EBS电磁阀铁芯滚铆工装及滚铆工艺的制作方法
本发明涉及电磁阀组件的生产工艺,具体的涉及一种ebs电磁阀铁芯滚铆工装及滚铆工艺。
背景技术:
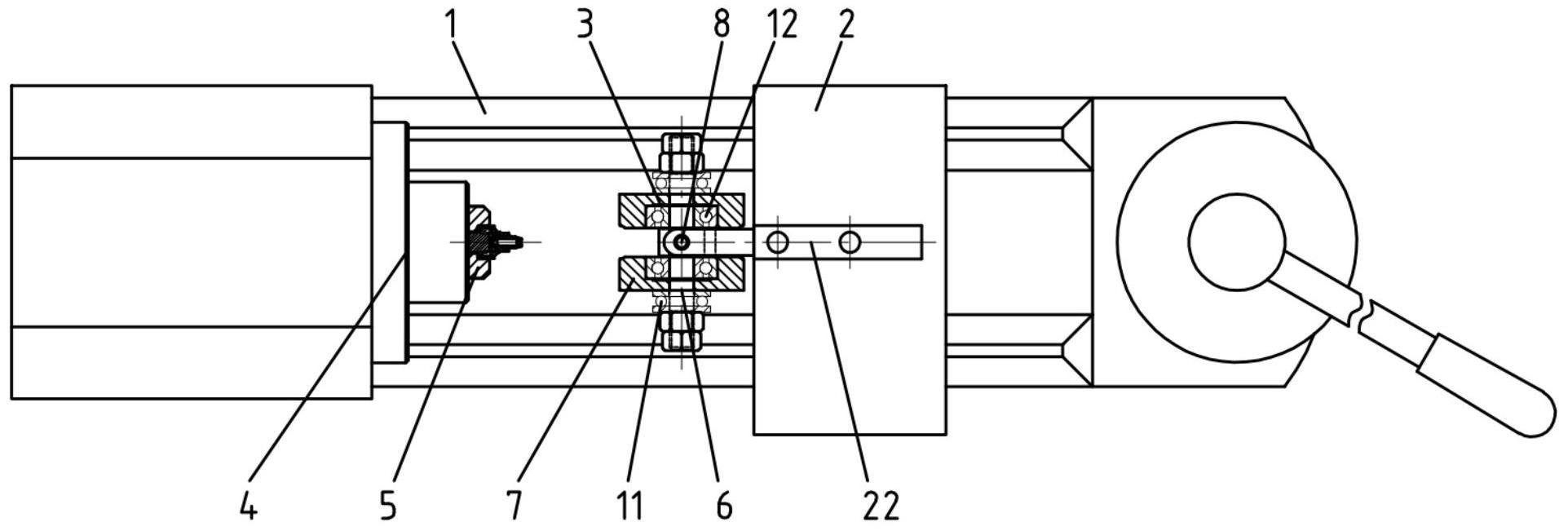
1、电磁阀在组装的过程中需要将铁芯组件半成品与阀盖进行组装,现有技术中,一般通过铆接的方式将二者紧固连接。如图1、2所示,常见的工艺是将阀盖装入铁芯组件半成品,然后用手压机和压装夹具压装到指定尺寸位置,再将产品装入夹具内进行紧固,开启电源使旋铆头旋转,下压铆接包裹,工序完成。这种使用旋铆机进行铆接的方式,需要将产品装在夹具上紧固,原因在于:工件如果不紧固,旋铆头与工件接触的瞬时,在摩擦力的作用下工件易因不稳而发生摆动,在这种摆动的力与摩擦力的共同作下会使得工件的表面磨损严重,因此必须要对工件紧固以克服这一缺陷。紧固工件就会导致装夹时间长;而工件的装夹固定,就需要严格的要求工件与旋铆头之间的同心度,这种高精准度的上下中心位置的对位要求使得换产调试时间长、调试工序复杂、加工时间长。
技术实现思路
1、有鉴于此,本发明提供了一种ebs电磁阀铁芯滚铆工装及滚铆工艺。
2、为实现上述目的,本发明提供如下技术方案:
3、一种ebs电磁阀铁芯组件滚铆工装,包括:固定工作台,所述固定工作台设置主轴与工件夹头,所述工件夹头在主轴的带动下转动,所述待加工的ebs电磁阀铁芯组件的铁芯的一端容纳在工件夹头内且能随工件夹头转动;移动工作台,所述移动工作台设置滚轮轴,移动工作台设置导轨或者导槽使得移动工作台相对固定工作台能够做直线移动,所述移动工作台的移动方向与滚轮轴的轴向垂直;滚铆组件,所述滚铆接组件包括两个安装在滚轮轴上的滚轮,两个滚轮之间形成滚铆间隙,所述滚轮的两个相对的面形成滚铆工作面,所述滚铆间隙与工件夹头的中心线在同一条直线上。
4、具体的,所述滚轮轴能相对移动工作台摆动,所述摆动角度为3°~6°。
5、具体的,所述滚铆工作面为锥面或圆柱面。
6、具体的,所述移动工作台上还设置有摆动限位销,所述摆动限位销与滚轮轴垂直,所述移动工作台上开设安装轴孔,所述摆动限位销穿过所述移动工作台以及滚轮轴,所述滚轮轴支撑在安装轴孔内,所述安装轴孔的孔径略大于滚轮轴的直径。
7、具体的,所述移动工作台的动力可以是手动或者电动,所述固定工作台安装齿轮,所述移动工作台设置与齿轮啮合的齿条,齿轮受动力带动转动进而带动齿条移动。
8、具体的,所述移动工作台包括移动工作台本体以及能拆卸的安装在移动工作台本体上的安装臂,所述安装臂滚轮轴与限位销均安装在安装臂上。
9、具体的,所述滚轮轴上在两个滚轮的外侧还各安装一个平面轴承,所述滚轮通过滚动轴承安装在滚轮轴上。
10、具体的,所述固定工作台还设置安装槽,所述工件夹头转动的设置在安装槽内。
11、本发明还提供一种ebs电磁阀铁芯组件滚铆工艺,所述主轴受动力源带动而转动,所述滚铆工艺包括如下步骤:
12、步骤一:制备与待铆接的铁芯相匹配的工件夹头,将所述夹头安装在固定工作台上并与主轴连接;
13、步骤二:待铆接的铁芯工件置于夹头内,无需夹紧启动所述动力源,铁芯工件与工件夹头之间形成间隙配合;
14、步骤三:启动动力源使得主轴转动,所述主轴的转速为400~680转/min,铁芯工件在摩擦力的作用下转动,铁芯工件的转速与主轴的转速不匹配;
15、步骤四:移动工作台在动力作用下移动,所述移动工作台带动滚铆组件整体朝向铁芯组件移动;
16、步骤五:滚轮的进给力瞬时推动铁芯组件压紧工件夹头,铁芯与工件夹头的转速相匹配,滚轮相对铁芯组件滚动并瞬时移动完成滚铆作业。
17、具体的,所述移动工作台的移动包括第一进给阶段与第二进给阶段,第一进给阶段为滚轮与铁芯工件接触前,此时的进给速度为2000~5000mm/min;第二进给阶段为滚轮与铁芯接触及接触之后,此时的进给速度为60~120mm/min。
18、本发明的有益效果在于:本发明所述的滚铆工装大大缩短装夹时间,加工速度极快,且滚铆组件具有对中心度的包容性换产时更加容易调试。仪表车床相较旋铆机的价格更加低廉,可以节约设备成本;新工艺相较老工艺有节约设备成本、减少装夹时间、减少换产调试时间、减少加工时间,提升整体效率的优点。
技术特征:
1.一种ebs电磁阀铁芯组件滚铆工装,其特征在于,包括:
2.根据权利要求1所述的ebs电磁阀铁芯组件滚铆工装,其特征在于:所述滚轮轴能相对移动工作台摆动,所述摆动角度为3°~6°。
3.根据权利要求1所述的ebs电磁阀铁芯组件滚铆工装,其特征在于:所述滚铆工作面为锥面或圆柱面。
4.根据权利要求2所述的ebs电磁阀铁芯组件滚铆工装,其特征在于:所述移动工作台上还设置有摆动限位销,所述摆动限位销与滚轮轴垂直,所述移动工作台上开设安装轴孔,所述摆动限位销穿过所述移动工作台以及滚轮轴,所述滚轮轴支撑在安装轴孔内,所述安装轴孔的孔径略大于滚轮轴的直径。
5.根据权利要求1~3中任一项所述的ebs电磁阀铁芯组件滚铆工装,其特征在于:所述移动工作台的动力可以是手动或者电动,所述固定工作台安装齿轮,所述移动工作台设置与齿轮啮合的齿条,齿轮受动力带动转动进而带动齿条移动。
6.根据权利要求3所述的ebs电磁阀铁芯组件滚铆工装,其特征在于:所述移动工作台包括移动工作台本体以及能拆卸的安装在移动工作台本体上的安装臂,所述安装臂滚轮轴与限位销均安装在安装臂上。
7.根据权利要求1~3以及权利要求5中任一项所述的ebs电磁阀铁芯组件滚铆工装,其特征在于:所述滚轮轴上在两个滚轮的外侧还各安装一个平面轴承,所述滚轮通过滚动轴承安装在滚轮轴上。
8.根据权利要求1~3以及权利要求5中任一项所述的ebs电磁阀铁芯组件滚铆工装,其特征在于:所述固定工作台还设置安装槽,所述工件夹头转动的设置在安装槽内。
9.一种ebs电磁阀铁芯组件滚铆工艺,其特征在于:所述主轴受动力源带动而转动,所述滚铆工艺包括如下步骤:
10.根据权利要求9所述的ebs电磁阀铁芯组件滚铆工艺,其特征在于:所述移动工作台的移动包括第一进给阶段与第二进给阶段,第一进给阶段为滚轮与铁芯工件接触前,此时的进给速度为2000~5000mm/min;第二进给阶段为滚轮与铁芯接触及接触之后,此时的进给速度为60~120mm/min。
技术总结
本发明公开了一种EBS电磁阀铁芯滚铆工装及滚铆工艺,所述滚铆工装包括:固定工作台,所述固定工作台设置主轴与工件夹头,所述工件夹头在主轴的带动下转动,所述待加工的EBS电磁阀铁芯组件的铁芯的一端容纳在工件夹头内且能随工件夹头转动;移动工作台,所述移动工作台设置滚轮轴,所述移动工作台的移动方向与滚轮轴的轴向垂直;滚铆组件,所述滚铆接组件包括两个安装在滚轮轴上的滚轮,两个滚轮之间形成滚铆间隙,所述滚轮的两个相对的面形成滚铆工作面,所述滚铆间隙与工件夹头的中心线在同一条直线上。本发明所述的滚铆工装大大缩短装夹时间,加工速度极快,且滚铆组件具有对中心度的包容性换产时更加容易调试。
技术研发人员:黄美龙,林权敏,潘广勇,孔林展,苏飞飞,何容武
受保护的技术使用者:温州瑞立科密汽车电子有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!