钢拱箱无翻转焊接方法及无翻转焊接的钢箱拱与流程
1.本发明属于钢拱箱制造技术领域,具体涉及一种钢拱箱无翻转焊接方法及无翻转焊接的钢箱拱。
背景技术:
2.大型钢箱拱节段一般由顶板1、底板2、外腹板3、内腹板4、角部壁板5和隔板6等结构组成八边形构造(参见图1)。其中,各构件拼焊连接制作时,出于受力需要,其棱角焊缝一般均要求采用全熔透焊缝。因为全熔透焊缝传力效果好,但是该焊缝焊接要求高,焊接难度大。以顶、底板板厚36
‑
60mm,角部壁板5板厚为30
‑
40mm的钢箱拱节段为例:焊接坡口设计较为简单,只需要焊接坡口的方向朝向箱外侧即可,通过翻转钢箱拱即可达到所有焊缝在俯位置焊接的要求。因此,根据常规坡口设计方法,(如图2、图3所示)内腹板4与角部壁板5的焊接坡口应该开设在薄板的角部壁板5上。但是,如果钢箱拱不采用翻转焊接,此位置焊缝就需要在仰位焊接(结合图1);(如图4、图5所示)而顶板1、底板2与角部壁板5的焊缝也需要在仰位焊接,而仰位焊接难度大,焊后焊缝外观成型较差,且焊接效率低,占用大量人工,焊接质量得不到保障。因此,通常对钢箱拱节段焊接制造时,都要采用翻转焊接技术,这样做的主要目的是为了将仰位焊缝变为俯位置焊接,从而达到降低操作难度,保证焊接质量的目的。因为从理论和实践上来说,翻转焊接技术采用的平位或横位焊接质量稳定,施工速度快。
3.但是,现有翻转焊接技术对制造现场起重能力和场地面积要求很高,一次性投入太大,安全风险高。大型钢箱拱属于超大超重构件,如果翻转作业,首先需要有满足吊装能力的起重设备,以及足够的作业场地,并且要投入大量的辅助人员,安全风险大。从施工实际出发,仅为构件的焊接作业而投入大量施工机具,经济性并不高,还要承担一定的安全管理风险。对此,现提出如下技术方案。
技术实现要素:
4.本发明解决的技术问题:提供一种钢拱箱无翻转焊接方法及无翻转焊接的钢箱拱,实现钢箱拱的无翻转焊接制作;同时采用改进型焊接坡口设计,将仰位焊变为俯位焊,解决钢箱拱翻转焊接费工费时费力,安全风险大,场地受限,设备投资过大的技术问题。
5.本发明采用的技术方案:钢拱箱无翻转焊接方法,包括如下步骤:
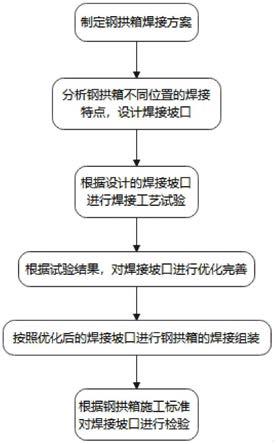
6.s001、制定钢拱箱焊接方案;
7.s002、分析钢拱箱不同位置的焊接特点,设计全俯位焊接坡口;
8.s003、根据设计的全俯位焊接坡口进行焊接工艺试验;
9.s004、根据试验结果,对焊接坡口进行优化完善;
10.s005、按照优化后的焊接坡口进行钢拱箱无翻转的焊接组装;
11.s006、根据钢拱箱施工标准对焊接坡口进行检验。
12.上述技术方案中,进一步地:步骤s005中的焊接坡口包括外腹板与角部壁板的焊
接坡口ⅰ;底板上端、顶板上端与角部壁板的焊接坡口ⅱ;底板下端、顶板下端与角部壁板的焊接坡口ⅲ;内腹板与角部壁板的焊接坡口ⅳ;焊接坡口ⅰ、焊接坡口ⅱ均为坡口方向朝外的单面坡口结构;焊接坡口ⅲ为双面k型坡口结构;焊接坡口ⅳ为坡口方向朝内的单面坡口结构,且焊接坡口ⅳ外侧设有衬垫。
13.还包括一种钢拱箱无翻转焊接方法所制作的无翻转焊接的钢箱拱,钢箱拱包括左右两侧竖直设置的底板和顶板;钢箱拱还包括上方水平设置的外腹板以及下方水平设置的内腹板;底板和顶板上端分别通过角部壁板与外腹板左右两端焊接固连为一体;底板和顶板下端分别通过角部壁板与内腹板左右两端焊接固连为一体;外腹板与角部壁板具有焊缝ⅰ;底板上端、顶板上端与角部壁板分别具有焊缝ⅱ;焊缝ⅰ、焊缝ⅱ均为坡口方向朝外的单面焊缝结构;底板下端、顶板下端分别与角部壁板具有焊缝ⅲ;焊缝ⅲ为双面k型焊缝结构;内腹板与角部壁板具有焊缝ⅳ;焊缝ⅳ为坡口方向朝内的单面焊缝结构,且焊缝ⅳ在焊接时外侧设有衬垫。
14.上述技术方案中,进一步地:衬垫为陶瓷衬垫。
15.本发明与现有技术相比的优点:
16.1、本发明八条焊缝中,通过将内腹板与角部壁板的两条焊缝,以及顶板、底板下端与角部壁板的两条焊缝采用特殊坡口设计,其余焊缝均采用常规坡口设计,将原先需要在仰位焊接的全熔透焊缝全部调整变为俯位置焊接;从而实现钢箱拱的现场无翻转全位置焊接操作,起到降本增效,降低安全风险,降低焊接难度,提高焊接质量的目的。
17.2、本发明考虑到施焊便利和焊接坡口的易于加工性,将内腹板与角部壁板间焊缝设计为坡口朝内的单面坡口形式,通过定制特殊衬垫,实现单面焊双面成型的目的。
18.3、本发明由于顶板下端、底板下端分别与角部壁板具备双面施焊的条件,因而将顶、底板下端与角部壁板焊缝形式设计为双面k型,将原本需要在仰位焊接的焊缝转化为平位、横位焊接,降低了焊接操作难度,提高了焊接效率,保证了焊接质量。
19.4、本发明不需要额外增加材料和借助辅助设施,仅通过对焊接坡口的设计,就能达到降低焊接操作难度、提高焊接质量的目的。
20.5、本发明操作简单,能够提高施工效率,减少设备投入,降低安全风险。
21.6、本发明方便易行,实用性强,采用小的改进,为大型钢箱拱类构件无翻转焊接坡口设计提供了一种较好的解决方案。
附图说明
22.图1为现有技术下钢箱拱立体图;
23.图2为现有技术下钢箱拱内腹板和角部壁板拼焊前的放大细节结构示意图;
24.图3为现有技术下钢箱拱内腹板和角部壁板焊接后的放大细节结构示意图;
25.图4为现有技术下钢箱拱顶板和角部壁板拼焊前的放大细节结构示意图;
26.图5为现有技术下钢箱拱顶板和角部壁板焊接后的放大细节结构示意图;
27.图6为本发明钢箱拱主视图;
28.图7为本发明图6中a部外腹板与角部壁板焊接前结构示意图;
29.图8为本发明图6中a部焊接后结构示意图;
30.图9为本发明图6中b部顶板上端与角部壁板焊接前结构示意图;
31.图10为本发明图6中b部焊接后结构示意图;
32.图11为本发明图6中c部顶板下端与角部壁板焊接前结构示意图;
33.图12为本发明图6中c部焊接后结构示意图;
34.图13为本发明图6中d部内腹板与角部壁板焊接前结构示意图;
35.图14为本发明图6中d部焊接后的结构示意图;
36.图15为本发明方法流程图;
37.图中:1
‑
顶板,2
‑
底板,3
‑
外腹板,4
‑
内腹板,5
‑
角部壁板,6
‑
隔板;701
‑
焊接坡口ⅰ,702
‑
焊接坡口ⅱ,703
‑
焊接坡口ⅲ,704
‑
焊接坡口ⅳ,705
‑
衬垫;801
‑
焊缝ⅰ,802
‑
焊缝ⅱ,803
‑
焊缝ⅲ,804
‑
焊缝ⅳ。
具体实施方式
38.下面将结合本发明实施例中的附图6
‑
15,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.(如图6、图15所示)钢拱箱无翻转焊接方法,包括如下步骤:
40.s001、制定钢拱箱焊接方案。制定的钢拱箱焊接方案包括:先将内腹板4分别与左右两侧角部壁板5焊接固定;再将顶板1、底板2下端同时与角部壁板5焊接连为一体;焊接隔板6与内腹板4、下端角部壁板5、顶板1、底板2焊缝;然后将顶板1、底板2上端同时与角部壁板5焊接连为一体;再将外腹板3分别与左右两侧角部壁板5焊接连接在一起,最后焊接隔板6与上端角部壁板5、外腹板3焊缝。所有焊缝均应两侧同时对称焊接。
41.s002、分析钢拱箱不同位置的焊接特点,设计全俯位焊接坡口。设计焊接坡口的目的在于实现钢拱箱的无翻转焊接。
42.s003、根据设计的全俯位焊接坡口进行焊接工艺试验。焊接工艺试验是检测金属材料在限定的施工条件下焊接成规定设计要求的构件并满足预定服役要求能力的测试。可知金属材料在一定工艺条件下焊接后的情况:如焊接接头出现裂缝的可能性,即抗裂性好坏;焊接接头存使用中的可靠性,包括接头的力学性能和其他的特殊性能:耐热、耐蚀、耐低温、抗疲劳、抗时效等。
43.s004、根据试验结果,对焊接坡口进行优化完善。如确定焊接坡口的角度、坡口间隙和焊缝截面积。
44.s005、按照优化后的焊接坡口进行钢拱箱无翻转的焊接组装。(参照图6所示)按照步骤s001的焊接方案对钢拱箱进行拼焊组装。
45.上述实施例中,进一步地:步骤s005中的焊接坡口包括外腹板3与角部壁板5的焊接坡口ⅰ701。焊接坡口ⅰ701为坡口朝外的60
°
夹角坡口。(如图7所示)还包括底板2上端、顶板1上端与角部壁板5的焊接坡口ⅱ702(如图9所示)。焊接坡口ⅱ702为58
°
夹角朝外的坡口结构。所述焊接坡口ⅰ701、焊接坡口ⅱ702均为坡口方向朝外的单面坡口结构。这样就能实现外腹板3与角部壁板5,底板2上端、顶板1上端与角部壁板5的俯位焊接。
46.(如图11所示)还包括底板2下端、顶板1下端与角部壁板5的焊接坡口ⅲ703。所述焊接坡口ⅲ703为双面k型坡口结构。焊接坡口ⅲ703的双面k型坡口的坡口夹角为45
°
,满足
双面焊需求,同时满足结构刚性以及结构强度要求。
47.还包括(如图13所示)内腹板4与角部壁板5的焊接坡口ⅳ704。所述焊接坡口ⅳ704为坡口方向朝内的单面坡口结构,且所述焊接坡口ⅳ704外侧设有衬垫705。其中,焊接坡口ⅳ704的坡口夹角为50
°
。所述衬垫705为陶瓷衬垫。衬垫705形状参见图13所示。衬垫705中部制有弧形槽,弧形槽适配焊接坡口ⅳ704的坡口中心线。
48.s006、根据钢拱箱施工标准对焊接坡口进行检验。钢拱箱施工标准为:《公路桥涵施工技术规范》(jtg/t f50
‑
2011)及《钢结构焊接规范》(gb50661
‑
2011)。
49.本发明还包括一种钢拱箱无翻转焊接方法所制作的无翻转焊接的钢箱拱。
50.(如图6所示)所述钢箱拱包括左右两侧竖直设置的底板2和顶板1。其中以左侧为底板2右侧为顶板1的顺序为例。所述钢箱拱还包括上方水平设置的外腹板3以及下方水平设置的内腹板4。
51.所述底板2和顶板1上端分别通过角部壁板5与外腹板3左右两端焊接固连为一体。所述底板2和顶板1下端分别通过角部壁板5与内腹板4左右两端焊接固连为一体。
52.所述外腹板3与角部壁板5具有焊缝ⅰ801。(如图8所示)所述底板2上端、顶板1上端与角部壁板5分别具有焊缝ⅱ802(如图10所示)。所述焊缝ⅰ801、焊缝ⅱ802均为坡口方向朝外的单面焊缝结构。该焊缝结构采用传统方法施焊,可实现俯位焊接操作。
53.所述底板2下端、顶板1下端分别与角部壁板5具有焊缝ⅲ803;所述焊缝ⅲ803为双面k型焊缝结构。采用双面k型焊缝结构施焊。本发明由于如图6所示的顶板1下端、底板2下端分别与角部壁板5具备双面施焊的条件,因而将顶、底板下端与角部壁板5焊缝形式设计为双面k型,将原本需要在仰位焊接的焊缝转化为平位、横位焊接,降低了焊接操作难度,提高了焊接效率,保证了焊接质量。
54.(如图14所示)所述内腹板4与角部壁板5具有焊缝ⅳ804;所述焊缝ⅳ804为坡口方向朝内的单面焊缝结构,且所述焊缝ⅳ804在焊接时,焊缝ⅳ804的坡口外侧设有衬垫705。上述实施例中,进一步地:所述衬垫705为陶瓷衬垫。本发明考虑到施焊便利和焊接坡口的易于加工性,将内腹板4与角部壁板5之间焊缝ⅳ804设计为坡口朝内的单面坡口形式,通过定制特殊衬垫,实现单面焊双面成型的目的。
55.本发明八条焊缝中,通过将内腹板4与角部壁板5的两条焊缝,以及顶板1、底板2下端与角部壁板5的两条焊缝采用特殊坡口设计,其余焊缝均采用常规坡口设计,将原先需要在仰位焊接的全熔透焊缝全部调整变为俯位置焊接;从而实现钢箱拱的现场无翻转全位置焊接操作,起到降本增效,降低安全风险,降低焊接难度,提高焊接质量的目的。
56.本发明的工作原理为:钢箱拱制造采用不翻转制造方案时,考虑到施焊便利和易于加工性,将内腹板4左右两端与角部壁板5间焊缝设计为单面坡口形式,通过定制特殊衬垫705,实现单面焊双面成型的目的。而顶、底板下端与角部壁板5具备双面施焊的条件,因而将顶、底板下端与角部壁板5的焊缝形式设计为双面k型:这两种坡口最大的优势是将原本需要在仰位焊接的焊缝转化为平位、横位焊接,降低了焊接操作难度,提高了焊接效率,解决了原内腹板与角部壁板,顶、底板与角部壁板全熔透焊缝需要在仰位焊接的技术难题。
57.综上所述,本发明不需要额外增加材料和借助辅助设施,仅通过对焊接坡口的设计,就能达到降低焊接操作难度、提高焊接质量的目的。本发明操作简单,能够提高施工效率,减少设备投入,降低安全风险。本发明方便易行,适用性强,采用小的改进,为大型钢箱
拱类构件无翻转焊接坡口设计提供了一种较好的解决方案。
58.本说明书中的各个实施例均采用相关的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
59.以上所述仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内所作的任何修改、等同替换、改进等,均包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1