一种实现耐高温金属外壳的焊接方法与流程
1.本发明属于芯片封装技术领域,具体涉及一种实现耐高温金属外壳的焊接方法。
背景技术:
2.安装半导体集成电路芯片用的外壳,起着安放、固定、密封、保护芯片和增强电热性能的作用,而且还是沟通芯片内部世界与外部电路的桥梁;芯片上的接点用导线连接到封装外壳的引脚上,这些引脚又通过印制板上的导线与其他器件建立连接;因此,封装对cpu和其他lsi集成电路都起着重要的作用。
3.通常在对芯片进行封装时,芯片外壳上的硒化锌或蓝宝石光窗与金属通过常规的钎焊技术达到的效果并不好,常规的焊接技术焊接完成后,芯片只能耐受400度以下高温,当温度达到400度以上时,光窗将会和金属分离,造成芯片无法使用的问题。
技术实现要素:
4.本发明要解决的技术问题是克服现有的缺陷,提供一种实现耐高温金属外壳的焊接方法,以解决上述背景技术中提出的通常在对芯片进行封装时,芯片外壳上的硒化锌或蓝宝石光窗与金属通过常规的钎焊技术达到的效果并不好,常规的焊接技术焊接完成后,芯片只能耐受400度以下高温,当温度达到400度以上时,光窗将会和金属分离,造成芯片无法使用的问题。
5.为实现上述目的,本发明提供如下技术方案:一种实现耐高温金属外壳的焊接方法,包括以下步骤:
6.步骤一:采用4j29材料的金属帽体电镀底镍后表面电镀金,帽口尺寸为15mm
×
20mm,光窗材料选取硒化锌,尺寸为14.9mm
×
19.9mm(光窗边缘金属化处理,表面焊接层为金层),insn48预成型焊片尺寸根据帽口长宽、光窗片金属化层的宽度及所需填充的焊接体积确定;
7.步骤二:准备实验仪器,实验仪器采用真空钎焊炉替代传统钎焊所用的链式网带炉,真空炉具有温度控制准确、炉内气氛与真空度可控、操作方法简便的特点;
8.步骤三:进炉前使用无水乙醇清洗金属帽体与硒化锌光窗,去除材料表面的油污和其他污物,挑选平整的焊片进行装夹,真空焊接炉加热平板上的温度均匀性良好,且通过抽真空方式使炉腔真空度维持在50pa左右,减少焊料氧化物的生成;
9.步骤四:焊料在真空条件或保护气氛下加热至熔化,与金属帽体和光窗片金属化表面发生化学反应形成金属间化合物实现金属帽体与光窗片的可靠连接,焊料熔化后部分气体残余在光窗片底部的焊料中,通过向内部施加一定的气压,减小残余气体的体积,并根据公式
10.式中,p1为施加气压前的初始压强,v1为施加气压前的焊接界面初始体积,t1为施加气压前的温度,p2为施加气压后的最终压强,v2为施加气压后的焊接界面残余气体体积,
即空洞体积,t2为施加气压后的温度;
11.步骤五:在焊料熔化前将真空腔内的压强降低到p1,待焊料完全熔化后再往真空腔内充气至气压p2,则焊接界面内的残余气体(即空洞)被压缩为很小的体积v2,焊接过程中施加气压前后的t1与t2基本相等,所以真空焊接后的空洞体积由此可知,真空焊接后的空洞体积主要取决于p1/p2的比值,更有助于减小残留在光窗片底部的残余气体体积,获得较低的焊接空洞率;
12.步骤六:焊接初始阶段无加热,用高纯氮气“冲洗”炉腔后再利用真空泵抽走炉腔内的气体,反复两次充气、抽气,第二阶段是保持低压真空状态,炉膛开始加热从室温以5℃/min~8℃/min的速度升温至焊接峰值温度180℃,并保温5min直至焊料完全熔化。
13.步骤七:使用氦质谱检漏仪对焊接好的管帽进行气密性检测;
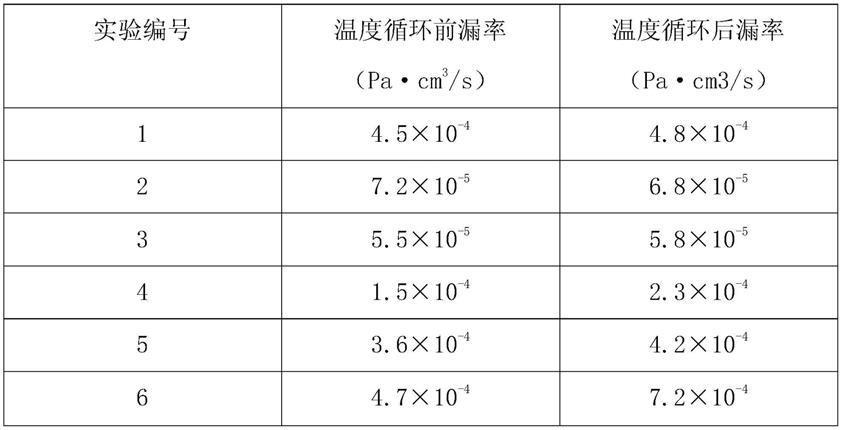
14.步骤八:为了检验焊接管帽承受高低温变化的能力,根据光电器件外壳产品的使用情况对光窗管帽进行了温度循环考核,基于insn48合金焊料的熔点,进行温度循环试验,试验温度
‑
55~85℃,循环次数为10次温度循环完成后再次测试漏率。
15.优选的,所述步骤一中,所用焊料厚度为0.05mm,宽度为0.8mm。
16.优选的,所述步骤三中,整个过程采用热电偶可对焊接件表面进行温度跟踪实测,从而方便控制炉内实验过程的温度,使温度可视化和可控化。
17.优选的,所述步骤五中,借助合适的夹具,在窗片上提供额外的压力提高焊接接触面积,促进金属帽体及光窗片上镀金层与熔化焊料的反应,以减少焊接空洞率,提高焊接的质量。
18.优选的,所述步骤五中,真空炉的发热部件是石英管内的加热丝通电后加热丝发热,通过热辐射的方式传热至真空腔的平面焊接托板。
19.优选的,所述步骤六中,为保证焊接件受热均匀,在130℃和160℃时分别保温5min,最后阶段停止加热,并向炉膛内充入一定时间的高纯氮气,使得炉膛内得以降温,待焊料固化后,以便于形成良好的焊接件。
20.优选的,所述步骤七中,经检验,金属帽体经过优化后的真空焊接工艺获得光窗封接管帽的测量漏率r≤1x10
‑3pa/cm3·
s(氦),气密性满足要求。
21.优选的,所述步骤八中,准备6组焊接完成后的金属管帽进行实验,试验后的管帽漏率仍然满足国标的要求,试验说明通过优化后的焊接工艺获得的光窗管帽在承受
‑
55℃~85℃的极端温度转换时稳定性较好。
22.优选的,所述金属帽体固定连接在金属框架上表面,所述金属帽体表面贯穿开设有通孔,通孔内侧表面四角均开设有插槽,所述硒化锌光窗设置在通孔内部,所述硒化锌光窗上下表面四角均设置有金属限位块,所述金属限位块内部分别开设有竖向槽和横向槽,所述竖向槽内侧表面设置有内螺纹,且所述竖向槽内部通过内螺纹螺纹连接有限位螺钉,所述横向槽内部滑动连接有插块,所述横向槽内部上下两侧均开设有限位槽,所述限位槽设置有两个,所述插块上下表面均固定连接有限位杆,所述限位杆设置在限位槽内部,且所述硒化锌光窗通过插槽、插块和金属限位块固定连接在金属帽体内的通孔内部。
23.优选的,所述硒化锌光窗和金属帽体通孔内壁之间的缝隙处设置有焊料。
24.与现有技术相比,本发明提供了一种实现耐高温金属外壳的焊接方法,具备以下
有益效果:
25.1、本发明通过设置的金属限位块,通过金属限位块方便对硒化锌光窗在金属帽体内的位置进行固定,避免了在使用时硒化锌光窗发生位置的偏移,造成破坏金属框架下端的芯片的密封性而影响芯片的正常使用,通过设置的金属帽体,通过金属帽体将硒化锌光窗固定安装在金属框架上表面,从而实现内部芯片能够承受较高温度的目的,避免了通常在对芯片进行封装时,芯片外壳上的硒化锌或蓝宝石光窗与金属通过常规的钎焊技术达到的效果并不好,常规的焊接技术焊接完成后,芯片只能耐受400度以下高温,当温度达到400度以上时,光窗将会和金属分离,造成芯片无法使用的问题;
26.2、本发明通过设置的金属限位块,在对硒化锌光窗进行安装时,通过在竖向槽内部螺纹连接一个限位螺钉,当限位螺钉螺纹连接在竖向槽内部时,会将插块朝向金属帽体内进行移动,从而将插块插入金属帽体内侧表面开设的插槽内部,从而实现对金属限位块位置的固定,且通过在硒化锌光窗上下表面四角均设置有四个金属限位块,从而实现对硒化锌光窗的位置进行固定的目的,通过设置的焊料,在对硒化锌光窗的位置进行固定后,通过焊料可以进一步对硒化锌光窗在金属帽体的通孔内部的位置进行限定,且保证了金属帽体内部的密封性,焊料可以承受
‑
55~85℃的极端温度,且在
‑
55~85℃的极端温度下可以保证其稳定性较好,不会使硒化锌光窗和金属帽体之间发生漏气现象,增加了内部芯片的使用寿命,实用性较强。
27.3、本发明通过采用真空钎焊炉替代传统钎焊所用的链式网带炉,使实验的过程中,温度控制更加准确、炉内的空气与真空度控制较为方便和炉体操作方法较为简便的特点,大大方便了实验的过程,本发明通过采用优化后的焊接方式进行焊接,使金属管帽的测试结果较为完美,极大的提高了被测电路的市场竞争力,且整个测试方案集成度较高,生产管控较为方便,也间接提高了大规模生产测试的效率,最终达到了高效、稳定、准确测试的目的。
附图说明
28.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制,在附图中:
29.图1为本发明提出的实现硒化锌光窗与金属可靠焊接的工艺方法中硒化锌光窗和金属框架的结构示意图;
30.图2为本发明提出的实现硒化锌光窗与金属可靠焊接的工艺方法中金属限位块的剖视图;
31.图3为本发明提出的实现硒化锌光窗与金属可靠焊接的工艺方法中硒化锌光窗的俯视图;
32.图中:1、硒化锌光窗;2、金属帽体;3、金属框架;4、金属限位块;5、竖向槽;6、横向槽;7、限位螺钉;8、插块;9、限位槽;10、限位杆;11、焊料。
具体实施方式
33.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
34.实施例
35.本发明提供一种技术方案:如图1
‑
3所示,一种实现耐高温金属外壳的焊接方法,包括以下步骤:
36.步骤一:采用4j29材料的金属帽体2电镀底镍后表面电镀金,帽口尺寸为15mm
×
20mm,光窗材料选取硒化锌,尺寸为14.9mm
×
19.9mm(光窗边缘金属化处理,表面焊接层为金层),insn48预成型焊片尺寸根据帽口长宽、光窗片金属化层的宽度及所需填充的焊接体积确定;
37.步骤二:准备实验仪器,实验仪器采用真空钎焊炉替代传统钎焊所用的链式网带炉,真空炉具有温度控制准确、炉内气氛与真空度可控、操作方法简便的特点,通过采用真空钎焊炉替代传统钎焊所用的链式网带炉,使实验的过程中,温度控制更加准确、炉内的空气与真空度控制较为方便和炉体操作方法较为简便的特点,大大方便了实验的过程。
38.步骤三:进炉前使用无水乙醇清洗金属帽体2与硒化锌光窗1,去除材料表面的油污和其他污物,挑选平整的焊片进行装夹,真空焊接炉加热平板上的温度均匀性良好,且通过抽真空方式使炉腔真空度维持在50pa左右,减少焊料氧化物的生成;
39.步骤四:焊料在真空条件或保护气氛下加热至熔化,与金属帽体和光窗片金属化表面发生化学反应形成金属间化合物实现金属帽体与光窗片的可靠连接,焊料11熔化后部分气体残余在光窗片底部的焊料中,通过向内部施加一定的气压,减小残余气体的体积,并根据公式
40.式中,p1为施加气压前的初始压强,v1为施加气压前的焊接界面初始体积,t1为施加气压前的温度,p2为施加气压后的最终压强,v2为施加气压后的焊接界面残余气体体积,即空洞体积,t2为施加气压后的温度;
41.步骤五:在焊料熔化前将真空腔内的压强降低到p1,待焊料完全熔化后再往真空腔内充气至气压p2,则焊接界面内的残余气体(即空洞)被压缩为很小的体积v2,焊接过程中施加气压前后的t1与t2基本相等,所以真空焊接后的空洞体积由此可知,真空焊接后的空洞体积主要取决于p1/p2的比值,更有助于减小残留在光窗片底部的残余气体体积,获得较低的焊接空洞率;
42.步骤六:焊接初始阶段无加热,用高纯氮气“冲洗”炉腔后再利用真空泵抽走炉腔内的气体,反复两次充气、抽气,第二阶段是保持低压真空状态,炉膛开始加热从室温以5℃/min~8℃/min的速度升温至焊接峰值温度180℃,并保温5min直至焊料完全熔化。
43.步骤七:使用氦质谱检漏仪对焊接好的管帽进行气密性检测;
44.步骤八:为了检验焊接管帽承受高低温变化的能力,根据光电器件外壳产品的使用情况对光窗管帽进行了温度循环考核,基于insn48合金焊料的熔点,进行温度循环试验,试验温度
‑
55~85℃,循环次数为10次温度循环完成后再次测试漏率,实验数据表格如下所示:
[0045][0046]
本发明中,优选的,步骤一中,所用焊料厚度为0.05mm,宽度为0.8mm,步骤三中,整个过程采用热电偶可对焊接件表面进行温度跟踪实测,从而方便控制炉内实验过程的温度,使温度可视化和可控化,步骤五中,借助合适的夹具,在窗片上提供额外的压力提高焊接接触面积,促进金属帽体及光窗片上镀金层与熔化焊料的反应,以减少焊接空洞率,提高焊接的质量。
[0047]
本发明中,优选的,步骤五中,真空炉的发热部件是石英管内的加热丝通电后加热丝发热,通过热辐射的方式传热至真空腔的平面焊接托板,步骤六中,为保证焊接件受热均匀,在130℃和160℃时分别保温5min,最后阶段停止加热,并向炉膛内充入一定时间的高纯氮气,使得炉膛内得以降温,待焊料固化后,以便于形成良好的焊接件。
[0048]
本发明中,优选的,步骤七中,经检验,金属帽体经过优化后的真空焊接工艺获得光窗封接管帽的测量漏率r≤1x10
‑
3 pa/cm3·
s(氦),气密性满足要求,步骤八中,准备6组焊接完成后的金属管帽进行实验,试验后的管帽漏率仍然满足国标的要求,试验说明通过优化后的焊接工艺获得的光窗管帽在承受
‑
55℃~85℃的极端温度转换时稳定性较好。
[0049]
本发明中,优选的,硒化锌光窗1、金属帽体2、金属框架3和金属限位块4,金属帽体2固定连接在金属框架3上表面,金属帽体2表面贯穿开设有通孔,通孔内侧表面四角均开设有插槽,硒化锌光窗1设置在通孔内部,硒化锌光窗1上下表面四角均设置有金属限位块4,金属限位块4内部分别开设有竖向槽5和横向槽6,竖向槽5内侧表面设置有内螺纹,且竖向槽5内部通过内螺纹螺纹连接有限位螺钉7,横向槽6内部滑动连接有插块8,横向槽6内部上下两侧均开设有限位槽9,限位槽9设置有两个,插块8上下表面均固定连接有限位杆10,限位杆10设置在限位槽9内部,且硒化锌光窗1通过插槽、插块8和金属限位块4固定连接在金属帽体2内的通孔内部,在使用时,首先在金属帽体2内通过夹具将硒化锌光窗1固定在通孔内部中间部分,随后将八个金属限位块4分别安放在硒化锌光窗1上下表面四角处,在安装金属限位块4的过程中,首先将限位螺钉7螺纹连接在竖向槽5内部,随后限位螺钉7会将横向槽6内部的插块8向金属限位块4的外部顶出,插块8将被插入开设在金属帽体2内侧表面的插槽内部,分别将八个金属限位块4均通过这种方式固定在指定位置后,通过焊接的方式将金属限位块4的位置固定在金属帽体2的通孔内,以便于防止在上述的加工过程中硒化锌光窗1的位置发生移动,造成上述真空焊接产生问题,且避免了通常在对芯片进行封装时,
芯片外壳上的硒化锌或蓝宝石光窗与金属通过常规的钎焊技术达到的效果并不好,常规的焊接技术焊接完成后,芯片只能耐受400度以下高温,当温度达到400度以上时,光窗将会和金属分离,造成芯片无法使用的问题。
[0050]
本发明中,优选的,硒化锌光窗1和金属帽体2通孔内壁之间的缝隙处设置有焊料11,通过设置的焊料11,通过焊料11可以使硒化锌光窗1和金属帽体2之间相互固定,且该焊料11可以承受
‑
55~85℃的极端温度,且在
‑
55~85℃的极端温度转换时稳定性较好,不会使硒化锌光窗1和金属帽体2之间发生漏率超标的现象,增加了芯片的使用寿命。
[0051]
综上所述,试验后的管帽漏率仍然满足国标的要求,试验说明通过优化后的焊接工艺获得的光窗管帽在承受
‑
55℃~85℃的极端温度转换时稳定性较好。
[0052]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1