平立机列短应力线轧机快速更换系统及方法与流程
1.本发明涉及在线轧机快速更换的机械设备领域,具体为短应力线轧机平/立机列轧机快速更换系统及方法。
背景技术:
2.轧钢车间在生产不同规格产品以及当轧辊使用到最小辊径时,都需要及时更换在线轧机,当前主要的更换方式是停机后,通过人工将在线的轧机通过行车吊出,再通过行车将新的轧机吊至固定底座或换辊小车上。这种操作模式不仅工人的劳动强度大,且大大延长了停机时间,从而影响了生产效率。
3.经检索,中国实用新型专利,申请号:201420190491.6,申请日:2014年04月19日,公开了一种轧机快换装置,其技术方案是:包括水泥基础(1),所述水泥基础(1)中开设直槽,所述直槽中放置有更换装置机架(2),所述更换装置机架(2)的底部装有液压缸(3),所述更换装置机架(2)的下方固定有两条轨道(4),更换装置机架(2)的底部设有车轮(5),所述车轮(5)与轨道(4)相配合,所述水泥基础(1)直槽两侧的内壁上设有支撑侧板(6),所述更换装置机架(2)的两侧设有侧辊轮(7),所述侧辊轮(7)与支撑侧板(6)相配合。但是,其存在的不足之处有:1)所述方案中,未设计待换轧机(8)如何运动至轧线上的固定底座处,此部分工作如果采用人工,势必提高劳动强度,增长停产时间,降低作业率;2)所述方案中,所述更换装置机架(2)上未设计在线轧机离线位置,在待换轧机(8)更换前,需要人工用天车将在线轧机吊离轧线再进行下一步工序的操作。如此一来,所公开的轧机快换装置实际意义并不大。
4.经检索,中国发明专利,申请号:201510711179.6,申请日:2015年10月28日,公开了一种轧机快换装置,其技术方案是:本发明涉及一种用于更换轧制组件的轧机机架的机架更换系统,所述机架更换系统具有轨道系统,更换车能沿所述轨道系统运动,轨道系统具有第一线路和第二线路,所述第一线路和第二线路沿不同的方向延伸并且通过转辙器相互连接,其中第一线路平行于轧制组件的轧制线延伸,其中,当更换车处于第一线路上和/或处于转辙器上时,能使轧机机架从轧制组件运动到更换车上或能使轧机机架从更换车运动到轧制组件上。但是,其存在的不足之处有:1)第一线路上的更换小车需通过转辙器旋转90度后,运动至第二线路上,转辙器的使用,不但增加了设备的故障率,同时也使更换程序变得较复杂;2)更换小车上如果设置多个机架位,那么更换小车设计的长度很大,从而使转辙器的回转半径变得很大,不易实现。如果每个机架设计一个更换小车,则无法实现成组或多个同时更换的要求。
技术实现要素:
5.为了克服现有技术的缺陷,本发明的目的在于提供一种平立机列短应力线轧机快速更换系统及其装置,以解决实际生产线在更换轧机时,可以快速地对整组、多个或单个轧机进行更换,同时,该套设备加工制作简单,投资费用较低,且设备的安装、检修及易损件的
更换均非常方便。
6.为了实现上述目的,本发明的平立机列短应力线轧机快速更换系统,其特征在于,包括:对应每个在线轧机依次设置有固定底座、过渡底座、横移轨道及纵移液压缸组成;短应力轧机通过移动底座布置在固定底座上;
7.所述的横移轨道沿轧制线方向布置,横移轨道上布置有两倍数量轧机数量的小车单元;相邻两个小车单元沿轨道方向固定连接;小车单元列在横移液压缸作用下沿横移轨道作往复运动;
8.在固定底座、过渡底座和小车单元上设置有与移动底座相适配的纵移轨道;
9.纵移液压缸牵引移动底座沿纵移轨道往复运动。
10.进一步的,在纵移液压缸一侧设置对应过渡底座设置有导向底座,在所述的导向底座上设置有脱钩装置;在过渡底座、小车单元上和导向底座上设置有脱钩装置运动的辅助轨道;所述的纵移液压缸的活塞端与脱钩装置连接,所述的纵移液压缸通过脱钩装置牵引移动底座。
11.为达到上述目的,本发明的平立机列短应力线轧机快速更换的方法,利用上述的系统进行以下步骤:
12.第一步:小车单元的奇数位置放置备用轧机,偶数位置空置且中心线与轧机中心线重合;
13.第二步:所述推、拉液压缸同时伸出,利用所述脱钩装置将需要更换的在线轧机拉至所述小车单元的偶数位置;
14.第三步:所述横移液压缸伸出,将放置备用轧机的奇数位置的所述小车单元中心线与轧机中心线重合;
15.第四步:所述推、拉液压缸同时伸出,利用所述脱钩装置将备用机架推至轧线上,待轧机就位后,再缩回至初始位置;
16.第五步:所述横移液压缸缩回,所述小车单元运动至初始位置。
17.与现有技术相比,有益效果是:
18.1)本发明的一种平立机列短应力线轧机快速更换系统及其装置,其横移小车由若干小车单元通过螺栓连接组合而成,小车的安装、更换方便。小车单元相互之间连接处设置有调整垫片组,便于安装时调整,从而使小车单元中心线与轧机中心线重合。
19.2)本发明的一种平立机列短应力线轧机快速更换系统及其装置,其均通过推、拉液压缸作用,利用脱钩装置将备用轧机拉至横移小车上,亦可将在线轧机推至轧线上,设备结构简单,加工、制造成本低,且运行可靠,设备故障率低。通过一套机构实现两个功能,使控制过程简单、易操作。
20.3)本发明的一种平立机列短应力线轧机快速更换系统及其装置,其小车单元根据在线轧机机列型式(平/立)设置成不同结构型式,且相邻两个所述小车单元的结构型式一致,其中,一个用于放置备用机架,另一个用于放置更换下来的在线机架,小车单元的数量为在线轧机的一倍。这样,在更换轧机时,可以提前将备用轧机放置在横移小车的相应小车单元上,待需要更换时,整个更换过程中,无需行车介入,从而大大降低了更换时间。
21.4)本发明的一种平立机列短应力线轧机快速更换系统及其装置,其更换系统可以对整组在线轧机进行更换,亦可以对其多个或单个进行更换,从而大大提高了更换的灵活
性。
22.5)本发明的一种平立机列短应力线轧机快速更换系统及其装置,设置了横移小车以及推、拉液压缸动作的plc控制系统,使这个更换过程自动化程度高,从而极大的降低了人员的劳动强度和更换时间,提高了作业率与生产效益。
附图说明
23.图1是本发明的一种平立机列短应力线轧机快速更换系统及其装置俯视图;
24.图2是图1的a
‑
a剖视图;
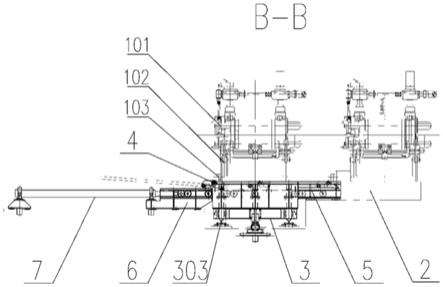
25.图3是图1的b
‑
b剖视图;
26.图4是图1的c
‑
c剖视图;
27.图5是本发明的一种平立机列短应力线轧机快速更换系统及其装置的换轧机分解图。
28.图中:1、短应力线轧机;2、固定底座;3、横移小车;4、脱钩装置;5、过渡底座;6、导向底座;7、推、拉液压缸;101、机芯;102、移动底座;103、挡块一;301、驱动液压缸;302、小车单元;303、轨道;304、销轴;305、车轮;306、调整垫片组;307、导轨;308、立轧移动小车;309、挡块二。
具体实施方式
29.为了说明本发明所述的技术方案,下面通过具体实施例来进行说明。
30.实施例1:
31.结合图1
‑
图4,本实施例的一种平立机列短应力线轧机快速更换系统,所述快速更换系统可以对轧机机列组中任一短应力线轧机进行快速更换,亦可以对其中多个或整体进行快速更换;所述装置包括短应力轧机1、固定底座2、横移小车3、脱钩装置4、过渡底座5、导向底座6及推、拉液压缸7组成。所述短应力线轧机1布置在所述固定底座2上,所述固定底座2上设置驱动所述短应力线轧机用液压缸。所述横移小车3沿轧制线方向布置并作往复运动,所述过渡底座5布置在所述横移小车3与固定底座2之间,所述脱钩装置4与所述推、拉液压缸7通过销轴连接,所述脱钩装置7可以带动所述短应力轧机1沿轧制线垂直方向作往复运动,所述导向底座6布置在所述推、拉液压缸7侧。
32.所述短应力线轧机1包括机芯101和移动底座102,所述移动底座102上设置挡块一103,所述挡块一103与所述移动底座102通过螺栓固连。
33.所述横移小车3包括驱动液压缸301,小车装配、立轧移动小车308以及轨道303,所述小车装配由小车单元302组成,所述驱动液压缸301与所述小车装配通过销轴304连接。每个所述小车单元302上均设置有至少四个车轮305,所述车轮305可以在所述轨道303上运动。
34.每个所述小车单元302上均设置有供所述移动底座102、立轧移动小车308及所述脱钩装置7运动的导轨307。每个所述小车302单元之间通过螺栓连接,并设置调整垫片组306。
35.实施例2:
36.结合图2
‑
图4,本实施例的一种平立机列短应力线轧机快速更换系统,所述小车单
元302根据在线轧机机列型式(平/立)设置成不同结构型式,且相邻两个所述小车单元302的结构型式一致,其中,一个用于放置备用机架,另一个用于放置更换下来的在线机架,且所述小车单元302的数量为在线轧机的一倍。
37.每个所述小车单元302设置的四组所述车轮305中,两个车轮为平轮,另外两个为双侧槽轮;所述车轮305也可以均为单边槽轮;
38.实施例3:
39.本实施例的一种平立机列短应力线轧机快速更换系统,所述过渡底座5、所述导向底座6均设置有供所述脱钩装置4运动的导轨。所述推、拉液压缸7与在线轧机的数量相同。所述立轧移动小车308一端设置挡块二309,且通过螺栓与所述立轧移动小车308连接。
40.实施例4:
41.本实施例的一种平立机列短应力线轧机快速更换系统,还包括所述横移小车3的所述驱动液压缸301以及所述推、拉液压缸7均配置位移传感器以及其plc控制系统。
42.实施例5:
43.结合图5,一种快速更换系统,其步骤为:
44.以在线轧机数量4架为例,此时所述横移小车3由8个小车单元302组成,其整体更换的步骤为:
45.第一步:初始位置时,所述推、拉液压缸7与所述横移小车3的所述驱动液压缸301均处于缩回状态,所述小车单元302的奇数位置放置备用轧机,偶数位置空置且中心线与轧机中心线重合,用来放置即将下线的在线轧机;
46.第二步:所述推、拉液压缸7同时伸出,利用所述脱钩装置4将需要更换的在线轧机拉至所述横移小车3的偶数位置;
47.第三步:所述横移小车3的所述驱动液压缸301伸出,,将放置用备用轧机的奇数位置的所述小车单元302中心线与轧机中心线重合;
48.第四步:所述推、拉液压缸7同时伸出,利用所述脱钩装置4将备用机架推至轧线上,待轧机就位后,再缩回至初始位置;
49.第五步:所述横移小车3的所述驱动液压缸301缩回,所述横移小车3运动至初始位置。至此,在线4架轧机进行了整体更换。
50.在整个更换轧机过程中,也可以对其多个或单个轧机进行更换,更换步骤与上述第一至第五步一致。
51.以上,仅为本发明的较佳实施例,单本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权力要求所界定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1