除鳞压力(bar)230250
[0069]
③
精轧终轧温度控制的启动时间:0.1s;
[0070]
④
精轧ft7温度控制的升速速率:0.06m/s2;
[0071]
⑤
目标ft7:900℃;
[0072]
⑥
卷取单位张力限幅55n/mm2,恒张力恒扭矩转换直径1400mm;
⑦
目标ct温度:
[0073]
轧制厚度(mm)卷取温度(℃)层流冷却模式代码1.57002(前段慢冷)
[0074]
效果:生产过程中无扁卷现象发生。
[0075]
实施例4
[0076]
生产厚度3.0mm的65mn(冬季,室温0℃)
[0077]
①
均热炉出炉温度及加热曲线:
[0078] b1b2b3b4b5b6b7b8b9 区域温度(℃)118012001210121012001195119011901190 空气过剩系数1.351.351.381.351.321.321.321.351.35
ꢀꢀ
a1a2a3a4a5a6a7a8a9a10区域温度(℃)1180120012101210119511951190119011901195空气过剩系数1.351.351.381.351.321.321.351.401.381.38
[0079]
②
精轧除磷压力:
[0080]
入口除鳞压力(bar)出口除鳞压力(bar)300300
[0081]
③
精轧终轧温度控制的启动时间:0.1s;
[0082]
④
精轧ft7温度控制的升速速率:0.05m/s2;
[0083]
⑤
目标ft7:900℃;
[0084]
⑥
卷取单位张力限幅55n/mm2,恒张力恒扭矩转换直径1400mm;
⑦
目标ct温度:
[0085]
轧制厚度(mm)卷取温度(℃)层流冷却模式代码3.07202(前段慢冷)
[0086]
实施例5
[0087]
生产厚度2.0mm的65mn(冬季,室温0℃)
[0088]
①
均热炉出炉温度及加热曲线:
[0089] b1b2b3b4b5b6b7b8b9 区域温度(℃)118012001210121012001195119011901190 空气过剩系数1.351.351.381.351.321.321.321.351.35
ꢀꢀ
a1a2a3a4a5a6a7a8a9a10区域温度(℃)1180120012101210119511951190119011901195空气过剩系数1.351.351.381.351.321.321.351.401.381.38
[0090]
②
精轧除磷压力:
[0091]
入口除鳞压力(bar)出口除鳞压力(bar)250300
[0092]
③
精轧终轧温度控制的启动时间:0.1s;
[0093]
④
精轧ft7温度控制的升速速率:0.06m/s2;
[0094]
⑤
目标ft7:900℃;
[0095]
⑥
卷取单位张力限幅55n/mm2,恒张力恒扭矩转换直径1400mm;
⑦
目标ct温度:
[0096]
轧制厚度(mm)卷取温度(℃)层流冷却模式代码2.07202(前段慢冷)
[0097]
效果:生产过程中无扁卷现象发生。
[0098]
实施例6
[0099]
生产厚度1.5mm的65mn(冬季,室温0℃)
[0100]
①
均热炉出炉温度及加热曲线:
[0101][0102][0103]
②
精轧除磷压力:
[0104]
入口除鳞压力(bar)出口除鳞压力(bar)
230250
[0105]
③
精轧终轧温度控制的启动时间:0.1s;
[0106]
④
精轧ft7温度控制的升速速率:0.06m/s2;
[0107]
⑤
目标ft7:900℃;
[0108]
⑥
卷取单位张力限幅55n/mm2,恒张力恒扭矩转换直径1400mm;
[0109]
⑦
目标ct温度:
[0110]
轧制厚度(mm)卷取温度(℃)层流冷却模式代码1.57002(前段慢冷)
[0111]
效果:生产过程中无扁卷现象发生。
[0112]
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
[0113]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1