一种菱形导叶片加工工艺的制作方法
1.本发明涉及汽轮机叶片的加工技术领域,尤其涉及一种菱形导叶片加工工艺。
背景技术:
2.一般的菱形叶片的加工中,其采用的坯料通常为方钢结构,锯成叶片单件料后铣成六方坯料;然后铣叶根部位的叶根槽,再铣内径向面35
°
角度,然后铣背径向面,斜面,装配面,最后铣汽道内弧、背弧及转接处圆弧;这样的加工方法工序繁多冗余,铣成六方坯料再铣成内背两面35
°
斜面,不但材料浪费多,而且铣削工作量也很大,因此,需要一种新的加工工艺来提升菱形导叶片的加工效率,减少材料的损耗。
技术实现要素:
3.本发明要解决的技术问题是提供一种菱形导叶片加工工艺,能够解决一般的菱形导叶片加工工艺冗余,材料损耗大的问题。
4.为解决上述技术问题,本发明的技术方案为:一种菱形导叶片加工工艺,其创新点在于:具体加工工艺如下:
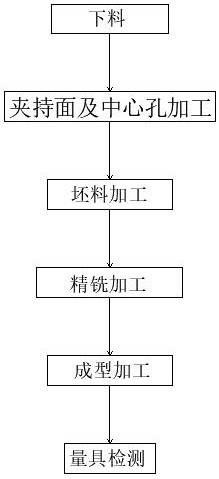
5.s1:下料:选取大块板料作为菱形导叶片的原材料,且大块板料的宽度为菱形导叶片的长度加上两端工艺头的长度;将大块板料夹持在锯床上,在锯床上按照35
°
的斜度锯成截面呈菱形毛坯料;
6.s2:夹持面及中心孔加工:将菱形毛坯料的菱形面夹持在夹具上,通过铣床铣出叶根所在端部的夹持面,同时在菱形毛坯料叶根所在端部上钻出中心孔;将夹具旋转180
°
保持夹紧状态,在菱形毛坯料叶冠所在端部上钻出中心孔,且中心孔位于夹持面的中心处;
7.s3:坯料加工:
8.s3.1:将完成夹持面加工和中心孔加工的菱形毛坯料采用中心定位的单头钳口夹具夹持住夹持面,另一端的中心孔采用顶针顶住,放置在立式回转盘上进行四轴综合粗铣;
9.s3.2:根据叶片资料通过电脑造型由加工中心铣出叶片的内面、背面、35
°
正反菱面、叶根槽、汽道内弧和汽道背弧;
10.s4:精铣加工:重复s3.2的步骤进行综合精铣,同时再铣出汽道内弧与汽道背弧转接处的圆弧结构;
11.s5:成型加工:将完成精铣加工的菱形导叶片取出加工中心,切割除去两端的工艺头,不可碰伤已加工表面;然后将切除工艺头的菱形导叶片夹持在铣床上进行铣菱形导叶片的总长、叶根倒角加工和精铣背径向面;最后送入抛光车间进行汽道内弧和汽道背弧的抛光加工,完成菱形导叶片的加工;
12.s6:量具检测:将完成成型加工后的菱形导叶片放入量具中进行型线贴合度检测。
13.进一步的,所述s2中菱形毛坯料的菱形面夹持在夹具上时为菱形毛坯料的扁平方向的两个平行面。
14.本发明的优点在于:
15.1)本发明中以截面呈菱形的毛坯料结构替代传统的截面呈方形的方形坯料结构作为菱形导叶片的加工坯料,在进行下料的时候可直接锯出,采用这种菱形毛坯料可以减少大量原材料在加工中损耗,提高原材料的利用率,降低生产成本;坯料的加工及精铣加工可以直接在同一加工中心加工完成,减少中间转移加工的工序,提高了加工效率。
附图说明
16.下面结合附图和具体实施方式对本发明作进一步详细的说明。
17.图1为本发明的一种菱形导叶片的加工工艺流程图。
18.图2为本发明的一种菱形导叶片的成品结构示意图。
具体实施方式
19.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。
20.因此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
21.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
22.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
23.此外,术语“水平”、“竖直”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。
24.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
25.如图1至图2所示的一种菱形导叶片加工工艺,具体加工工艺如下:
26.s1:下料:选取大块板料作为菱形导叶片的原材料,且大块板料的宽度为菱形导叶片的长度加上两端工艺头的长度;将大块板料夹持在锯床上,在锯床上按照35
°
的斜度锯成截面呈菱形毛坯料;
27.s2:夹持面及中心孔加工:将菱形毛坯料的菱形面夹持在夹具上,通过铣床铣出叶根所在端部的夹持面,同时在菱形毛坯料叶根所在端部上钻出中心孔;将夹具旋转180
°
保持夹紧状态,在菱形毛坯料叶冠所在端部上钻出中心孔,且中心孔位于夹持面的中心处;
28.s3:坯料加工:
29.s3.1:将完成夹持面加工和中心孔加工的菱形毛坯料采用中心定位的单头钳口夹具夹持住夹持面,另一端的中心孔采用顶针顶住,放置在立式回转盘上进行四轴综合粗铣;
30.s3.2:根据叶片资料通过电脑造型由加工中心铣出叶片的内面、背面、35
°
正反菱面、叶根槽、汽道内弧和汽道背弧;
31.s4:精铣加工:重复s3.2的步骤进行综合精铣,同时再铣出汽道内弧与汽道背弧转接处的圆弧结构;
32.s5:成型加工:将完成精铣加工的菱形导叶片取出加工中心,切割除去两端的工艺头,不可碰伤已加工表面;然后将切除工艺头的菱形导叶片夹持在铣床上进行铣菱形导叶片的总长、叶根倒角加工和精铣背径向面;最后送入抛光车间进行汽道内弧和汽道背弧的抛光加工,完成菱形导叶片1的加工;
33.s6:量具检测:将完成成型加工后的菱形导叶片放入量具2中进行型线贴合度检测。
34.s2中菱形毛坯料的菱形面夹持在夹具上时为菱形毛坯料的扁平方向的两个平行面。
35.本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1